- Популярный пост


uda76
-
Постов
188 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные uda76
-
-
а такими кто ни будь пользовался? вроде ничего горелки
Может и ничего, но это самопал какой-то, да и тяжелая поди.
-
На сталь не знаю так как не пользовался , а вот на люминь лучше не чего не лить он должен быть девственно чист . Да и зачем лить РДС его сейчас практически не варят , хороший ПА варит его без брызг.
Очень соглашусь, на люминь не лить, толко на сопло (при сварке на ПА), а если и есть брызги, то они легко удаляются простой тряпкой, всё равно копоть протирать приходится.
-
 1
1
-
-
Таких серийных в таблице не вижу, это значит, что нужно подключиться к аппарату, посмотреть какие прошивки/ID на аппарате сейчас. Если привезете в Красногорск, в наш Процесс-центр, то посмотрим там.
Исключено, оборудование находится на режимном объекте, только приезд Вашего специалиста на место и то, надо согласовывать со службой безопасности, но ранее ваши специалисты у нас уже бывали.
-
1
-
-
@ДенисМ,нет сообщений и ошибок не появляется, все ровно, просто предположил что в новой версии прошивки более расширен функционал.


-
2
-
-
@ЭСАБ Россия, здравствуйте, у меня Feed 4804 МА6 с прошивкой 1.31А, вопрос - есть ли более свежая прошивка? Если есть, то в чем её отличие и кто сможет её установить? Спасибо.
-
1
-
-
А баллоны и газы у нас с одной конторы
Ага, я уже обратил внимание, ранее в этой теме)
А по опыту, смеситель будет лучше любой готовой смеси. Электронный естественно!
Это то понятно, но к сожалению вопрос о приобретении и целесообразности решается не на моем уровне.
Ребята, которые варят рамы тележек вагона, по пол баллона используют и меняют на новый, ибо параметры шва начинают гулять, а там всё строго, рентген, узи и т.д.
-
1
-
-
Вот таким довелось поварить не мало плюс ВДУ506, не помню модель, но подающий просто сказка. Простой, как три копейки, надежный, скорость подачи регулируется сменой пар шестеренок, еще сделал для него тележку и карусель вместо катушки проволоки, закидывал целиком бухту 1.6 и погнал балки жарить).


-
4
-
-
Ставлю новый баллон смеси, всё ок, но как остается половина баллона и меньше, возникает ощущение что варю просто СО2 (ну почти). Так как аргон легче кислоты, то предполагаю, что от длительного стояния баллона кислота оседает. Встрчался кто с чем-либо подобным?

-
1
-
-
@PecToPaH,39°+300А+струйный перенос+предподогрев это БОЛЬ)))
Горелка не слабовата? На струйном переносе брызг вообще быть не должно и треска нет, только легкое шипение охрененно горячая ванна.
даа, там надо 500-амперную горелку и желательно с водянкой, да и скафандр не помешает)))
-
1
-
-
@ДенисМ,Спасибо большое.
-
- Популярный пост
- Популярный пост
Семья у нас - все технари, любители железа и кулибины, поэтому со сваркой познакомился я рано, в 12 лет взял держак в руку и понравилось, отец с дядькой и дедом собирали самопальный трактор и там мне выпала честь попробовать сварку. После школы поступил в Мытищинский Машиностроительный Техникум на специальность техник-технолог сварочного производства. В 94-ом армия, Чечня, в 96-ом дембель, весной 97-го пришел на "Метровагонмаш" в тех же Мытищах на должность "сварщик на автоматических и полуавтоматических машинах", где и тружусь по сей день, 5-тый разряд, доска почета. Ну вот вроде и все, черт, вся жизнь в трех строчках))). Всем добра!
-
27
-
@Вад11, предварительный нагрев надо, да и присадку Ø3-4 мм., медь дело такое, не маленькая у Вас деталь. Но можно было использовать способ аргонодуговой пайки кремниевой бронзой БрКМц3-1(CuSi3Mn1), но все-равно с подогревом, но как я догадываюсь этот вариант здесь уже не актуален.
Валерий, мы с тамарой ходим парой)))) и мысли у нас в одном ключе)))
-
2
-
-
@selco, не, не пустят, все строго по пропускам, Метровагонмаш в Мытищах.
-
2
-
-
в этом случае имел грех варить прямо по коррозии. Пузыри она могла давать? /признаюсь, за 15 минут до этого варить пришлось прямо по краске
ну вот Вы и сами ответили на свой вопрос, любая деталь должна быть очищена от грязи, ржавчины и масла, это азы сварки!
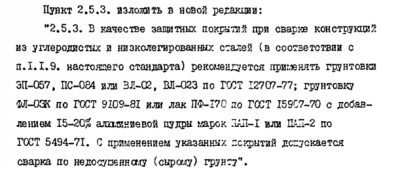
вот я борюсь с технологами и отк, пытаюсь доказать им, что они не правы: по технологии детали красят грунтовкой с алюминевой пудрой и отправляют на сборку/сварку, а потом требуют качественного соеденения, без пор и с заложеным катетом. Спрашиваю у отк: как мне добится заданых параметров шва если деталь окрашена? они говорят зачищайте место сварки, я им: а кто будет чистить, деталей 500 штук и кто будет эту работу оплачивать? не красьте детали до сварки, говорю, все-равно вы после сварки будете красить повторно т.к. весь грунт сгорает при сварке (вот он еще один маразм), они пожимают плечами: у нас есть ОСТ 24.050.34-84, который мы не можем нарушить и изменять его никто не будет, вот и весь сказ, борьба с ветряными мельницами блин!
Вот вырезка и ОСТа про грунт с пудрой:
-
1
-
-
что то показалось очень заморочно настройки
да, есть такое, но, как Вы верно подметили, это дело практики, я на МА6 тоже не сразу познал дзен, но познал все-таки))), хотя там проще, чем на U8.
-
1
-
-
О, спасибо Валерий от души, к сожалению пока еще не купили, только заявку подали и это на работе а не себе(, у меня денег столько нет, 550 000 руб., и это еще не полный фарш. А мануал хочу почитать, что там поподробнее, но знаю, что там есть все, вплоть до интернет мониторинга работы ПА.
PS: о да, то что нужно), сейчас работаю на Aristo™ MIG 4000i/Feed 4804, на контроллере MA6 плюс TIG 3000i. Хотим взять MIG 4004i на U8.
Вот он красавчик и ничего больше не надо)

-
3
-
-
- Популярный пост
- Популярный пост
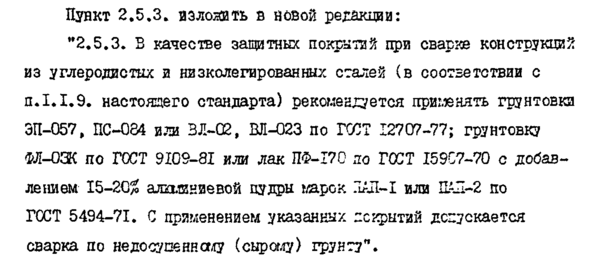
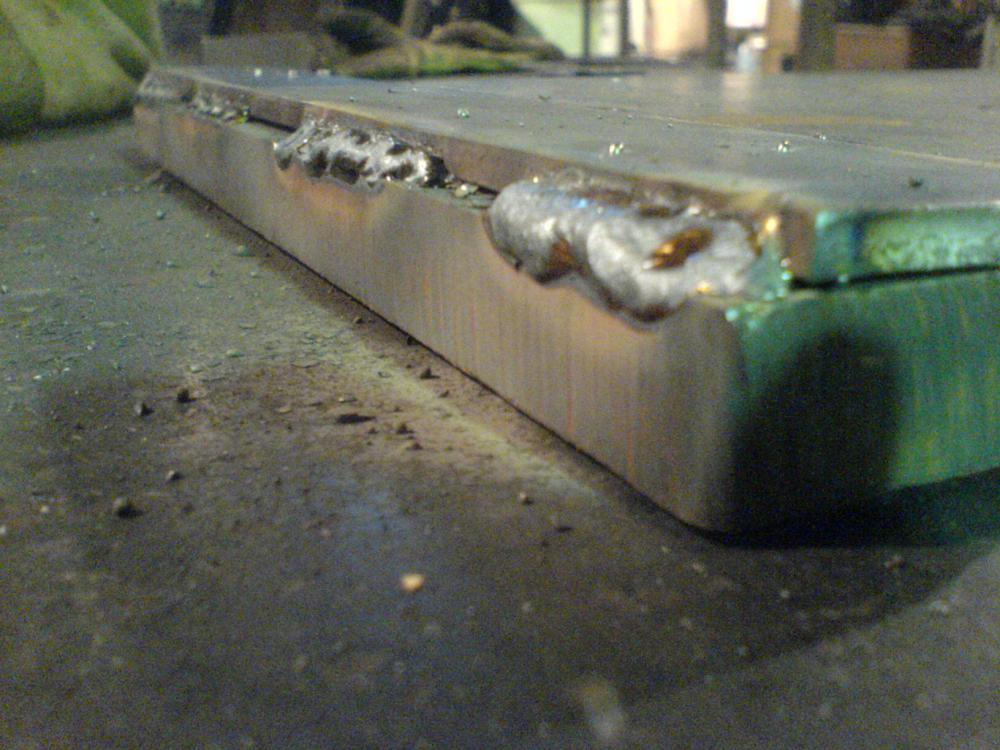
Здравствуйте, покажу вам уважаемые коллеги, какими бывают сварочные швы, когда сварщик в г...но. Были индивиды в нашем цехе поварить под мухой). Данную подборку собирал в течении долгих лет, на память. Вот откроешь ее и всплывают в памяти моменты, лица и улыбка расползается до ушей, так как был свидетелем данной вакханалии))). Фотки по качеству так себе, снимал на полуавтомат, сильно не пинайте.
Эксклюзив специально для вебсварки, ранее нигде не публиковались.
1. Приварил деталь к столу, уснул/задумался - неизвестно


2. Прожог, не смог заварить

3. Жыыыр

4. Фигня, слесарь зачистит)

5. Газ? Какой газ? Не, не слышал...


6. Пришел новый аргонщик, аж с Энергии (в Королеве ступени для ракет варил, как он сказал), на третий день в г...но, надо алюминевую трубку Ø8 мм. приварить внутри короба

7. Что-то пошло не так...


8. Да как варить этот чертов вертикал!?

9. Здесь пьяным никто не был, просто после отключения электричества в блоке управления контактной сварки произошел сбой и все настройки слетели по умолчанию, а по умолчанию это все на максимум. При нажатии на педаль жахнуло очень эпично. На фото электроды после...

У меня все, остальные по качеству вообще не формат, добавляем у кого что есть)
-
25
-
Походу только сабельна пила подлезет
Лобзиком попробуйте, пилку по металлу и вперед.
-
1
-
-
Здравствуйте, можете ли поделиться инструкцией по эксплуатации контроллера Aristo U8² на русском языке?
-
1
-
-
Ну а что гадать-то, тут три причины: основной металл (типа 65Г попалась), проволока и газ, пробуйте заменять всё по очереди. Может где-то газомагисталь воздух подсасывает, проверьте шланги, горелку.
-
- Популярный пост
- Популярный пост
Чет за грибами захотелось...)))

-
19
-
Вот такие использую, MWeld аэрозоль вообще мастхев, евростар тоже хороший, эмульсия А660 не подходит для сварки алюминия на ПА, только для стали.

-
1
-
-
По виду кто-нибудь сможет сказать, что за марка вольфрама, осталось у меня в запасе, еще советский. Раньше им варил все подряд, сейчас лежит на чёрный день так сказать. Двойка из бухты помойму, а тройка и четверка были в деревянных, метровых ящичках.



-
1
-
-
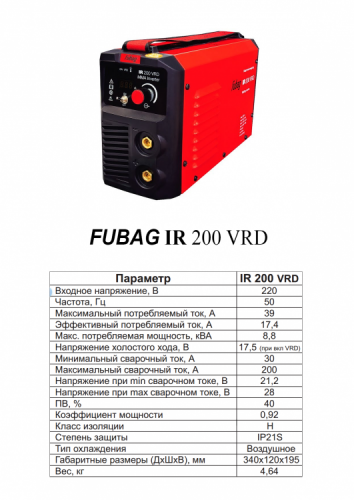
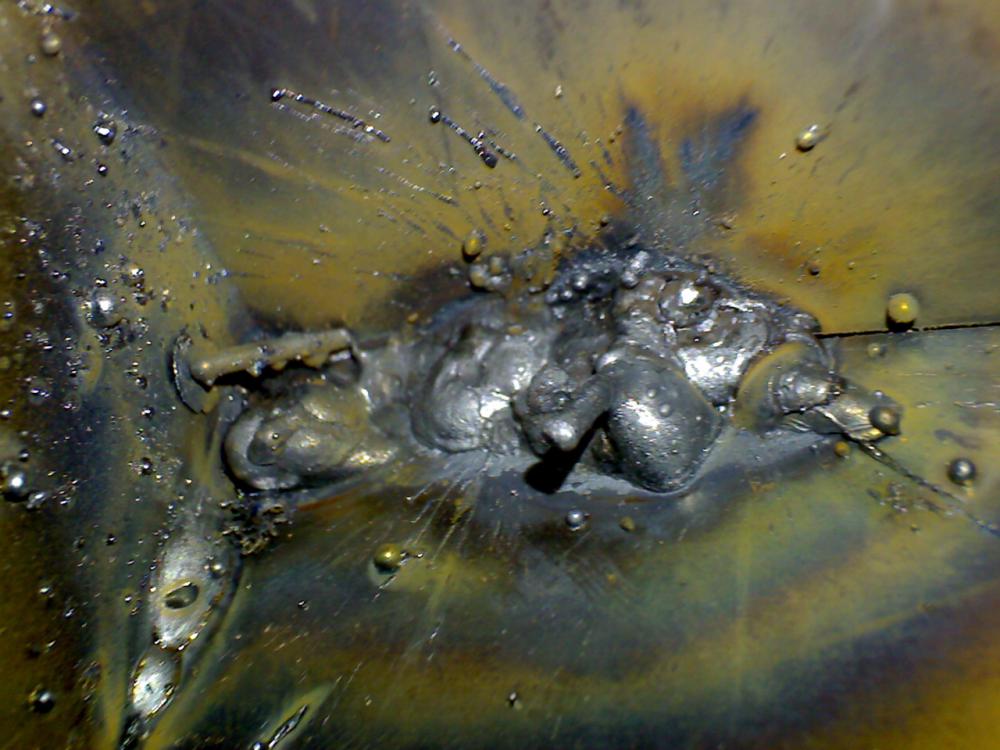
Я себе недавно FUBAG-IR-200-V.R.D приобрел, за 9200 руб, на халтурки гонять, варил пару раз объемно. На мой взгляд излишне сильный "HotStart", на тонком металле только мешает и кабеля короткие, докупил 11 метров, норм, не достаточно надежное крепление байонет разъемов, но не вываливаются. Но в целом аппаратом доволен. Если кто-то что-либо знает хорошее/нехорошее про этот Фубэг, с удовольствием выслушаю.



















НЕ СВАРКОЙ ЕДИНОЙ ЖИВ ЧЕЛОВЕК, часть 2
в Курилка
Опубликовано
Вот приобрел себе игрушку) STIHL FS 70 C-E, а то умумукался косой махать
Чет запустил я участок, ну держите меня семеро!
Стало...
Ну и достойное завершение рабоче-выходной субботы