Calma
-
Постов
979 -
Зарегистрирован
-
Посещение
-
Победитель дней
23
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Calma
-
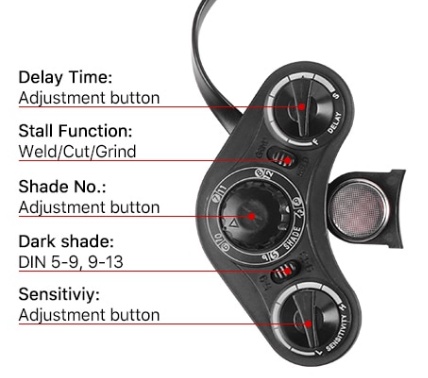
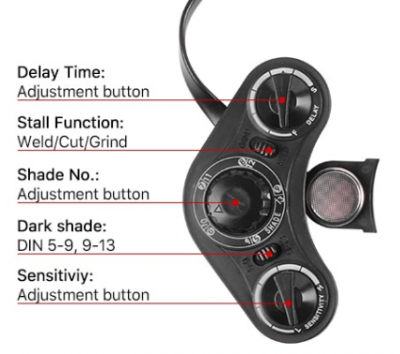
Ищите по модели фильтра ADF EF10194 (PROFESSIONAL ||| . TRUE COLOR, LARGEST VIEWING AREA)
-
@Сергей09, Да на этом фильтре стоит довольно мощная "таблетка". Все, чем пользовался раньше имело настройки на фильтре, а вкл/выкл + регулировка степени затемнения был вынесен наружу. Вот и спрашиваю. Возможно выключение осуществляется переключением на гринд (зачистку)??
-
Пробовал сегодня новый фильтр. Понравилось, работает довольно корректно. Чуть отдает синевой, довольно чувствительный. Возник правда один вопрос. Возможно кто пользуется маской с аналогичным блоком настроек параметров и батареей CR 2450 Очень интересует вопрос включения и выключение маски. В какой способ она вкл/выкл, если таковой существует, или она через определенный промежуток времени при бездействии, сама выключатся. Буду признателен за любой совет ибо с таким фильтром еще не работал, а инструкции нет.
-
62$ с доставкой. Класса 1/1/1/2 можно взять немного дешевле.
-
Сегодня получил из кЕтая фильтр с большим полем обзора. Закзывал для знакомого, но если понравится, то оставлю себе, а ему еще закажим.





-
 Нет, не пробовал..... и пробовать не собираюсь. Я еще не все видел в этой жизни)))) Даже ума не приложу, для чего мне надо такой режим, я ведь не ювелиром работаю, а в остальных случаях, думаю обойдусь и классической ТИГ сваркой
Нет, не пробовал..... и пробовать не собираюсь. Я еще не все видел в этой жизни)))) Даже ума не приложу, для чего мне надо такой режим, я ведь не ювелиром работаю, а в остальных случаях, думаю обойдусь и классической ТИГ сваркой -
Почему? Нашли себе люди свою нишу в бизнесе, любой их косяк будет отражаться на их репутации. Но видимо дела у них не такие уж и плохие. Тем более оборудование у них довольно таки профессиональное...
-
Валера! Спасибо за познавательные видео, хотя и до этого со многими аспектами этих работ был знаком. Очень понравились объяснения в выборе способа обработки, хотя по моему важен не сам выбор фрезеровки/шлифовки, а отношение выполняющего к самой работе и к станкам, на которых он работает. ЭЭто очень влияет на конечный результат. Очень улыбнуло видео о сварке. Сам имею в наличии и часто пользуюсь инструментом стоматолога. ))) Также имею V-образные подставки, правда из профильной трубы на подставках 20х30мм . Очень удобно располагать при сварке головку наклоняя ее в обе стороны на угол 45 градусов или располагая горизонтально. Правда никогда еще не проковывал места сварки как на видео. Также автор видимо немного слукавил называя спрей для очистки ацетоном. Лично мне ацетон в балончиках еще никогда не попадался. Я использую очиститель карбюратора и эфир для легкого старта. Также улыбнуло по настройкам режимов сварки, вспоминая как на чипе некоторые говорили что выставляют 180...200 и более ампер.. Все удивлялся откуда они такие токи берут Ну а в целом, все верно.
-
@sherwood, Да не заморачивайтесь вы по мелочам. Каких-то 220 или 380В всего то.... только пломбы из зубов повыскакивают ))))) По ТБ любая электротехника должна иметь дополнительное заземление. Я вот также еще ни разу не слышал о случае пробоя БВО со смертельным исходом.
-
Вадим в сообщении выше №1545 давал ссылку на хомуты https://aliexpress.ru/item/33001476115.html?_ga=2.162985460.99120861.1620327559-1610728135.1581398721Они должны стать нормально (там подсоединение идет чуть ступенчато с низу вверх) Относительно пробоя между двумя аппаратами не совсем понятно.
-
В любом, готовый рукав обойдется дешевле самодельного. Поищите по темам, этот вопрос уже обговаривался и неоднократно.
-
Покупал у автора видео, но он вроде уже их не возит, возит EasyWeld-ы. Мой — из первой партии в 5 штук (китайцы на партию меньше 5шт. оптовую цену не дают) Из недостатков — лишь шумноват. Остальное на уровне брендов, или даже можно сказать — линейка сварочников нового поколения. Есть ли между ними разница не знаю, надо для сравнения хотя бы обеими поварить.... Цена на мой была 1200$.
-
Вот выше Валера правильно подметил относительно ремонта ГБЦ. Тут недавно спор был на чипе... Человек варит и самостоятельно шлифует ГБЦ. Вот он подметил, что после сварки камень на шлифовке забивается сильнее. Посоветовавшись со старшим авторитетным товарищем, он стал применять для сварки присадок 5356. Я ему и ссылку на алюминий головок сбрасывал и ссылку на применение присадков... и сам старался убедить, что присадок выбран не правильно и не по фен-шую..... Так и не знаю, переубедил ли его или нет. А вся проблема была именно в рыхлом шве после сварки.
-
О каком Эверласти идет речь??? https://www.google.com/search?q=everlast+welding&tbm=isch&ved=2ahUKEwihg8OW5LvwAhUVgosKHQ36DZAQ2-cCegQIABAA&oq=Everlast+weld&gs_lcp=CgNpbWcQARgCMgQIABATMgQIABATMgQIABATMgQIABATMgQIABATMgQIABATMgQIABATMgQIABATMgQIABATMggIABAFEB4QEzoCCABQs80BWJDjAWDWjQJoAHAAeACAAWqIAcgDkgEDNC4xmAEAoAEBqgELZ3dzLXdpei1pbWfAAQE&sclient=img&ei=v2eXYOGnGpWErgSN9LeACQ&bih=945&biw=1646&client=opera&hs=HDK Совершенно верно.....Но ...вроде оба бренда поставлялись лишь в Украину, и то, первый завозился в ограниченном колличестве, а второй — и по сей день завозится. На рынок России шли кажись только Эверласты. Надоело уже объяснять, что китайцы изготовят и поставят ровно столько, сколько закажет и оплатит заказчик. По этому такие показатели как цена и качество полностью лежат на совести заказчика. Доказательством этого могут быть соседние темы про Крамеры, Магнумы... Меня лично полностью устраивает упомянутый выше сварочник по колличеству возможных настроек и ....уже можно сказать ... по качеству работы



-
Да и по глазам оно бьет прилично.
-
У меня однофазный китаец с честными 250 А Да , дома таки особо не повариш, но представьте чего можно достигнуть на промышленной линии однофазником с максимальной мощностью 250А в МИКС е. У меня еще есть сундук Джейсик, 200амперный, по этому разницу ощутить могу, да и проплавление видно сразу.
-
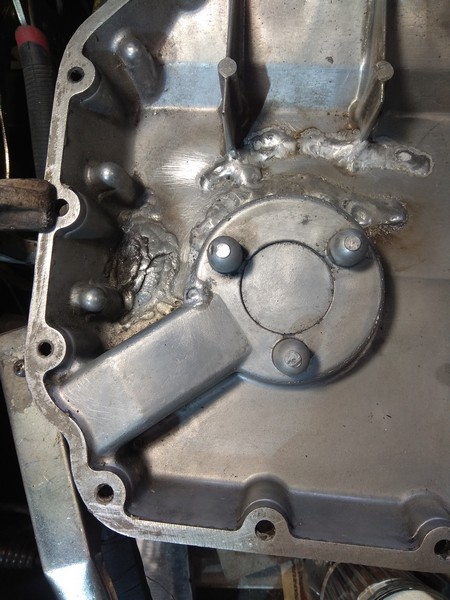
Это поддон с Ауди. Кроме всего прочего еще как минимум два места сварки не попало в кадр. Я указал на несколько мест предыдущего ремонта с видимыми местами растрескивания со внутреннего ракурса съемки. Видели бы вы как это выглядит с внешней стороны ))) Он плохо варится и ремонт выполнялся путем накладывания N-ного количества присадка в несколько раз толще корпуса поддона, но при этом подготовки перед сваркой видимо не было вообще. В итоге получился толстый пирог алюминия, мусора и остатков выгоревшего масла.. Все это в виду экономии средств переделывать не было рекомендовано.
-
Не позднее, как вчера так же пришлось заваривать поддон, НО с одной оговоркой — лишь новые трещины. Старые держат масло и не пускают Основное пожелание — что б подешевле. Как ни уговаривал его выбросить поддон, не помогло. На 4 и 7 фотографиях, по углах видно следы предыдущих "ремонтов".









- 723 ответа
-
- 10
-

-
Нет. Как правило БВО являются универсального типа и быстроразъемы (апаратная часть) имеют диаметр проходного отверстия 6мм а диаметр подключения — разный, в зависимости от конструкции блока. А вот ответная часть — ниппель вроде имеет диаметр проходного отверстия 4мм, но это уже часть рукава.
-
Иногда использую для сварки толстого люминия, когда требуются "жирные" швы с хорошим проплавлением.
-
У меня лично поворотной ОСИМ-мовской нет, но на остальных горелках китайцы все размеры изготавливают под "фирмовые". У оригинальных горелок шланг подачи ОЖ — 3,9 х 1,5. Думаю, что и в этой такие же размеры.
-
Извиняюсь! Я с РМ попутал.
-
Валера! Мне кажется там другая причина. Я в свое время тестировал этот аппарат, когда наши начали их завозить и продавать. @Rafail, Почитайте инструкцию. Там не на всех толщинах проволоки будет работать импульсный режим. По памяти, вроде на проволоке 0,8мм импульсного режима не будет, соответственно надо будет изменить в настройках или диаметр проволоки или режим сварки. (Это относится к "черной" проволоке )
-
21 Век на дворе то )))) К чему эти извращения ?
-
Коля из Мазды БМП решил сделать???