- Популярный пост


Calma
-
Постов
979 -
Зарегистрирован
-
Посещение
-
Победитель дней
23
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Calma
-
-
У меня другая информация. Можно и сначала посмотреть, но на 2.46 сам процесс как из одной заготовки вытягивают банку. Не видно там что бы донышко из другого материала делалось.
Все про пивные банки: https://aluminium-guide.com/alyuminievaya-pivnaya-banka-konstrukciya-i-materialy/
-
 1
1
-
-
Отремонтировал себе силовой шлейф
Силовую все же стоило пропаять со штуцером.
-
2
-
-
я амг только 5356 варю.можно и 4043 но считаю это не правильно.хоть старый хоть новый. технологические таблицы не с луны взяли.
Все же один из АМГ сплавов рекомендуют варить другими присадками
-
1
-
-
Такие работы интересны,да и мозгу не дают застаиваться.
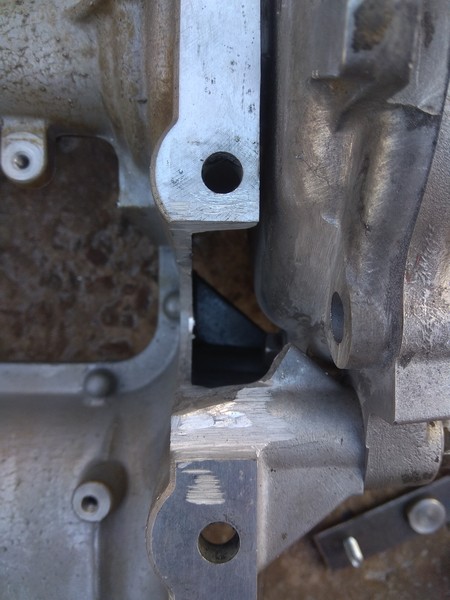
Да все бы ничего, если б редуктор не мешал. Уж очень он близко находится. Пришлось даже спиливать часть отлива крепления и придется еще перерезать резьбу на больший размер и болт вручивать с другой стороны. Да и зазор 1 -2 мм необходим между ввареной деталью и корпусом редуктора.
С понедельника буду продолжать далее, но последующие работы уже не такие критичные по подгонкам.
-
- Популярный пост
- Популярный пост
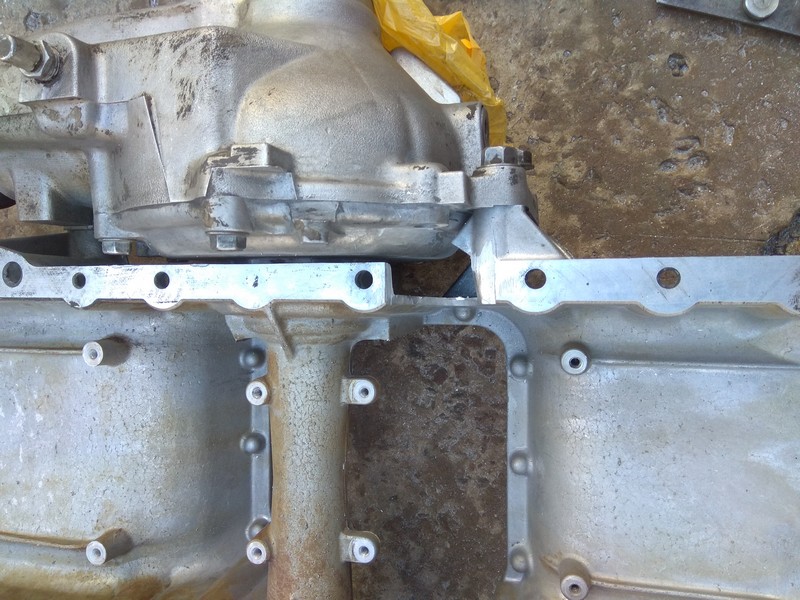
А я сегодня начал заниматься довольно интересным проектом — сварочными работами в переделке двигателя Тойоты Марк2 сзаднего привода на полный.
Там надобно подогнать поддон для турбины..... Места маловато и по этому больше времени идет на подгонку, чем на саму сварку. Привезли В качестве донора еще один поддон.....и блок (после "братской руки") для уменшения поводков при сварке.














-
15
-
Сваривал NiFe
Дык, а сварено то хде ????
-
2
-
-
Поиск по сайту ничего не дал, по этому решил спросить здесь. Есть и кого из присутствующих опыт переделки поддона двигателя 2JZ-GTE от Тойоты Марк2 на полный привод с турбиной? Интересует пару технических вопросов.
-
Валера! А почему выбор пал на проволоку диаметром 0,8мм ? Мне кажется удобней было использовать 1мм, а то и 1,2.....
-
1
-
-
@Сергей09, А что на редукторе делает кран Маевского ? Какова у него функция?
-
p.s. через год расскажу, что на вкус получилось
Не стОит откладывать на завтра то, что можно выпить сегодня ))))

-
4
-
-
нормальные люди варят алюминий РАДС и пульсовыми аппаратами МИГ МАГ. роботы тоже варят полуавтоматами.простым аппаратам это сложно.можно но не то пальто.вот к этому и пришли.удачи.
Не ругайтесь. Свариваю алюминий как РАДС, так и полуавтоматом. Хочу в спор вставить и свои 5 копеек. Направляющая трубка (как на видео с ЭВМ) комплектуется только в "модных" европейских брендовых сварочниках. Практически у всех, которые мне попадались на глаза, китайских протяжках SSJ ... она металическая и фиксируется в корпусе подающего устройство, но продеть через нее тефлон не предоставляется возможным. Для сварки алюминия необходимо их снимать и действительно, желательно пропустить выступающий из рукава тефлон до самих роликов. Правда при последующей сварке чернины, все необходимо проделывать в обратном порядке, что в свою очередь не совсем удобно.
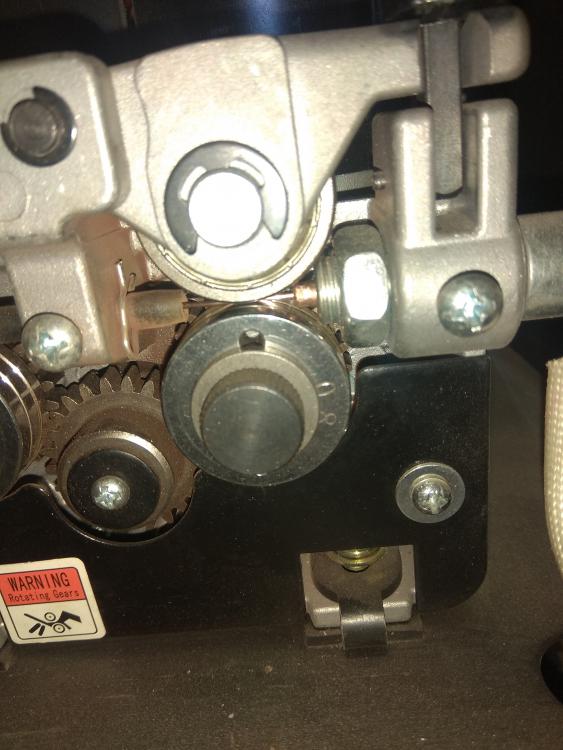
Лично я поступил по другому. На место направляющей трубки отлично встает отрезок медной тормозной автомобильной трубки 4,75 х 0,9. Это самый распространенный размер. Длину подобрал таким образом, что при закручивании накидной гайки рукава KZ-2 подвижные контакты уже замыкались, а гайка боудена упиралась в направляющую трубку, которая в свою очередь упиралась в подающие ролики. Закрутив гайку рукава до упора, я на четверть оборота отпускаю ее назад. Этим самым я добился того, что и тефлон обрезан заподлицо с гайкой рукава, не появляются "бороды" при работе с алюминием и нет необходимости "танцев с бубном" при последующем переходе на свару черного металла. На фото не очень хорошо видно, но выглядит это примерно так:

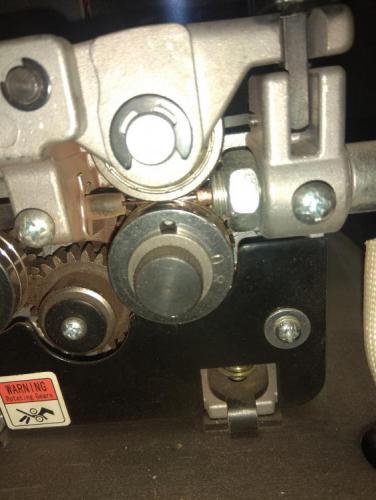
Конец медной трубки в сторону рукава — заокруглен, и упирается в отверстие гайки, прижимающей цангу тефлона.
И забыл добавить. По моему личному мнению, для полноценной !!! (включительно с потолком) сварки алюминия полуавтоматом, все же необходим апарат с импульсным режимом.
-
5
-
-
Саш , мне конечно стыдно , но я тоже не знаю чем правильнее сваривать электрошины , с своему сожалению в своей большой практике шины не когда не варил.
Я выше ссылку давал на ГОСТ (ы) с марками, размерами......
....и отнюдь АД 00 (например) не стоит сваривать 5356
-
3
-
-
Саш , мне кажется все равно бы что нить сварилось Тут скорее всего вечная ошибка начинающих , не дождались "лужи" (ванны) и пихают присадок и естественно куда ему сливаться-прилипать, и сварочная дуга своим давлением + давление аргона выносит шарик напрочь из под сопла .
Я полностью с этим согласен и написал в дополнение к выше озвученному. Просто подумал, что на рынке "полоса толщиной 5мм" с большой долей вероятности... Человек учтет свои ошибки, начнет сваривать.....но при этом, присадком 5356.
-
2
-
-
Пытался варить алюминий 5мм (обычная полоса со строй рынка, присадка 5356),
С большой долей вероятности ваша полоса может быть "электротехнической шиной" и присадок 5356 для ее сваривания не совсем может походить. https://en-res.ru/wp-content/uploads/2016/04/5176-89.pdf (примерно с 16 стр.)
-
Эпоксидка в качестве "гарантии" от утечек топлива.
Они просто еще не пробовали линейку "новых продуктов" )))))) http://www.fenedur.com

-
1
-
-
@Точмаш 23, Вот только конструкция кЕтайских шаровых кранов уж очень не надежная....
-
1
-
-
- Популярный пост
- Популярный пост
или просто заморочка?
Заморочка. Существенных изменений не обнаружил.....кроме хрупкости и потраченного даром времени.

Керамический спрей от брызг существенно продлевает срок службы газового сопла. Да и сопла на рукавах малой мощности стоят сущие копейки.
-
12
-
Какая разница каким материалом я буду сваривать эти цацочки,которые работают в системе охлаждения? Что 40407,что 4043 - без разницы. Нема смысла в них лезть 5356.
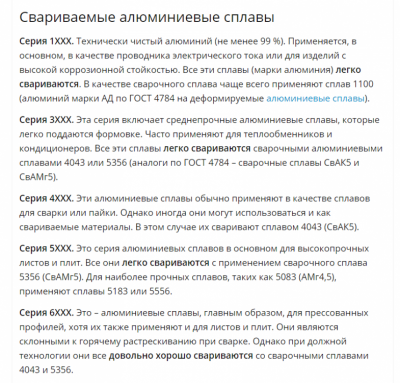
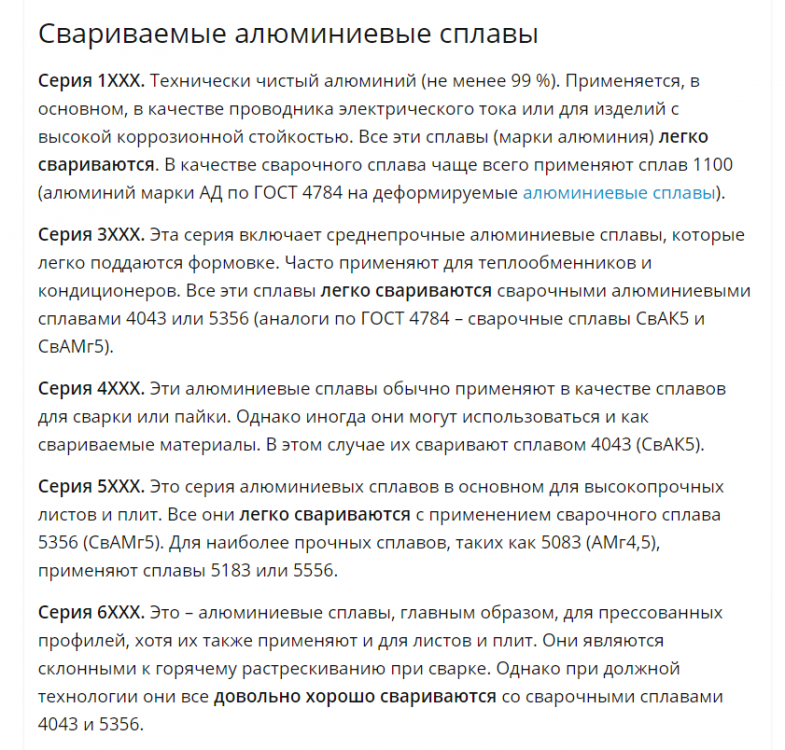
Основными экструзионными алюминиевыми сплавами, которые применяют в автомобилестроении и родственных областях являются (обозначение сплава – номинальный химический состав – применение):
- 1050 – Al99,5 – трубы теплообменников;
https://aluminium-guide.com/ekstruzionnye-alyuminievye-splavy-v-avtomobile/
-
4
-
Мне проще, есть только 4043 и 5356 - все, чтобы выбрать между ними, мне таблица не нужна
Колхоз — дело добровольное (с)
И сейчас еще многие сваривают чугунину, обмотав нержавеющий электрод медной проволочкой. )))) .....даже не вникая в марку чугуна.-
2
-
-
Наверное к сожалению, но имею точно такой же выбор материала.
Не секрет, что составлял таблицу один очень известный производитель и в таблице указана вся линейка его продуктов. Не обязательно иметь в наличии весь ассортимент присадков, но к уже указанным можно еще добавить 1070, 5183.. которые так же можно приобрести без проблемм.
Сам часто подглядываю в табличку и отсылаю новичков повышать уровень знаний. Вроде и есть понятие в выборе присадка, но иногда, при сварке особенно разнородных сплавов, да еще и когда в приоритете стоит вопрос....допустим эластичности сварного соединения, не ленюсь подсмотреть табличку.
-
4
-
-
И еще один момент
В велостроении используется три типа стали:
- Обыкновенная сталь (steel);
- Высокотянутая или углеродистая сталь (High Ten);
- Хромомолибденовые сплавы (Cro-Moly).
Обыкновенная сталь
Самый доступный, дешевый и простой материал. Используется для создания дешевых велосипедов (все что мы видим на рынках, крупных продовольственных магазинах и дешевые сегменты в веломагазинах). Рамы имеют свойства ржаветь, не самые прочные и весьма тяжелые. Кстати термин "велосипед из водопроводных труб" как раз про этот материал.
Углеродистая (высокотянутая) сталь (High Ten)Данная сталь уже более продвинутая с хорошими характеристиками и стойкостью к ржавчине. Она достаточно гибка, чтобы гасить вибрации при катании, при этом цена на нее очень доступна.
Отлично подходят для тяжелых людей, вплоть до 150 кг.
 Хромомолибденовая сталь (Cro-Mo)
Хромомолибденовая сталь (Cro-Mo)Данный материал получается при добавлении молибдена во время её варки. Молибден придает стали мелкозернистую структуру, улучшая ее прочность. Чаще всего для велосипедов используется легированная конструкционная хромомолибденовая сталь 30ХМА по ГОСТ 4543 или по американской классификации сталь 4130.
Cr-Mo прочнее, легче и надежнее чем другие виды стали, но также она и дороже. Он также меньше подвержен коррозии.
-
1
-
- Популярный пост
- Популярный пост
Ох, видно цены на ремонт неподьемные становятся, народ на ТАКОЕ пересаживаться сталМой владелец самокатов в азарт вошел....еще 150 шт. заказал ))))
-
10
-
Годиков в 10 скорее всего цепануло бы. Сейчас так просто не получится. Что взять с прожжённого циника!
Песня хорошая, просто видеоряд не совсем в тему подобран. И сейчас зацепило б, увидев облака на метров 100 - 200 ниже. Это с земли они движутся медленно, а чуть сверху над облаками, они "бурлят" и клубятся..... Неописуемое зрелище ..
-
Всем привет !.Резал борта с фуры и возник такой вопрос .А можно этот материал использовать для латок на топливные баки?
Тут все расписано https://aluminium-guide.com/primenenie-alyuminiya-v-promyshlennosti-stroitelstve-i-bytu/
-
4
-














Будни сварщика с иллюстрациями..
в Фотогалерея
Опубликовано
Наконец сегодня закончил переделку поддона под полный привод http://websvarka.ru/talk/topic/14981-budni-svarschika-s-illiustratciiami/?p=468075
Заказчику отлив фланца с донора для слива масла не понравился и он пообещал выточить другой из АМг 4,5 Сегодня он привез аж пару (на всякий случай, как он сказал ) фланцев. Обошлось использовать один, при чем "встал он на место как там и был"
Думал так же, что возникнут проблемы с переделкой маслоприемника, но как ни странно переделка прошла как по маслу — перерезал трубку в двух местах и состыковав, сварил при помощи CuSi3.
Ну и еще заварил отверстия мерсовского стакана масляного фильтра...