Sakhalin_Cat
-
Постов
2 660 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Sakhalin_Cat
-
Да я не сомневаюсь что поработает. Смола там именно ЭД-20 которую я на полы лью. Но по сути пофиг. герконов много есть у меня.
-
Ну это уже в следующий раз. Может и поработает чуток. Позавчера вроде все работало. А вибраций там таких чтобы контактами звенеть - нет. массивно всё очень
-
Зачем мне покупать что-то другое если у меня есть бочки с эпоксидкой? Да и Оригинал был залит эпоксидкой, зачем канон нарушать? Вообще-то геркон надо было сначала силиконом прикрыть, так правильно было-бы. Раздавить его эпоксидка со временм может из-за усадки. Он и сдох скорее всего по этой же причине, так как по результатам реверсинжингиринга геркон был расколот внутри, хотя и был в силиконовой защитной заливке.
-
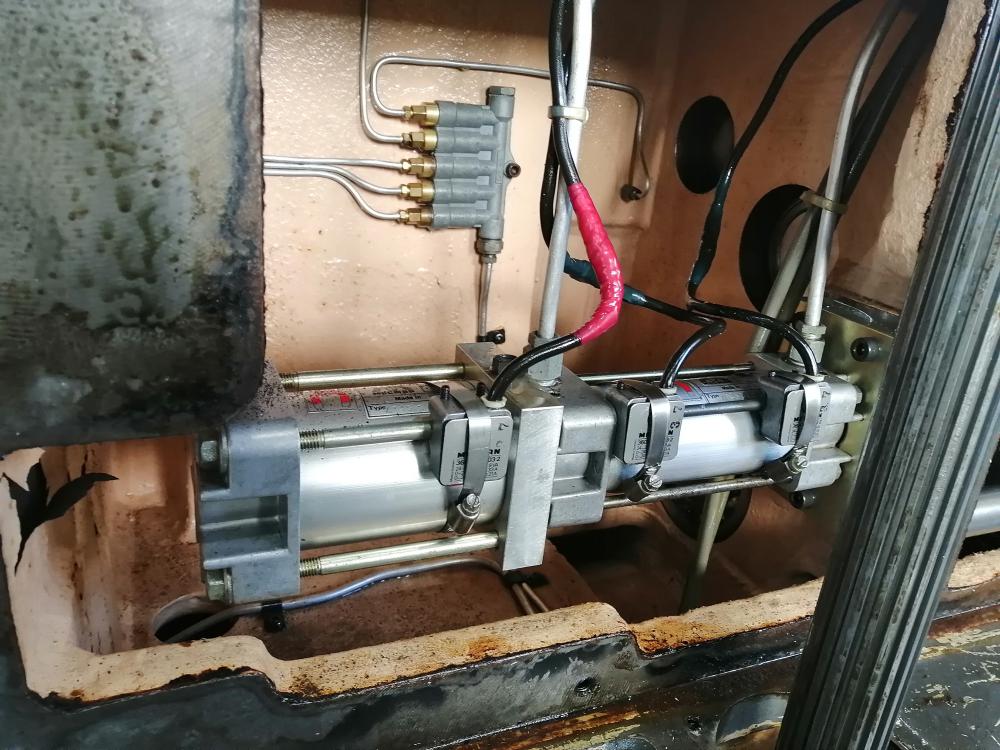
С самого первого запуска станка после монтажа не работала пониженная передача на шпинделе, включаться физически включалась а команда на пуск шпинделя не проходила. Полез разбираться, оказалось сдох датчик на пневмоцилиндре переключения передач. Вот такое небольшое чудовище - Запросил новый, расценили в три тысячи + доставка полторы, в итоге почти пятак выходит. Резко озлобившееся зеленое земноводное прошептало - а вот нифига, сами починим. Так как из датчика выходит 4ре провода, приходится делать реверсинжиниринг... Оказывается там обычный геркон на 2х проводах и резистор на третьем проводе для подтяжки выхода, четвертый заземление. Берем с полки СМК от сигналки, выдергиваем геркон, припаиваем кабель и заливаем это дело эпоксидкой... Самое сложное было это - Эпоксидка. Она есть но только в бочках.... Ни одного мелкого флакончика... Пришлось идти на холодный склад и выковыривать из бочки кусок эпоксидки температурой минус 25... Ну и ковырнул кусок отвердителя из другой бочки. Пришел, отогрел, замесил 1часть отвердителя к 2м частям смолы, чтобы быстрее застывала. Залил и через 10 минут она уже застыла. Установил, расключил новые кабелечки протянутые до праздников, и ура Победа... Все передачи работают. https://youtu.be/Pd9qaHZgPu0

-
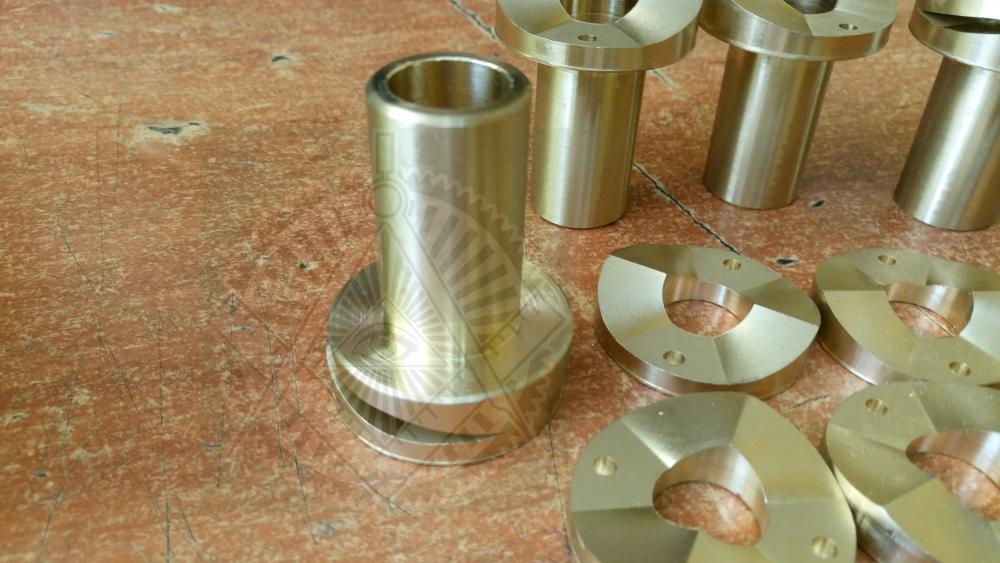
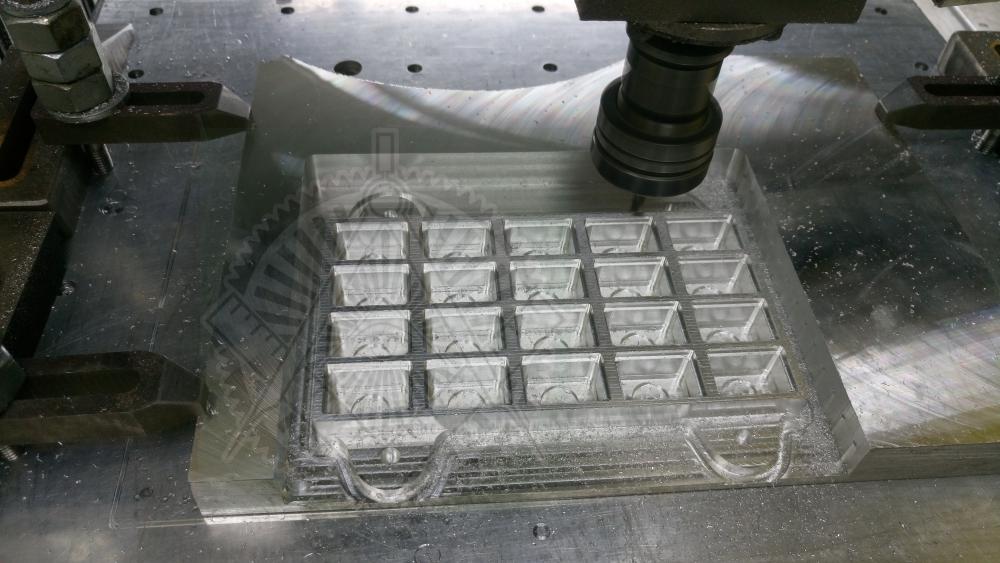
Изготовление элементов лифтовых замков. Материал Бронза. Авторы: 1)Конструктор - Идрисов Рустам (Компас, Солидворкс) 2)Фрезеровщик - Василиса Ногина (ЧПУ фрезер ROLAND MDX650) ООО "Центр Технической Помощи", г.Южно-Сахалинск.
-
Как вариант.
-
Да, решил вернуться к старому формату.
-
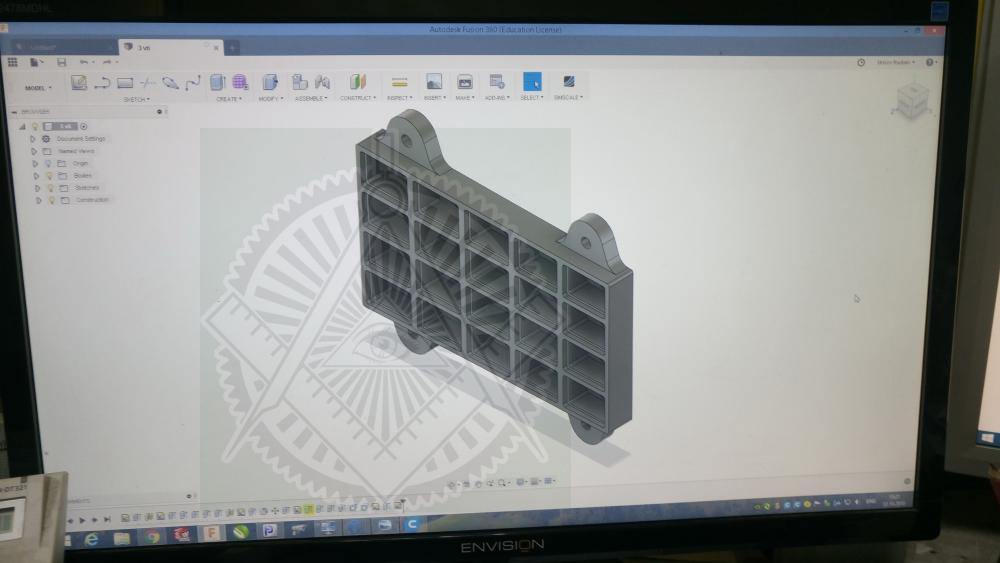
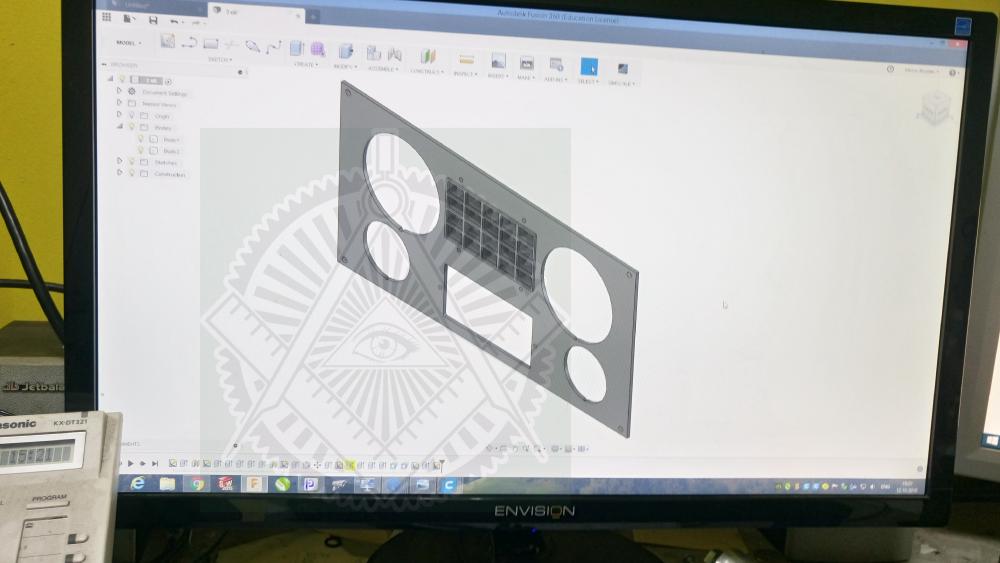
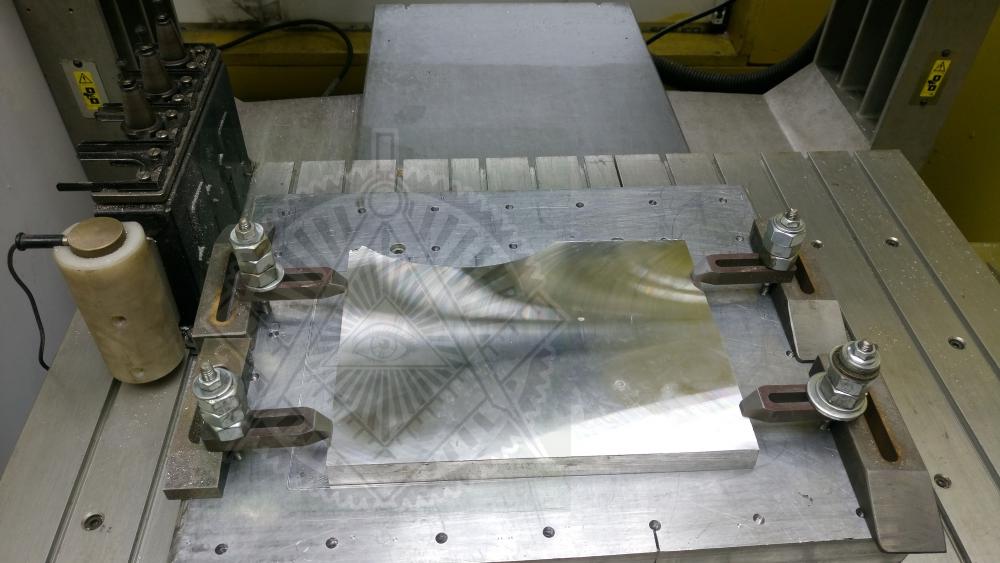
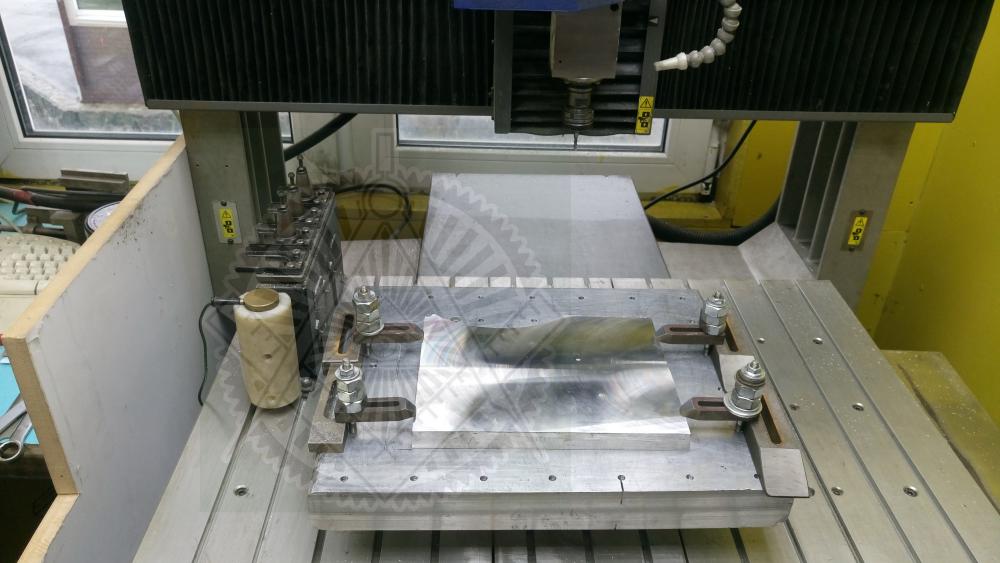
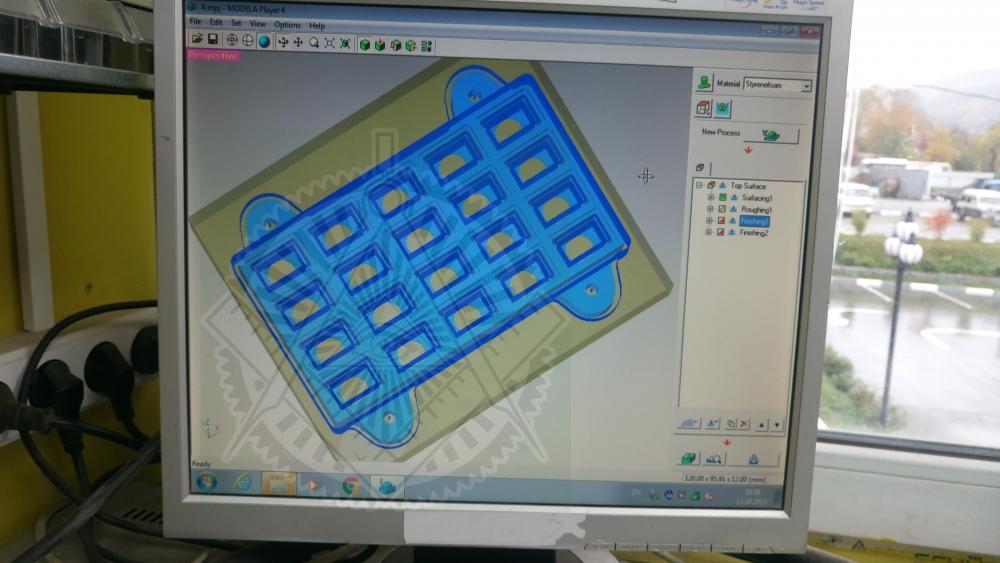
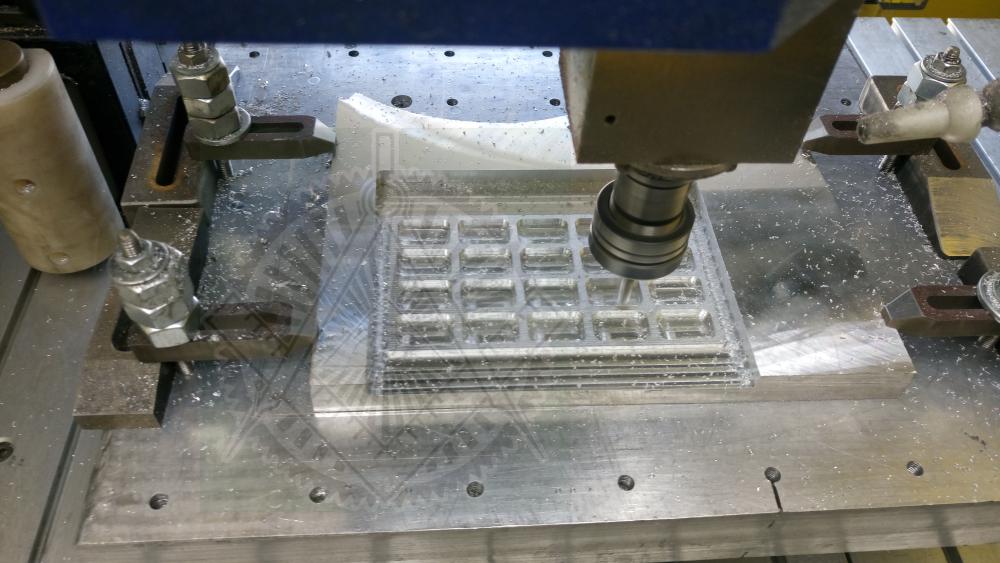
Изготовление модуля индикации для панели приборов автомобиля Камаз индивидуального изготовления. Материал ВТ95, оргстекло. Авторы: 1)Конструктор - Идрисов Рустам (Компас, Солидворкс) 2)Фрезеровщик - Василиса Ногина (ЧПУ фрезер ROLAND MDX650) ООО "Центр Технической Помощи", г.Южно-Сахалинск.
-
Изготовление силового кронштейна. Материал Ст45. Фрезеровка + Эрозия. Автор - Вадим Лящевский (6Р80Ш,DK7745LWS) ООО "Центр Технической Помощи", г.Южно-Сахалинск.
-
Брелок - "Трубка мира" полностью рабочий и функциональный. И никакого запаха... Автор - Алексей Портнов (16К20, Бронза) ООО "Центр Технической Помощи", г.Южно-Сахалинск.
-
Изготовление кронштейна на вырезном электроэрозионном станке. ООО "Центр Технической Помощи", г.Южно-Сахалинск.
-
Всё новое - хорошо забытое старое. Александр спасибо за восстановление "исторически правильной темы".
-
Ну начало я не публиковал никогда, смысла не было. 2004год мотомастерская 2005 2007 2008
-
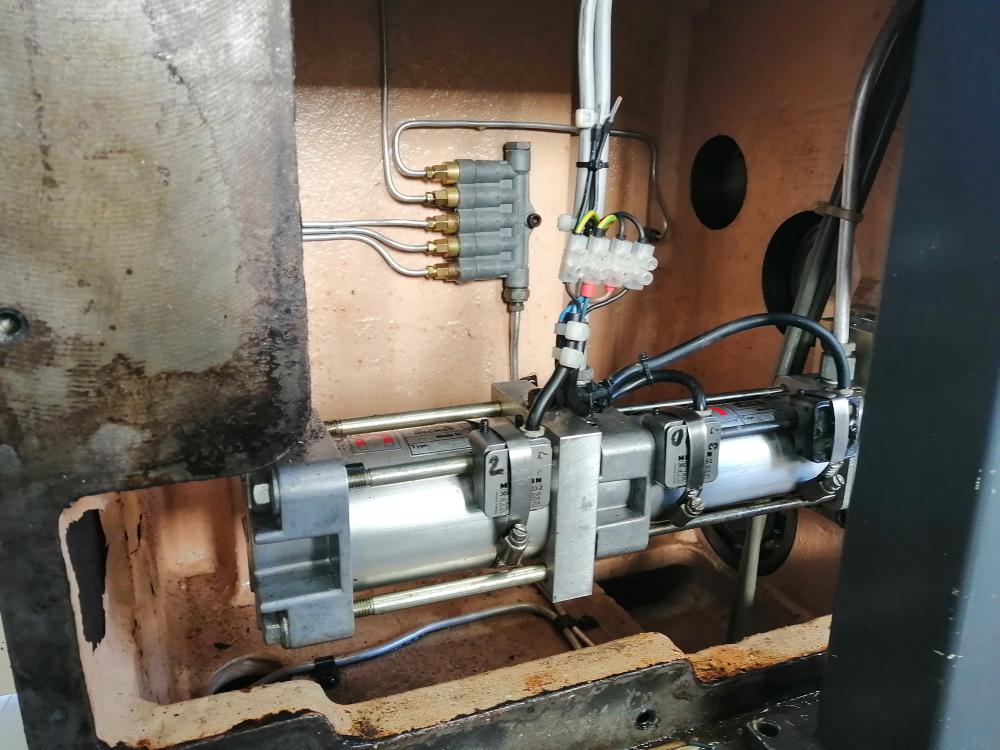
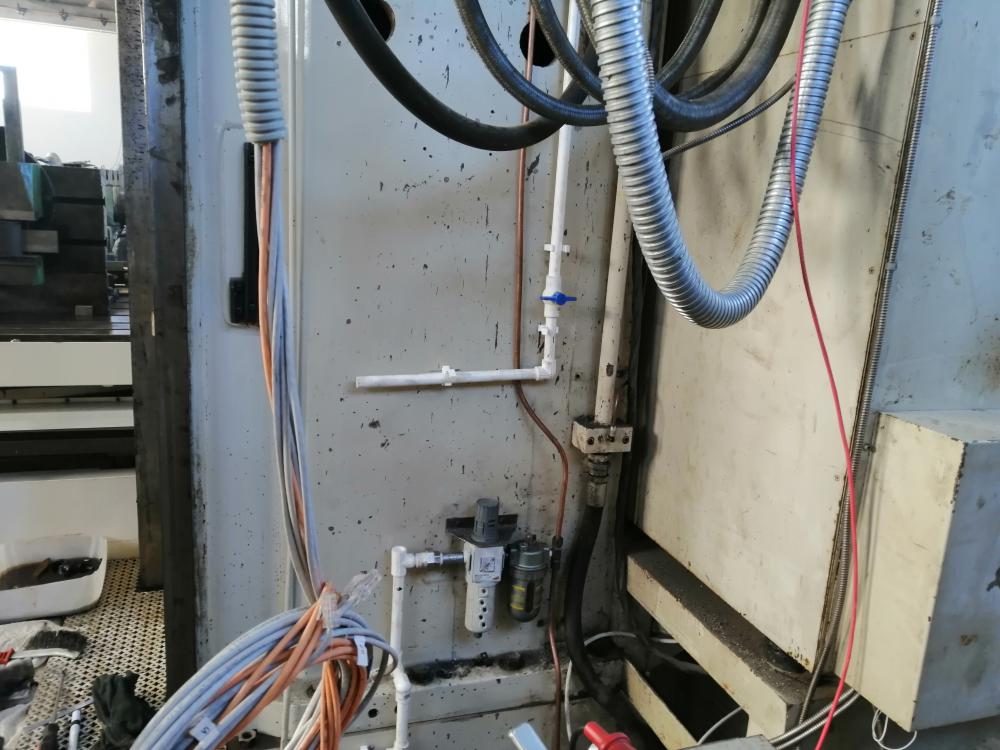
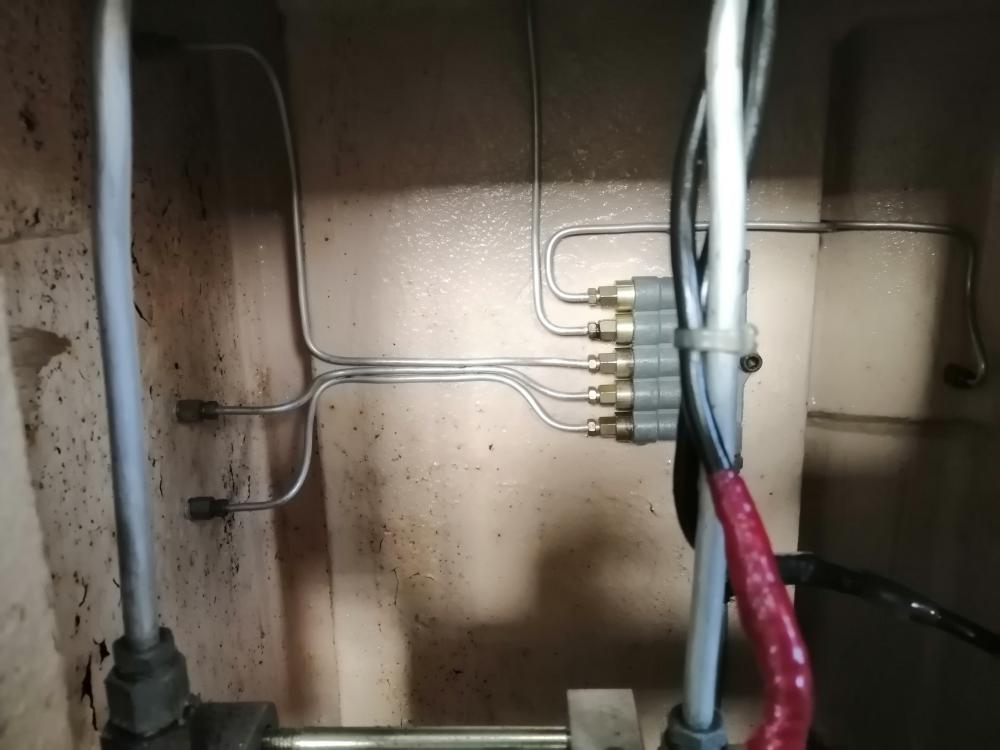
Сегодня, спустя всего четыре месяца я наконец-то добрался до централизованного воздуха в цехе и доделал его. Забавно, полностью обвязал всё здание 4месяца назад, а на компрессор не зацепил, и все не мог вырвать кусок времени чтобы сделать это. То одно надо сделать срочно, то другое. Так 4 месяца со шлангом и бегал по боксу... Пока сегодня в очередной раз об этот шланг не споткнулся и не психанул... Сразу подключил станочек. Ну и пока паял полипропилен сразу вывел на морду станка порт для подключения обдувочного пистолета. Полностью перетряхнул на станке систему воздухоподготовки - заменил регулятор давления на современный, лубрикатор отмыл и почистил, так-же заменил все воздушные магистрали внутри станка на медь. И всё таки какой он огромный...
-
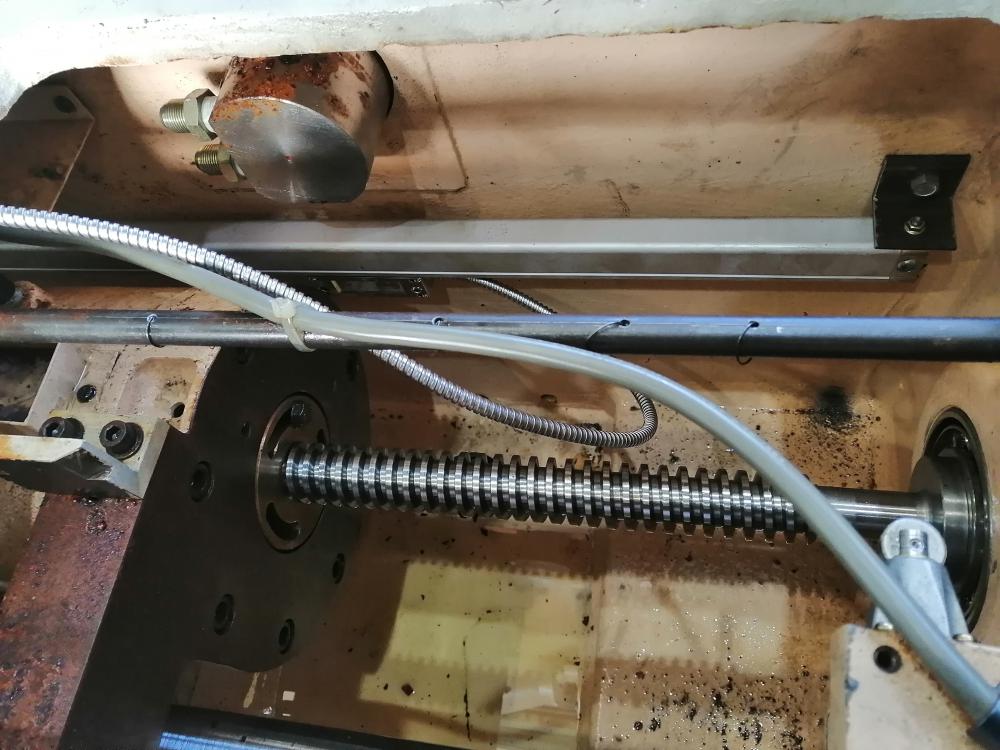
Пришел сегодня в мастерскую и давай доделывать недоделанное. А там недоделанного "воз и маленькая тележка" ... Остановился я вера на черновой установке самой линейки, выглядит это вот так: По доступности и удобству работы жесть полнейшая, Долго чесал репу вспоминая как я умудрился отверстия в корпусе просверлить и резьбу нарезат... Вспомнил, похвалил себя и занялся "прикладной проктологией" снова.... Отверстия в "ЖП мира" проковырял, резьбы нарезал взял набор КМД и больше часа выгонял параллельность и зазоры. Кроме КМД ничем туда не подлезешь, рука и та еле просовывается... Ну а пототом штук пять шесть сборок-разборок несколько вариантов прихваток чтобы не утягивало кронштейн. И удача к нам пришла в гости к концу рабочего дня. После сварки опять сборка, прогоны с КМД для проверки и УРА, всё работает. Забавно, но с самого утра позвонили с транспортной и сказали что пришел груз, поехал забрал, нежданчиком оказались несколько комплектов УЦИ которые я купил для фрезерного цеха на али и ожидал их получить только после нового года... Утащил один дисплей для проверки сразу на почте. , Завтра надо будет им его вернуть, а то кто-то будет недоволен из ребят кому УЦИ без моника достанется. И вот он финиш: https://youtu.be/BPlMcZ4xWpo
-
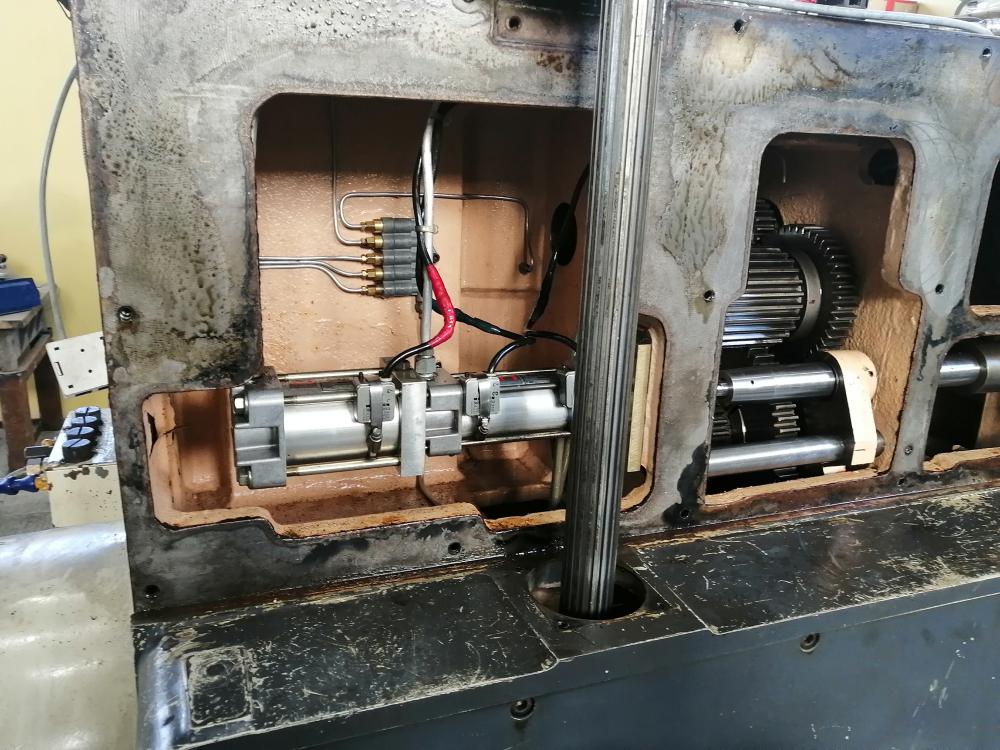
Расковырял сегодня станок, решил установить оптическую линейку на выдвижение шпинделя, сделать осмотр КПП шпинделя ну и прикинуть куда втулить серву, чтобы выкинуть вал привода подач который к штурвалу идет. Осмотр коробки сказал - новье, не работала никогда.. А вот краску внутри придется ободрать, висит лохмотьями. Присутствуют следы влезания СССР-овских мастеров в виде розовой изоленты... Диверсанты мать их... Надо будет заодно кабеля все поменять, а то задубели за 30лет от масла... Так-же демпфирующий элемент надо будет заменить между двигателем и первичным валом КПП, рассохся полиуретан напрочь.
-
Эх столько надо приспособ наделать просто жуть. Грыз, грыз недогрыз... А еще потом калить и шлифовать. Жесть какая-то.... И тиски надо полностью протачивать, хоть и новые.... Кривульки сплошные, хрен выкатаешь...
-
Всем привет. Свободное сочинение на тему: "Как я провел сегодняшний день". Решил я сегодня доделать недостающие деталюшки от собираемого станочка. Пришел на работу, взял деталюшку и осознал, что зажимать её некуда. Одни тиски стоят на сверлилке и снимать их низя, а на вторых нету поворотного основания. Ну достались они мне без него, что делать... И если на плоском горизонтальном столе использовать их можно без проблем с помощью обычных прижимов, то выставлять их на вертикальной плоскости та еще заморока. Вес около 100кг и мелкие отверстия куда надо вставить болтики. Кран мы так пока и не доделали поэтому придется выставлять всё это дело вручную, что сильно напрягает. Решил прогрызть нормальный паз для болтов М20 и направляющей шпонки. https://youtu.be/57XwNaASXDI Тиски переставил и начал доделывать железячки. После чего решил собрать нагрызенное за два дня в одно целое,,, или несколько целых... Да пофигу. Короче скруить нагрызенное вместе. После чего подшипниковые узлы разобрались, промылись смазались и собрались обратно, осталось прикрутить крышечки и собрать валы.
-
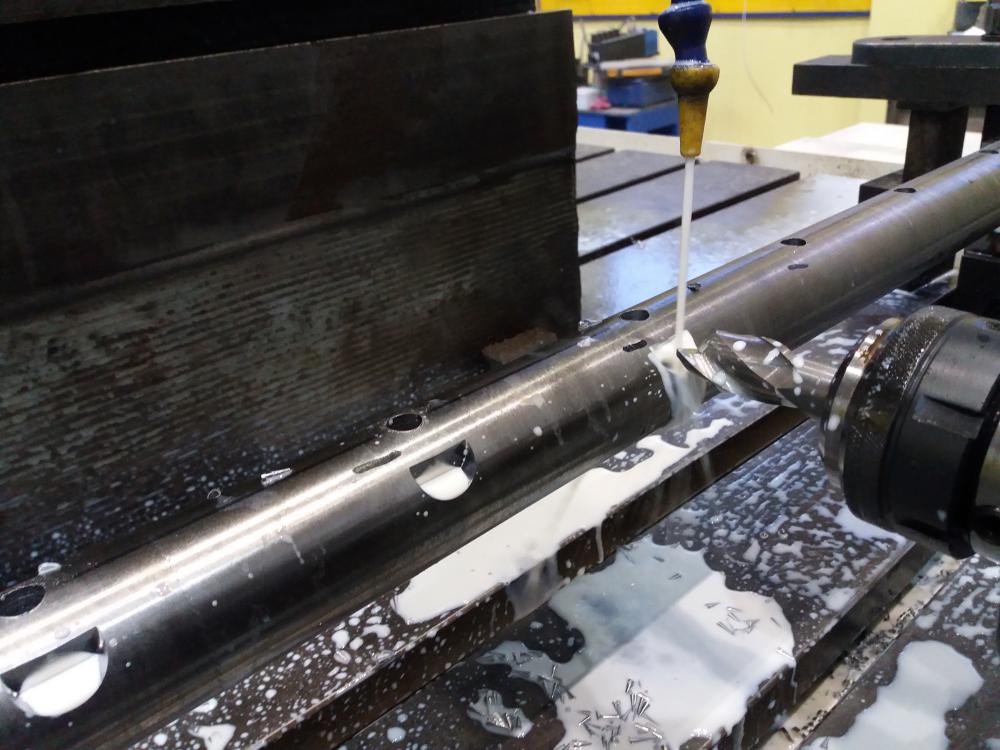
Доброго.. Как себя в работе показали не скажу так как это первая, но думаю работать будет. Шток взял, так как у меня их куча лежит новых на складе в качестве заготовок. В своё время на тракторном заводе выкупил как метлом. Покупать нужный диаметр обломало, дорого. По варианту материала для изготовления нашел неплохой вариант для борштанг - http://www.shafts.ru/precisionShafts.shtml они же могут их обработать так как вам нужно, согласно чертежа. Чуть позже буду заказывать, так как изготовление длинных штанг 1500 - 2500мм довольно геморойное дело, особенно если диаметр меньше 80мм на такой длинне. Привожу кусок переписки - Здравствуйте. Вы можете обработать приобретенные у вас направляющие чтобы получить следующее изделие как на фото и сколько будет стоить такая работа? Длинна изделия 2200мм, диаметры Ф30, Ф45, Ф60мм. Диаметры отверстий под резцы Ф10, Ф12, Ф16 соответственно Ф вала по нарастанию. Во всех отверстиях резьба шаг 1.0 Интересует стоимость за «установочную базу под один резец» Константин Владимирович, добрый день! Мы можем поставить направляющую обработанную по Вашему чертежу. Ниже прилагаю варианты стандартных направляющих (материал, диаметры и общие характеристики) http://www.shafts.ru/precisionShafts.shtml Направляющая представляет из себя закаленный отшлифованный пруток, с поверхностной твердостью 54-60 HRC. Остастить направляющую резцами и фиксаторами мы не можем. Срок поставки направляющих составляет порядка 4-7 рабочих недель. По ценам не определялся, так как надо чертежик им скинуть,
-
Видно будет. В самом хреновом случае поедет на ТВЧ вертикальную закалку а потом на круглошлиф. Оправок много разных надо. На этой технологию отработаю дальше по накатанной.
-
Завтра обкатаю поглядим. Я то её для работы делал определенной, завтра вот хочу выставиться попробовать.. Заодно и понятно будет. В крайнем случае проточу и на круглошлиф...
-
Досверлил я сегодня отверстия, нарезал резьбу. А вот готовый результат сфотать забыл. Завтра сфотаю. https://youtu.be/yj2gotCAfro
-
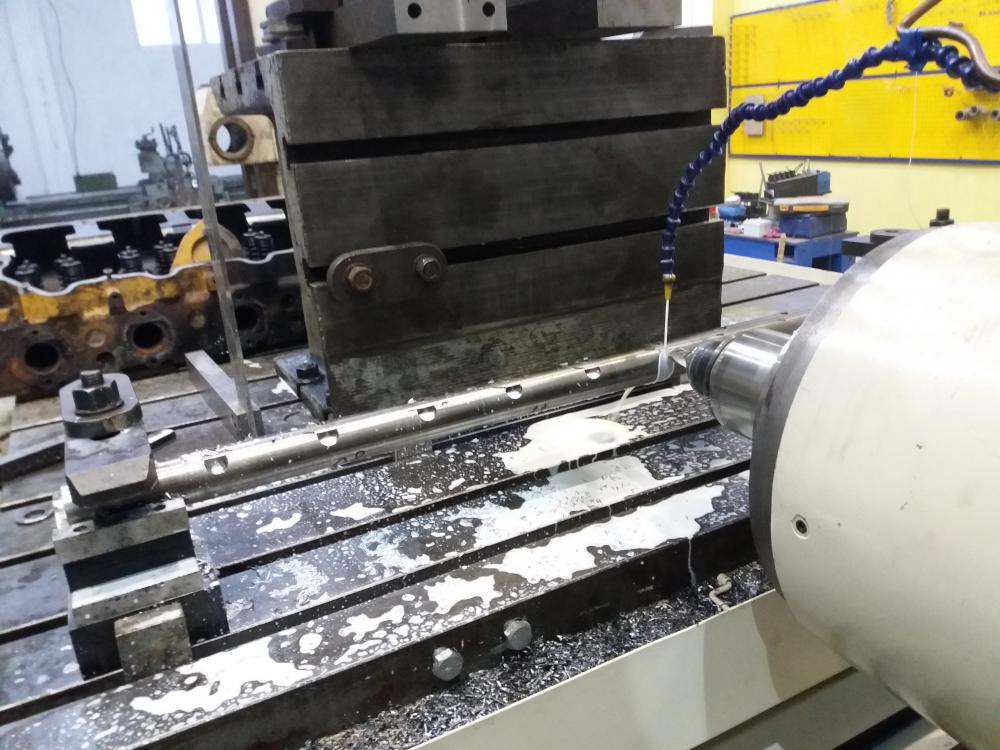
Сегодня наконец-то добрался до борштанги и весь день её доделывал. Сначала просверлил отверстия под резечики. После чего фотографии прерываются, так как Фотограф пошел кормить ненасытный "паровозик" и пропал... Ну в общем просверлил я отверстия под упорный болт М8, рассверлил их до диаметра резца Ф10 оставив 10мм тела под резьбу и нарезал резьбу М8. После чего борштангу развернул на 90 градусов и начал фрезеровать лыски под болтики закрепления. https://youtu.be/VAtnEX4E10M Ну а потом рабочий день закончился и я пошел домой решив что всё остальное доделаю завтра... Вот такое вот сочинение получилось на тему - "как я провел сегодняшний день"... Что хочу сказать, чем больше работаю на данном станке тем больше в него влюбляюсь. Это шикарный пепелац, особенно меня прет когда энкодером едешь в нужную координату... И приезжаешь в 0,005 - 0,000мм и это повторяется всегда!!! Всегда КАРЛ!!!!
-
Так не получится считать. Там обьем бетоны 150+м3 + грунт внутри фундаментых лент высотой 1500мм, получается здоровый параллелепипед обьемом 350м3 в качестве теплоаккумулятора изолированный по периметру. Умышленно теплоизоляцию не ложили под плиту пола. Проще теплосьем посчитать подача\обратка. Озадачусь данными как нибудь.
-
Спасибо. А Сколько примерно может отнять кВт металлопластик ДУ20 италия длинной 400м залитый в бетон марки 400, 4мя параллельными сегментами с заглублением в бетон 150мм. При прокачке теплоносителя 80грц обьемом 12,5м3 в час. Хм... некорректно. Надо обратку померить. Слишком много неизвестных.