Miners
-
Постов
251 -
Зарегистрирован
-
Посещение
-
Победитель дней
8
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Miners
-
Впечатлен,спасти такого пациента, нужно ещё суметь ) после варваров.)
-
Я правильно понял,это аппарат тот самый ВД 306 большой трансформатор с крутилкой на верху РДС,я на таком начинал работать ручкой ещё при СССР.. Удивил и как на нем пост газ выставить. Возможно сейчас какой-то другой аппарат так называется.
-
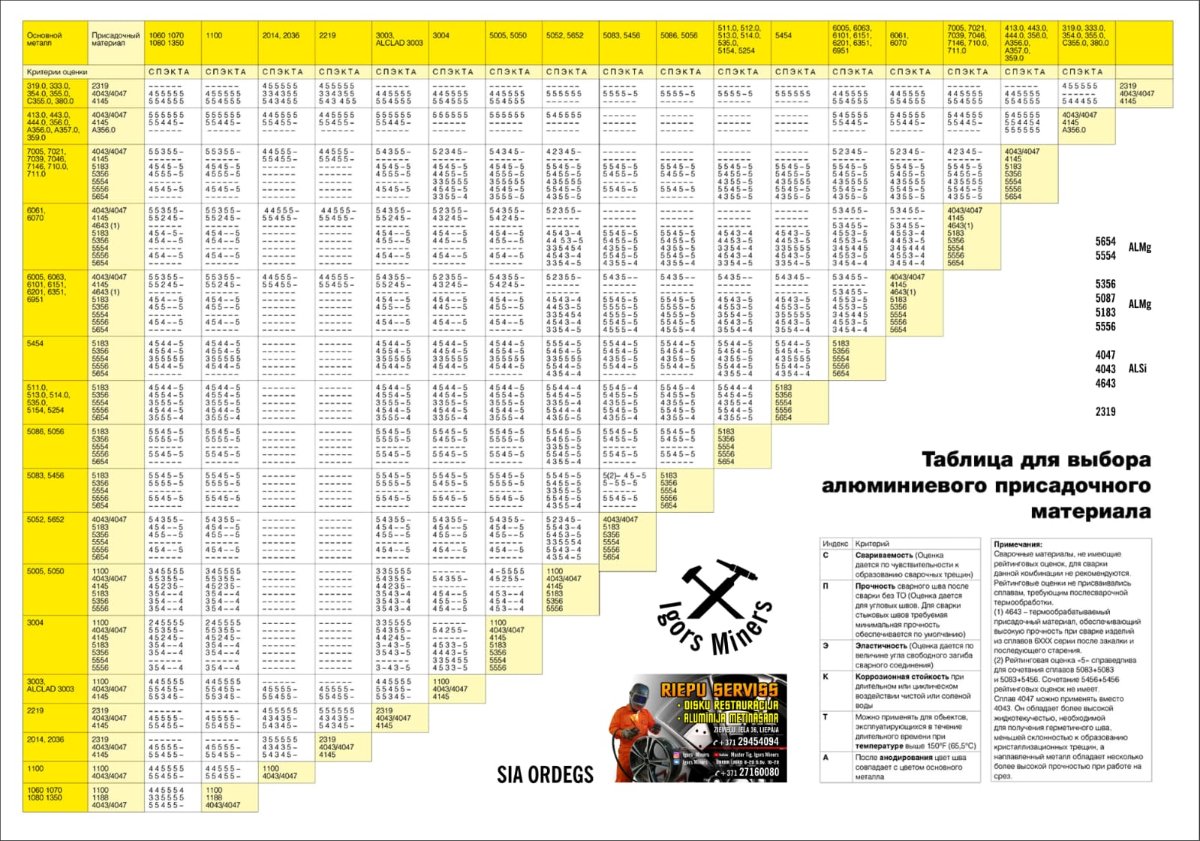
Я бы даже сказал,что такую таблицу желательно всем распечатать на стенку,хоть и свариваем,чем придётся, но знать обязаны,чем нужно былоб. и таблицу качества шва взависимости от выбранной присадки исходя из своих реалей. По мере возможностей приобретать необходимый присадочный материал, для ответственных работ.

-
Конечно же я понимаю,но не поддерживаю это и не кого не хочу упрекать, сам за частую исходя из реалей и объёма не всегда использую идеально качественно подходящую присадку. Но спрос рождает предложение и еслиб все интересовались и спрашивали бы нужную присадку,то и на прилавках магазина она бы тоже появилась.В интернете её же можно купить ( в отличии от бытующего мнения,что в Европе всё на прилавках есть - это не правда,я приобритаю через интернет)былоб желание,раньше 20 лет назад многие сваривали проводами от высоковольтных линий,оправдывая дороговизной и недоступностью присадочного материала, так как в основном были только бухты (катушки полуавтомата),а прутки таскали с завода,перешёл на сварку алюминия с 97 года и всё это проходил не по наслышке. Когда шов не держит сваливают на гавносплавы либо на масло,как будто металл на столько гидроскопичен,что впитывает масло,как губка )). Тоже самое происходит и со сваркой сталей.
-
5754 и конечно же еще алтернативные ближайшие по составу,потому и поинтересовался.
-
Валер,неплохо бы было ещё знать,какой присадочный материал использовал.
-
На Али видел продают,но проще сделать самому и быстрее выйдет.
-
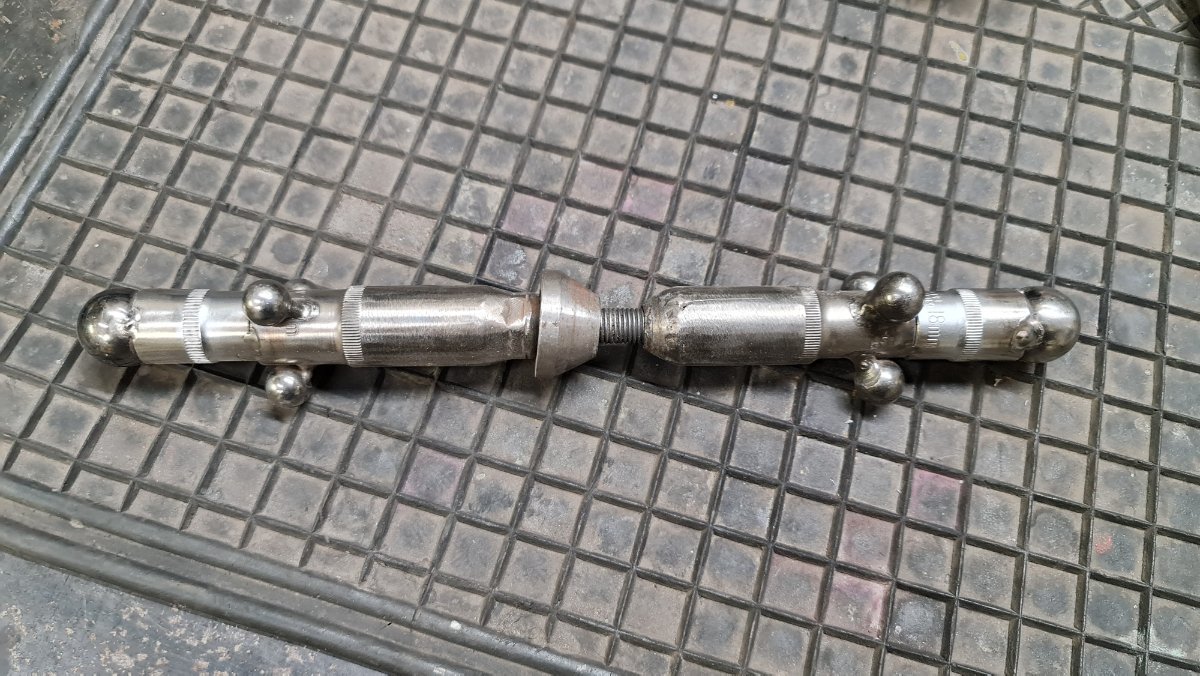
 Вот спасибо, интересно всегда глянуть на оснаску,оборудования и приспособления,так как диски это конечно хорошо, но довольно избитая тема,а вот кто что использует при ремонте, очень даже интересно и полезно,к примеру даже такой казалось бы незначительный момент,как и куда цеплять массу, чтоб не повредить сам диск,так как на алюминии любой прострел на массе чревато. к примеру у меня жезл всевластия дисками ))
Вот спасибо, интересно всегда глянуть на оснаску,оборудования и приспособления,так как диски это конечно хорошо, но довольно избитая тема,а вот кто что использует при ремонте, очень даже интересно и полезно,к примеру даже такой казалось бы незначительный момент,как и куда цеплять массу, чтоб не повредить сам диск,так как на алюминии любой прострел на массе чревато. к примеру у меня жезл всевластия дисками ))
-
Диск,это конечно хорошо,но вот лично мне и другим наверное тоже, хотелось бы больше увидеть про функционал подставки под диск,так как в условиях маленькой мастерской, не все могут позволить себе отдельный столик как у меня для дисков,поэтому былоб не плохо увидеть саму подставку. так выглядит, мой столик.
-
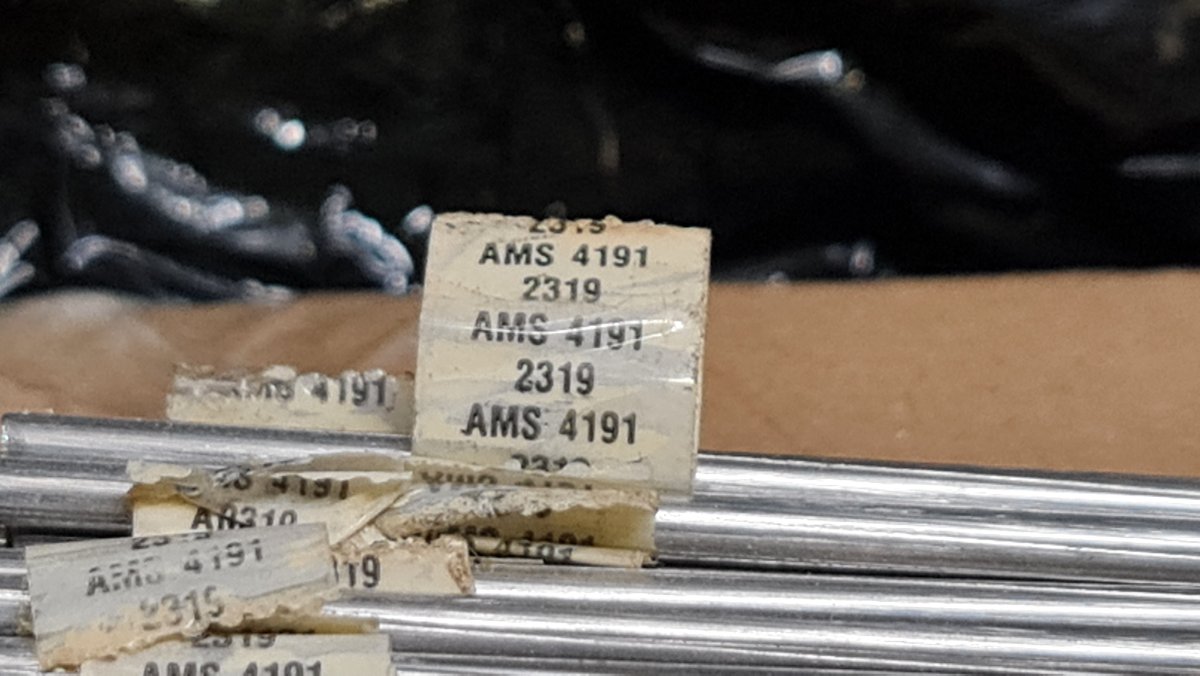
Хочу думать, что вы ошиблись в написании формулы сплава,так как 93% кремния в сплаве алюминия просто невозможно быть и ещё интересует какой присадочный пруток использовали,так как в идеале было бы 4145. Пользуясь случаем хочу показать форумчанинам,как выглядит тоже довольно редкий присадочный пруток 2319 для некоторых дюралюминиевых сплавов. каждый пруток промаркирован отдельно непромокаемым шильдиком.)
- 3 331 ответ
-
- 2
-

-

-
- технологии
- TIG
- (и ещё 1 )
-
Мой кабинет ))
-
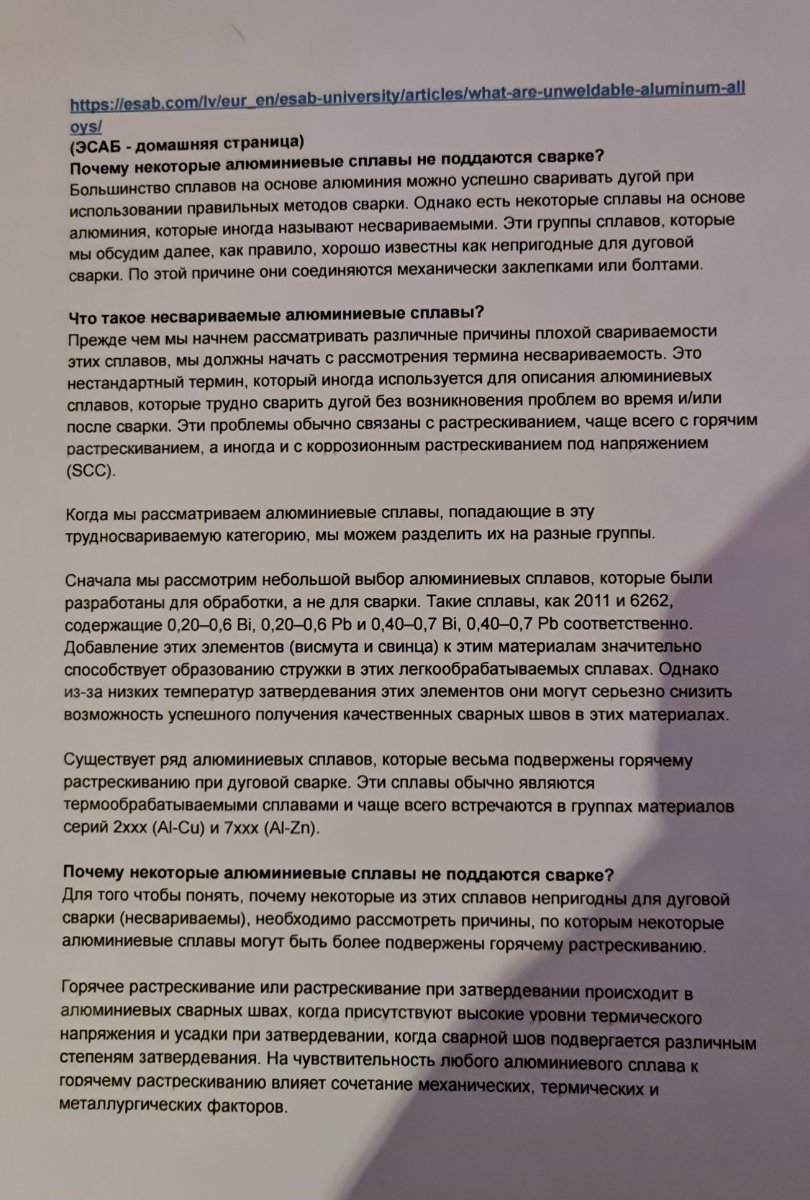
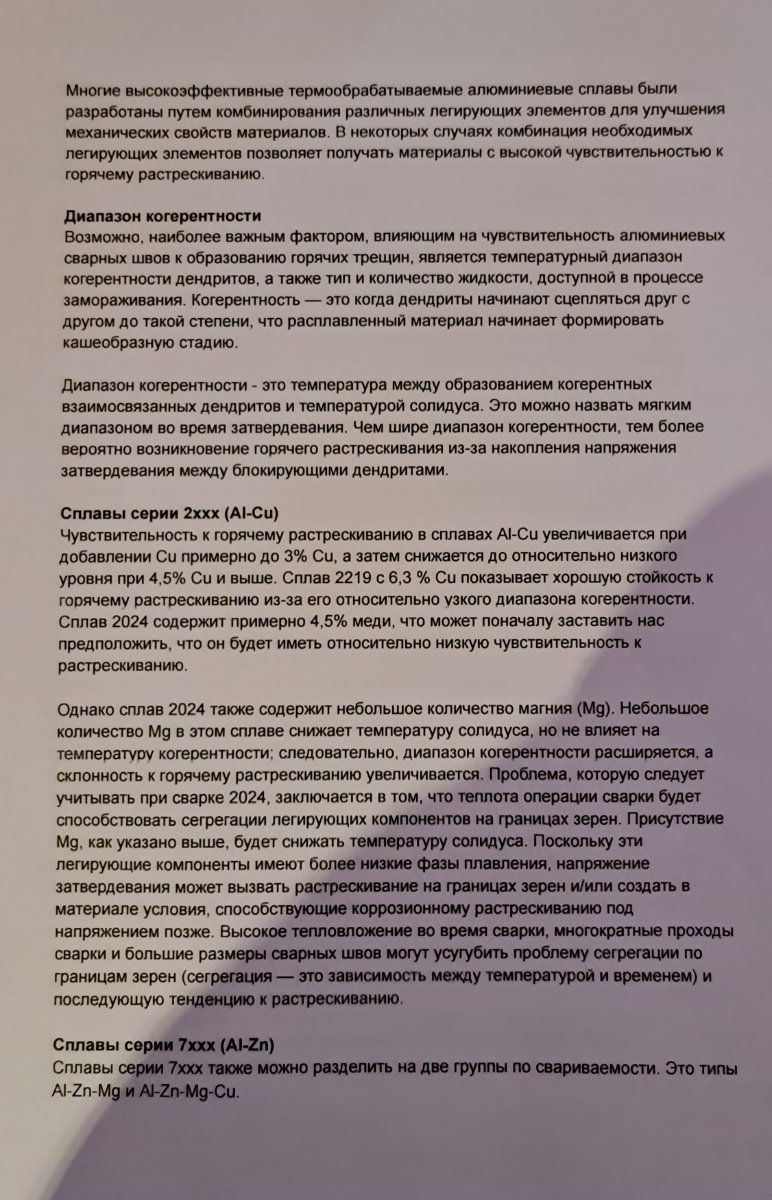
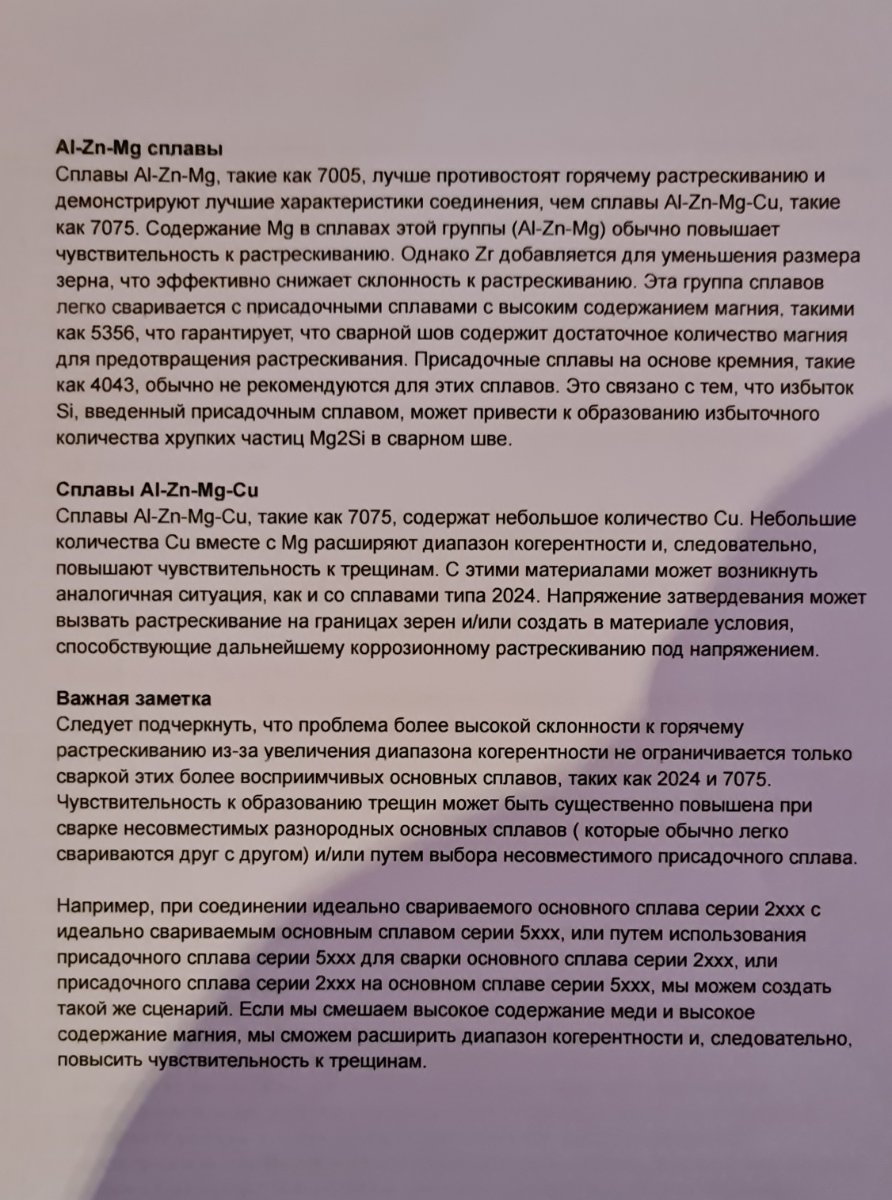
Перевод текста с ESAB сайта. Недавно в ветке, сварка алюминия,вели дебаты по поводу свариваемости,выставлю этот материал здесь,чтоб не затерялся, как полезную для всех информацию,в дальнейшем зделаю видео. Свариваемость Al.pdf
-
Один из методов определения конфигурации и размеров трещины на алюминии.
-
Мысли в слух,это были,ни коем образом не собирался выяснять,кто что понимает или не понимает,тем более в тексте указано,желание заказчика.
-
Ну так себе решение, при такой трещине,вдоль резьбы надежней заварить всё и нарезать по новой,иначе сапливить будет.
-
Необходимо учитывать, что присадочный пруток такой как 5356 не является термически обрабатываемым материалам. При попытке дальнейшей термообработке детали.
-
Увлекательно,прочитал всю переписку, понял,что по ходу переписки парень слышал звон,но незнает где он и не понял почему он не стал рассматривать трубы из 6ХХХ серии либо 7005 сплавы.
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Вынужден не согласиться, сварка алюминия это надёжное соединение, исключения составляют отдельные сплавы,вобщем то и у сталей существуют отдельные проблемные сплавы. Соглашусь, статья ни о чём.
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
В статье пишут про сплавы 6ХХХ и 7ХХХ серии и называют Дюралью,на сколько я знаю Дюралью считаются сплавы 2ХХХ серии и о великолепной свариваемости в той статье явно погорячились.
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Не смотрите мои видео или не внимательно, я в них говорил,что присадка 5356 не является термически упрочняемой и температурный режим её 65⁰С
-
К сожалению небыло время писать,но ты мне сделал день,я работал с улыбкой,вспоминая твой пост и твою упертость,собравшись ставить ещё эксперименты с длинными швами)). Хотел много написать, но да ладно, кстати очень наглядный и полезный получился эксперимент. За корень конечно стоило поругать, но это действительно не меняет сути дела. Я даже сделал скрин твоих фото,чтоб показать наглядный пример спрашивающим. Спасибо,ещё раз улыбнул ))
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Валерий, вот ты меня поставил в неловкое положение :)),два раза сходил покурил ,толи выбрать сторону друга и поддержать (доказать обратное вопреки материаловеденью,что мне не сложно сделать, умолчав нюансы и даже видео создать на подобе 6061) толи всё же придерживаться науки ,лавируя между тобой и наукой :)). Я и сам всегда топлю за то что учебники очень отстают от нынешних возможностей современных аппаратов и оборудования,к примеру если указана сварка частичная(а значит точечная),то в полне можно воспользоваться пульсом на малых герцах,либо установить безконечный спот режим с быстрой частотой,либо, как я расказывал в своем видео про сварку велосипедной рамы сплава 6061Т6(кстати присадки 6ХХХ серии не существует и своим телом этот сплав не сваривается,по той же причине растрескивания,но можно обойти этот момент о чем я говорил в видео про правильную подачу присадки)Но тут чуть не тот случай и существует необходимая таблица для понимания процесса. ( сделаю видео в дальнейшем на эту тему) Вообщем повторюсь,одно дело ремонтная сварка и опыт мастера обходить некоторые условности,другое дело технологии ,маштабы и ответственностные конструкции,простыми словами с такими сплавами и материалами,никто не будет нарушать технологий в ответственных отраслях авиапромышленности,судостроении т.д. Другое дело в ремонтных мастерских,где многое зависит от опыта,знаний,умения,практики самого сварщика, его оборудования и технических возможностей.
- 3 331 ответ
-
- 4
-
-
- технологии
- TIG
- (и ещё 1 )
-
Парни извиняюсь, вижу запоздал я со своим обещанным видео про аргон для TIG сварки, видимо пропустил увлекательный замес дебатов по сплавам,уже всё почистили и привели в порядок,тогда уже не буду ворошить и влазить,так не видел и пропустил тему,(но чешется ,добавлю только, что не путаем сварочные конструкции из каких либо сплавов и их прочностные характеристики и ремонтное небольшое место в сварке.) Поэтому существуют клепанные конструкции и на основе сварки. Ещё хочу добавить что для некоторых видов сплавов 2ХХХ серии существуют присадка 2319. Ещё раз извиняюсь,что редко присутствую и так же затягиваю с видео, работ не в проворот, на своей фирме и ещё я сварщик демонстратор фирмы Kemppi в Латвии. Времени просто катастрофически не хватает. Вообщем собрал из пару фрагментов не очень удачных для такого смысла видео, MISON Ar+NO-0.03 .
- 3 331 ответ
-
- 4
-
-
- технологии
- TIG
- (и ещё 1 )
-
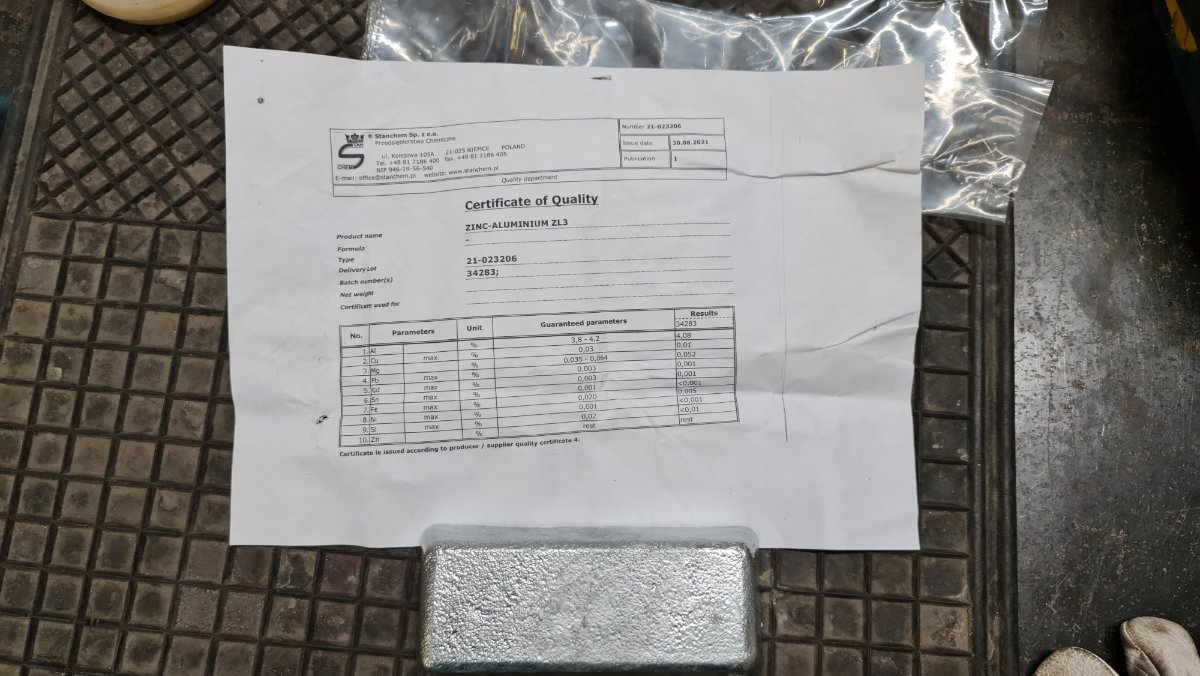
Дополню тогда фотографиями эту тему сертификата,то что под рукой ЦАМ.
-
Сергей, безспорно согласен, что ошибки есть везде и всюду,к примеру с пол года назад или год,с Валерой шёл разговор о несвариваемости сплавов и он выставил таблицу со сплавами,там была тоже довольно грубая ошибка. Но я не в коем случае не хочу разделять научную литературу на вашу - нашу,а то мы так и Ньютона спишем со счетов и получится что литьё сплавов в песчаные формы не путём гравитации,а запихивания в эти формы. А так да,ошибки есть везде, единственное их можно разделять на грубые не допустимые и как незначительные в виде опечаток и оговорок. Скажу больше,родился,учился,живу и работаю в Латвии, ну так вот хочу сказать, что на Латышском языке такая литература вообще отсутствует, только общие темы в виде инструкции.
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )