- Популярный пост


uda76
-
Постов
188 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные uda76
-
-
@AlexN1989, с каналами и наконечниками у вас все норм, если новые, думаю могут иметь место две причины:
1. проволока нержа может быть слегка "шероховатой" матового цвета вот она то и тормозит в канале/наконечнике. Была у нас ранее такая, чуть перегиб и встает, тоже мучились. Сейчас нержа прям гладенькая, как св08г2с (черная), нормально идет на 4.5 метровой горелке.
2. Недостаточный прижим подающих роликов, я выставляю прижим так, что-бы при прокрутке руками за катушку в обратную сторону, при закрытых/зажатых роликах, прилагалось небольшое усилие и проволока протягивалась в обратку. Надеюсь понятно объяснил). Либо ролики стоят ручьем для большего диаметра проволоки, например под Ø 1.6 мм, на них написано какой ручей под какой диаметр, сильно не прижимайте, а то будет либо плющить проволоку, либо зажевывать.
В инструкции рекомендуют под нерж тефлонНу что тут сказать, если финансы позволяют, то используйте, у меня тефлон только под алюминий.
-
@Про100сварщик, ну нате Вам, поддержите нашего производителя)
режим " Выйти из сумрака", ржу чета)))
-
 4
4
-
-
@AlexN1989,тефлон под алюминий идет, как правило, на нержу - стальной, тем более на 1.6
За наконечник и смеситель не скажу
-
1
-
-
-
@папаша, спасибо, а как же, головы и хвосты, это аксиома)
-
1
-
-
@Шурпет, есть нагартованая (жесткая) а есть не нагартованая (мягкая) . У меня таже история, нержа 12х18н10т ∅2.5 мягкая, но она мне не оч нравится, шов темный и ложится не очень.
НАГАРТОВКА (НАКЛЕП)Нагартовка или наклеп – результат процесса пластического деформирования стальной проволоки (уменьшение исходного диаметра или утонение) при температурах, когда еще не растет размер «зерна» стали в процессе нагрева, то есть не происходит рекристаллизация. В ходе этого процесса увеличивается твердость и прочность поверхностных слоев заготовки за счет снижения их вязкости и пластичности. Возвращение мягкости и пластичности достигается за счет применения рекристаллизационного отжига, т.е. термообработкой готовой проволоки. Для отожженного состояния механические свойства определяются главным образом составом стали, и в первую очередь содержанием углерода.
Нагартованную проволоку тонких сечений после значительных степеней обжатия используют для изготовления канатов и тросов. Обычно для этой цели применяют сталь с 0,6 – 0,8% С (углерода), которая после обжатия 80—90 % получает прочность 1800—3000 МПа.-
5
-
-
- Популярный пост
- Популярный пост
Прям стимпанк какой-то). Сварил тут корешу для дистиллированной водички)))) Там еще две банки сухопарника прикрутятся.

-
24
-
@Георгий 11, да, там всё сложно с газом, аттестация полюбому и дерут они прилично.
@BAN, в МО соседке замена всего отопления с радиаторами +двухконтурный котел обошлась в 350 тыров, а замена одного котла с подводкой газа тыщь 20 где-то, там много нюансов на расценку, если интересует могу скинуть номерок человека, который этим непосредственно занимается.
@Lexanec, это где такие расценки? За такую цену только счётчик газовый могут поставить и то сомнительно. Нет, вы конечно можете и сами сварить и установить, но потом вам придеться утверждать этот проект в газовом хоз-ве, где с вас слупят по самое небалуйся.
-
2
-
-
@m4shaman1980, ну если другими аналогичными эл-ми (фирма/производитель) варит хорошо, то либо официалы ничего не тестили, либо не компетентны в этом вопросе, либо просто не хотят такой мелочью заниматься, шлют отписки.
-
1
-
-
-
4
-
-
непрерывная подача перекрывает разбитие оксида и удаление водорода да и по высоте шов высок получается и не нужно это. Прерывисто ванна образовалась и очистилась и только после этого капля присадки и при правильной настройке оксид улетучивается и водород с ним и швы плотнее.
Валер, ну прям не убавить не прибавить

-
2
-
-
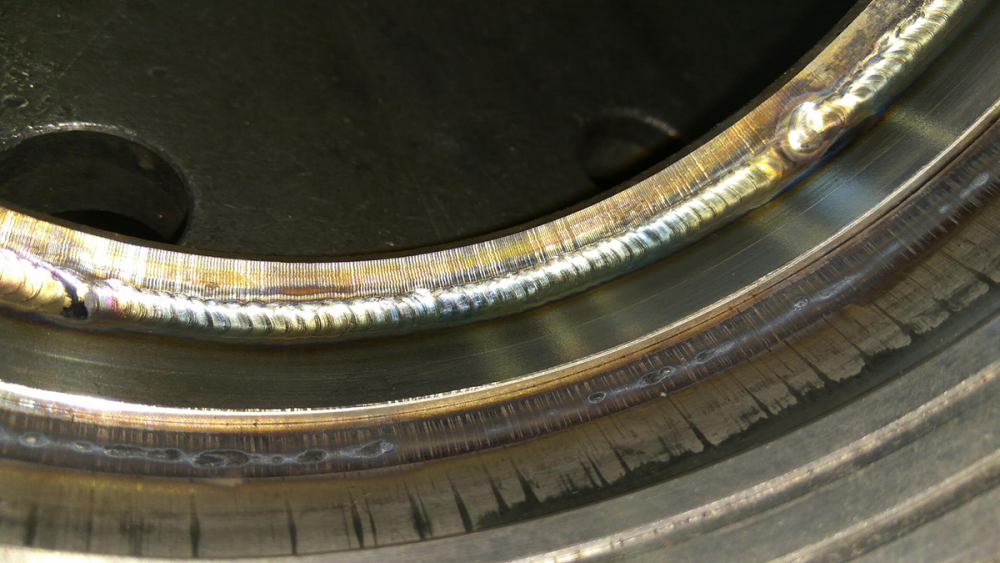
Меня учили что чем более гладкий шов, тем он лучше.
А чем лучше? Меня вот такому не учили и как по мне то чешуйки эстетичней, красивее. Нержу вон, все чешуйками варят и ничего)))
-
1
-
-
Озвучте пожалуйста цену на IT-600 ∅1.2 на еврокатушке 15-19 кг. Можно в ЛС. Спасибо
-
2
-
-
-
Можно уточнить!? чем трубу подрезали для стыковки под 90 градусов
Лазер или плазма ЧПУ, можно и коронкой высверливать, но нужен спецкондуктор
-
1
-
-
@vergaser, ну зачем Вам этот колхоз? лучше то не будет, как Вы и хотели, купите нормальный гусак с резьбой под сопло и наконечники М8, а еще лучше - качественную горелку и забудьте этот головняк
-
2
-
-
Это просто, "мяса" хоть отбавляй. На тонкотье так не прокатит. -))
Согласен, но миллиметр тоже легко, большое значение имеет подгонка детали и все будет четко
-
2
-
-
видимо аппарат убрал напряжение, оставив ток неизменным
Вадим, оно и по звуку слышно что просится убавить
-
1
-
-
@Вад11, Вадим, ты это имел ввиду? У4 без присадки
Фигня все это, проще некуда и школьник справится))))

-
4
-
-
- Популярный пост
- Популярный пост
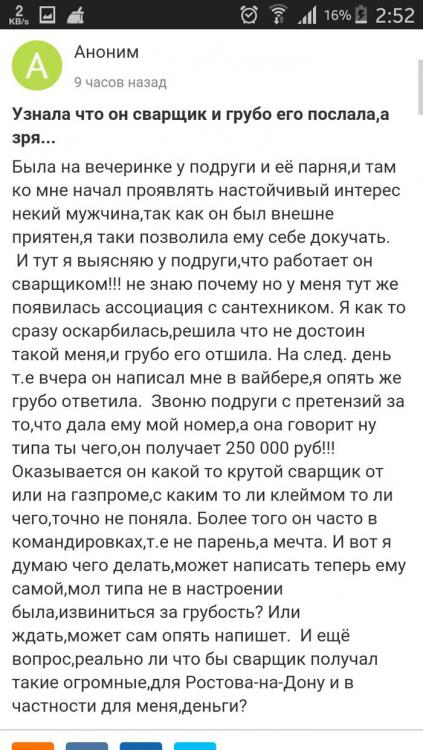
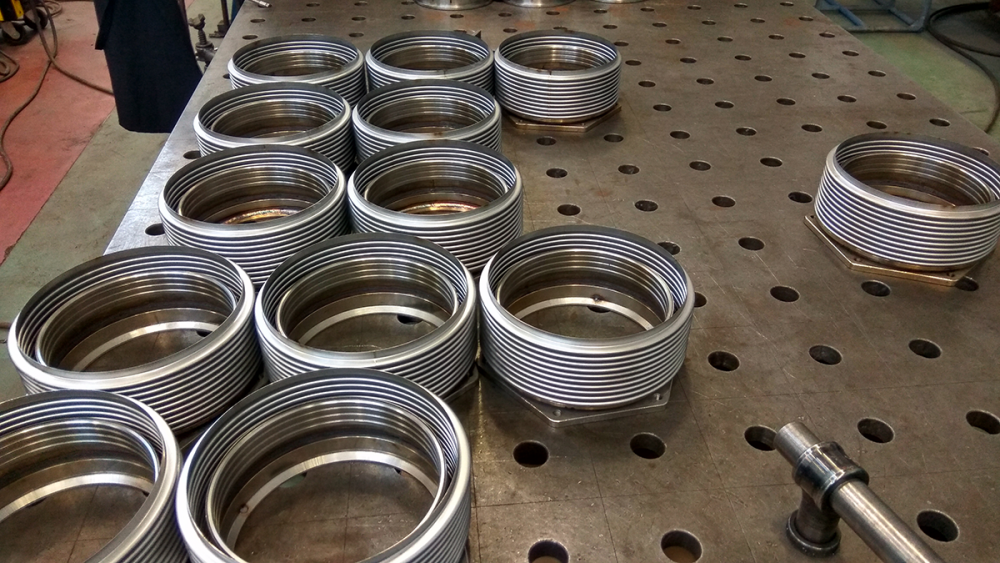
@BelaZZ, о, сильфоны, варил похожие гармошки на глушитель дизель поезда)))) варить приходилось фланец изнутри, присадка с одной стороны с подгибом, горелка с другой стороны, неудобно шопипец)
сори, две фотки старые, фоткал на крагу



-
22
-
Нафига присадок если металла сверху столько висит?
без присадки, проба в импульсе, я им толком и не варил никогда, а пятак был вровень с трубой, если бы я его на токарном делал, то сделал бы на 2 мм меньше диаметра трубы, получился бы шов У 4 и было бы все изи) я просто перестраховался на пульс т.к. опыта в пульсе практически нет
-
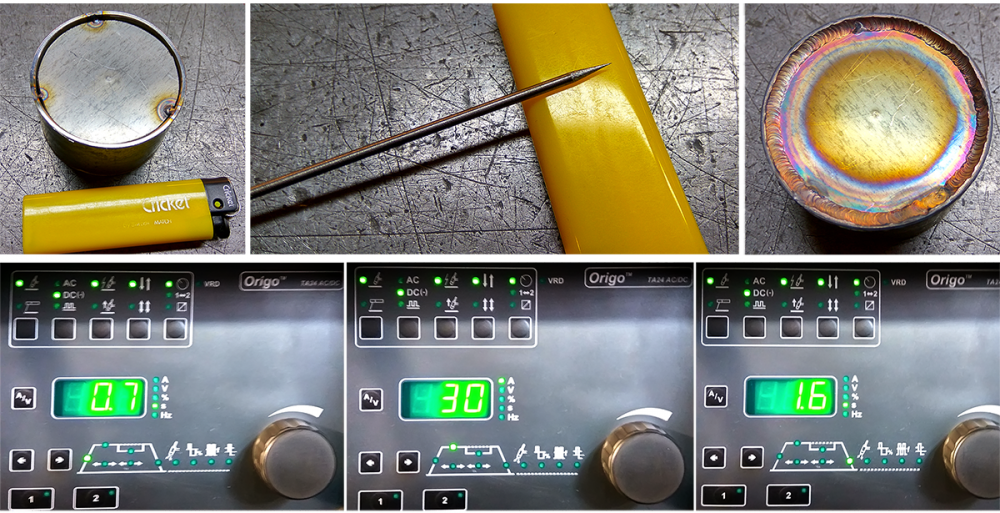
Далее выбор материала проволоки: железо, нержа, алюминий и медь. Затем диаметр проволоки, и затем газ. Далее двигаясь по часовой стрелке у нас большой регулятор (не энкодер). В синергетическом режиме регулирует длину дуги, а в ручном подачу. Ну и потом кнопка открывающая клапан газа для регулировки расхода, кнопка переключения ручной-синергетический режим, и кнопка переключения 2Т, 4Т. Вот и всё. Смена полярности тоже не предусмотрена. В инструкции никакого упоминания про порошок нет. И всё прекрасно варится, вы же видели швы.
у меня на ESAB Aristo™ Feed 4804 MA6 тоже самое в принципе, все просто и не напрягает, но почему то все-равно хочется более гибких настроек. Вот например мой так не поет, как у Валеры, только на алюминии в Mig Pulse.
Порошок не пробовал, у нас его нет и не предвидится, а за свои брать - жаба давит)
-
2
-
-
-
- Популярный пост
- Популярный пост
@Лконид, труба 50х1.5, пятак 1 мм., вольфрам Ø 2.4, присадка Ø 1.2 мм.
и черт возьми, скажу я вам, для меня это было не просто, хотя опыт имею не малый

для Вас лучше всего будет делать и варить пятак по наружнему диаметру трубы, вот так:

-
12






Будни сварщика с иллюстрациями, часть 4
в Фотогалерея
Опубликовано · Изменено пользователем uda76
Делали такую, тоже забивается, нагребает траву/корни и все, лучше стрелок ничего не было у нас.
Вот такой культиватор