

Sakhalin_Cat
-
Постов
2 656 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Sakhalin_Cat
-
-
Я бы еще как-то мог понять, если бы вы облицевали кромки панч 11, а потом заполнили разделку 08 Г2С
.
Так конечно можно слепить чтобы клиенту отдать, но оно лопнет самостоятельно если не при первом нагреве то при тридцать первом, даже просто от смены времени суток... Ибо ТКЛР работает не только в момент сварки и благодаря разницы в ТКЛР между чугуном и 08г2с шов срежет сам себя через какое-то время просто из-за циклического изменения температуры изделия...
.
Но ведь есть такое понятие как "опыт,сын ошибок трудных" ! Где-же его взять как не при решении сложных задач?.
Понятие то такое есть, но чтобы его применять нужна хотя-бы минимальная теоретическая подготовка ну и минимум - осознание своих действий и их последствий, а не тыканье " на авось ". Вам же не просто слепить две железки нужно, а слепить их так, чтобы железка потом долго и успешно работала. То, что вы пытаетесь сделать называя это "Опыт сын ошибок трудных" это пускание пыли в глаза клиента, типа вот заварил держится... А то, что "это поделие" развалится в дальнейшем и держится оно на соплях остается за кадром.
Есть такое понятие "Карго-культ" - https://ru.wikipedia.org/wiki/%D0%9A%D0%B0%D1%80%D0%B3%D0%BE-%D0%BA%D1%83%D0%BB%D1%8C%D1%82 И то, что вы делаете это не "ОПЫТ" а просто повторение ритуала, без осознания реальности происходящих процессов.
.
Дабы реально нарабатывать опыт и понимать и осознавать свои действия рекомендую почитать следующие книжки - https://www.chipmaker.ru/search/?q=%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0%20%D1%87%D1%83%D0%B3%D1%83%D0%BD&quick=1&type=downloads_file
-
 6
6
-
-
-
1
-
-
Вот смотрю канал и офигеваю, прям когнитивный диссонанс... Я мужиков то способных на подобное по пальцам одной руки пересчитать могу...
.
Сам канал - https://www.youtube.com/channel/UCR9Xq7U0kPRM6ZCTA64UAJw
.
Одно из видео с канала -
.
.
И ведь не коммерческий канальчик... И не постановочное видео, многие вещи как человеку который с этим ежедневно связан не кажутся наигранными.
-
2
-
-
- Популярный пост
- Популярный пост
Ура Ура. Крышу мы сегодня закрыли полностью.
Теперь можно работать внутри в любую погоду.
.



.
Завтра начнем мелкие доделки, доборки итд итп. Основной этап строительства можно считать завершенным.
-
10
-
незнаю даже что за фирма обычные круглые прутки по 40 р
/
Судя по цвету - стандартный меднофосфорный припой. Трубка если судить по фото - сталь ... А паять сталь меднофосфорными припоями - категорически запрещено ибо фосфор. Для этого используется латунь+бура
 .
..
Это конечно мог отразится свет венеры в метановом пузыре во время фотографирования и это сказалась на цвете шва в связи с чем, глядя на фотографию я вынужден ошибиться, но что-то мне подсказывает что я прав и припой всё-таки меднофосфорный.

-
2
-
-
Лохи - пишут письмя солнцеликому
.
Зря Вы так, система связи работает нормально. Естественно ВВ сам всю почту не читает, а почта разбегается по департаментам, но система пашет. Я несколько раз продавливал администрацию на решение нужных мне вопросов просто написав письмо на сайте кремлин.ру. В течении недели прилетел вагон пизд..й в администрацию области и города и шапки полетели по отделам. Ну и вопросы были решены в срочном порядке причем инициатива была со стороны администрации.
Не, конечно если вы будете слать туда письма типа "Шото милок греча на 10коп подорожала и вагоновожатый на тролейбусе хам, ты уж будь добрым разберись" то реакции на это не будет. А вот на конкретную предьяву с фактами и бумажками они там как голодные собаки на кусок мяса кидаются. И дербанят виновных так, что только шерсть летит.
-
1
-
-
Сегодня был хороший день. Нагруженный по самое "не балуй", но продуктивный.
Закрыли сегодня половину крыши. И это просто чудесно.
.


-
6
-
-
- Популярный пост
- Популярный пост
Дело близится к укладке крыши поэтому решено было затащить на свои места станки которым пришлось ждать этого момента полтора года на улице. Нам очень их не хватало в работе, надеюсь в скорости мы их запустим и труд наш станет гораздо легче и проще.
 Правда к станочкам придется немного приложить руки, но это не впервой и сложностей не представляет. Пока с Анатолием обдумываем концепцию автоматизации листогиба. Листогиб сам по себе прекрасен, только вот настройка на толщину металла и угол гиба занимает уж очень много времени. Хотим всё это дело автоматизировать. С завода на этом листогибе стояла система ЧПУ только её сперли еще в начале 90х годов на цветмет. В связи с утратойй ЧПУ листогиб не работал в своей жизни ни дня. Больше на улице мок, в своё время выхватил я его прям из под уже разожженного резака перед отправкой на метлом. Чудесная машинка, может гнуть лист 5,5мм из стали на всю ширину полотна, а это 3м. Ну и гильотинка, старенькая подушатанная но шустрая и рабочая, подшаманим чуток, она еще 100 лет отработает. Там тоже возьни немного, больше косметика. Пока работала вроде её не замечали, а как убрали на время стройки сразу стало дико не хватать её.
Правда к станочкам придется немного приложить руки, но это не впервой и сложностей не представляет. Пока с Анатолием обдумываем концепцию автоматизации листогиба. Листогиб сам по себе прекрасен, только вот настройка на толщину металла и угол гиба занимает уж очень много времени. Хотим всё это дело автоматизировать. С завода на этом листогибе стояла система ЧПУ только её сперли еще в начале 90х годов на цветмет. В связи с утратойй ЧПУ листогиб не работал в своей жизни ни дня. Больше на улице мок, в своё время выхватил я его прям из под уже разожженного резака перед отправкой на метлом. Чудесная машинка, может гнуть лист 5,5мм из стали на всю ширину полотна, а это 3м. Ну и гильотинка, старенькая подушатанная но шустрая и рабочая, подшаманим чуток, она еще 100 лет отработает. Там тоже возьни немного, больше косметика. Пока работала вроде её не замечали, а как убрали на время стройки сразу стало дико не хватать её..
Вчера заранее выточил анкера на которые будут прикручены станки. Анкеры нужны чтобы выставить станок перед заливкой бетона по уровню, так как бетонная плита является частью станины станка и без неё они фигово работают. К этим анкерам приварится армокаркас, потом гайками по рамному уровню станки выставятся в горизонт, а уже потом зальются бетоном. Так как за шайбами было лень ехать, шайбы выточил тоже. Шпильки 300мм Ф30, резьба М27 - 150мм, на изготовление 12шт потребовалось 90минут.
.

.
Так как станки офигенно тяжелые, а крыша уже вся обрешечена фермами, то даже 50-ти тонный подьемный кран нам станки на место поставить был не в состоянии. Сначала станки по очереди закинули в воротный створ:
.


.
Потом прицепили мой Камазик и протащили их волоком до места установки:
.

.
После чего перегнав кран на другую сторону бокса, сквозь решетку из ферм за несколько перестановок гака воткнули станки на место постоянной дислокаци:
.


.
Пока станочки висели в воздухе в них сразу вкрутили анкера и установили оборудование на постоянное место жительства. осталось обварить всё это дело, отрегулировать по высоте и залить бетоном:
.

-
12
-
Хотя шабровщики катаются по стране
А контакты есть?
-
Тржк сами по себе люминевые и полностью сварные. Хотя возможно стоит проработать идею со стальными лыжами и ногами, прикрученными к лыжам болтами.
.
Сталь там не пройдет, она искроопасная.
Так а в чем проблема, приварите туда так-же швеллер и лист и всех делов. Возьмите лист не 10мм а 15.
И там можно даже не амг использовать а любой сплав, ну чуть быстрее кородировать будет от глины, то-же ничего особо страшного не произойдет.
-
Здравствуйте. Существует ли в природе квадратная труба из АМГ, сечением порядка 150-200мм и толщиной стенки 10-15мм? Где и как такое искать? Такое кто-нибудь видел живьём?
/
Это вам только прокатчиков долбить, заводы, может на остатках у кого есть. Но именно экструзию из АМГ вы не найдете, только АД31- АД33.
Стоимость на АМГ трубу такого размера будет запредельна особенно если это АМГ5 а еще хлеще АМГ6.
Такие форматы обычно под заказ делаются. Еще можно пошерстить базы неликвидов и их торговые площадки, тоже часто что-то нестандартное стреляет, но не факт что вам не впарят АД31 перемаркированный под ваши требования в АМГ.
Судовиков Питерских можно попинать попробовать которые катера варят, у них тоже бывает остатки от проектов распродаются.
Ну или гнуть уголки и сваривать. Или гнуть профиль и приваривать крышку. Правда АМГ в гибке не айс, но на нормальном листогибе с помощью кровельной горелки можно согнуть что угодно.
.
Для чего вообще вам эта труба? Использование такой трубы в проекте, это должен быть очень кривой проект нарисованный через Ж. Или уж очень что-то сверхспецифичное и дорогое.
Проектировщики они-же как дети малые, вы ему сказали АМГ он вам всё из АМГ и сделал, а как и где вы этот прокат возьмете и как собирать потом всё это будете они не думают обычно. Прокат в каталоге есть, значит можно использовать в проекта, а то что этот прокат всречается реже чем труба из платины их не особо озадачивает.
Самый простой вариант изменить проект чтобы не использовать там нестандартный и редкий прокат. Да и с такими габаритами проще уже смотреть на стальной прокат у него и сечение меньше для той-же прочности и в результате будет меньше и стоимость. Да и простота изготовления прельщает. А по весу примерно то на то и выйдет. Ну если это конечно не катер морской какой где именно АМГ по химии требуется.
Вы эскизик то скиньте, может другое решение есть.
Стандартный прокат я покупаю тут * https://mc.ru/metalloprokat/truba_alyuminievaya/PageN/2
-
4
-
-
Уже на заводик тянет !
Пока не тянет к сожалению. Это всё еще строительная площадка...
-
Ура. Наконец-то мы залили "автобан".
Теперь в дождик будет совсем комфортно ходить.
.

-
8
-
-
- Популярный пост
- Популярный пост
С каждым днем результат становится всё более осязаем, по крайней мере видна небольшая разница между началом рабочего дня и окончанием. Сразу как-то на душе спокойнее стало. А то год целыми днями чего-то делаешь а скелет по виду нифига не меняется. Прям "день сурка" какой-то сплошной.
.
Стены почти закончились. Они закончились бы быстрее, да все время приходится отрываться на иные задачи.
.



.
Так как цены на металл стали УХ... Собрали все обрезки балки, швеллера и трубы и запилили из них длинные палки необходимой длинны с помощью ленточной пилы и сварочного аппарата. Должно в результате получиться больше трех тонн рабочего проката.
Вчерашний процесс торцовки под 90гр трубы и под 45гр балок на моей любимой пиле (слева на конструкции видны временные монтажные уголки):
.

.
Балки вчера сварились и сегодня встали на своё место(вместо монтажных уголков, это будет пол второго этажа), а труба ждет своего сварщика.
.


.
Сегодня делали ливнёвку и наращивали бетонное покрытие перед боксом. Замаялся за последние дни жуть.
Прикол - ливнёвка сделана из разрезанных вдоль 40 литровых аргоновых баллонов не прошедших аттестацию.
А несущие столбы у въездных ворот на базу из азотных. .



.
Ну и немного фоток о прокладке коммуникаций, Анатолий сегодня скинул на сервак.
.





.
Ну и фото площадки после того как всё зарыли обратно.
По виду как будто неделю не впахивали и ничего не произошло. .

-
15
-
.
Тут главное понять, что сверление процесс непрерывного сьема металла, то есть после того как режущая кромка сверла углубилась (зацепилась) в металл и начала снимать стружку процесс снятия стружки должен идти непрерывно, для этого и придумана автоматическая подача. При подаче 0,15мм сверло выдает стружку толщиной 0,15 непрерывно до окончания сверления и всё это время режущая кромка находится в металле в очень плотном контакте отдавая ему большую часть теплоты возникающих от сил резания.
Если подача неравномерная и недостаточная или обороты очень высоки то мы имеем мелкую рваную стружку или крупчатую. Такая недостаточная подача приводит к многократным "вгрызаниям" режущей кромки в материал и срыву процесса резания что очень сильно сокращает жизнь режущей кромки и приводит к практически мгновенному затуплению сверла. Высокие обороты-же дополнительно вносят огромное кол-во тепла от сил трения и значительно выкрашивают режущую кромку.
.
Сверло это инструмент который должен работать в жестко-заданном режиме, нельзя накрутить сверлу 14мм 1000об.мин и получить нормальный результат. Это примерно как и со сваркой, если взяли электрод 3мм, то и ток под него 140А, а если вы ему 280А воткнете то удачи уже не видать.
Вот и у Вас на видео вместо 140А все 260А для электрода 3мм...
.
Это кстати очень часто встречающееся заблуждение навалить сверлу оборотов и думать что сверлится быстрее, нифига подобного все как раз наоборот, лучше посильнее надавить на меньших оборотах чем елозить без давления на бОльших. Это легко проверить на шуроповерте в который зажато сверло 10мм и кнопка которого регулирует обороты от нажатия. Просто сравните результат, навалившись на малых оборотах всей массой тела и пожужите на максимальных без давления.
.
Есть статья - Выбор рациональных режимов резания при работе на сверлильных станках.
-
2
-
-
.
Подачи мало на мой взгляд, а оборотов многовато. Хотя по видео толком не понять, по внешнему виду под тыщенку оборотов сверлышко крутится, а это очень много, отсюда перегрев режущей кромки и фиговый сьем металла. При нормальной подаче и оборотах сверло почти не нагревается и пар от него так не валит, а так-же стружка идет более толстая и грубая.
.
-
А зачем на радиалке триста раз переставлять заготовку и подкладывать под нее доску?
.
Да всё просто. Скорость скорость и еще раз скорость. Доска позволяет не сильно зажимать деталь, так как она упирается в доску и достаточно просто слегка прижать её губками тисков. А перестановка детали позволяет гораздо быстрее выставить деталь под сверло, так как отверстия находятся по прямой линии. "Радиалка" от слова радиус то-есть осевая линия сверла двигается по радиусу, а отверстия находятся по прямой линии. В связи с этой особенностью, чтобы выставиться с помощью осей станка на следующее отверстие зажатой заготовки нужно менять позицию по двум осям, что долго в плане позиционирования. А ослабив тиски просто немного сдвинуть заготовку и вот оно следующее отверстие..
-
1
-
-
Другого не нашел.
С нарушениями ТБ конечно, но любопытно посмотреть на руки человека который без перчаток будет делать подобное в течении пары рабочих смен.
.
.
.


.


-
то всего лишь вопрос: Вы пробовали резать сталь полуавтоматом проволокой 1,2?
.
Соплей много вешается, а так напругу вольт 50-60 и подачу метров 30-40 и режется как лазерным мечом. Я когда большой полуавтомат купил, баловался.
.
Кстати ваш вопрос навеял воспоминания. Я в своё время в сталюге и нерже отверстия бил аргонником. Электрод остро заточенный 4мм утапливаешь глубже среза керамики на 2мм, керамику прижимаешь плотно к листу и большим током 250-300-500А пробиваешь кругленькие отверстия. Правда металл вроде 2-3мм был не помню уже точно. Довольно правильные отверстия получались. Вроде круглость отверстия с помощью подачи газа решалась и диаметра керамики, чтобы сопли не висели надо соотношение ток\газ подобрать.
-
ст3 10мм под 12-тую арматуру
Книжка - http://metallurgu.ru/books/item/f00/s00/z0000022/st050.shtml
подача сверла 12мм для стали в среднем 0,15мм/об то-есть для толщины 10мм сверло должно сделать 10/0,15 = 67оборотов при частоте вращения сверла 500об\мин 500/60 = 8,3 об.сек получаем сверление отверстия нормальным сверлом и при нормальном станке = 67/8,3 = 8,03сек
Итого одно отверстие 12мм при щадящих режимах = 9секунд
.
На счет цены сверлежки - прикидывал бы по времени сколько займет разметка и остальной процесс...
Разметка делается элементарно, берется кусок картона на котором отмечены центра и через него кернится. Точность там +-2мм роли обычно не играет.
.
Если серия огромная то проще сделать кондуктор под одно отверстие и сверлить в пластинах по одному отверстию по очереди, то-есть сверлим 2тысячи пластин сначала одну дырку, потом переставляем кондуктор и сверлим вторую дырку. Сокращает время за счет отсутствия разметки каждой пластины, но добавляет кучу перекладываний пластин.
Ну или кондуктор сразу с всеми отверстиями. Всё зависит от технологичности процесса.
.
Мы просто часто сериями такие пластины гоним.
Главное нормальная сверлилка и заточенное качественное сверло. -
3
-
-
заявка на трансформатор от Анатолия не поступала? Трансформатор Теслы соберёт невзначай , тем более по "питанию" в + вышли.
Поступала еще год назад. Приобрелись ему трансформаторы 2шт. и теслу он потихой собирает ламповую.
.


.
Немного изоляторов для высоковольтных экспериментов.
.

.
Ну и пара фоточек из логова злобного Колдунидзе.
.


-
5
-
-
- Популярный пост
- Популярный пост
Потихоньку, помаленьку скелетик обрастает шкуркой.


.
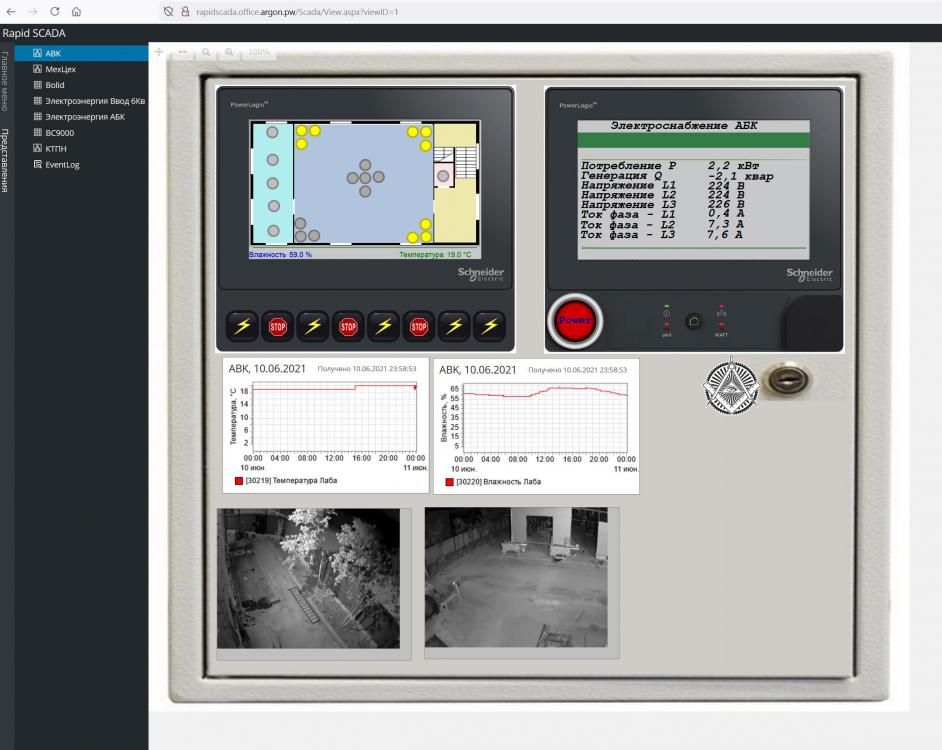
Ну и попутно по вечерам, потихоньку довожу до ума систему "Умный дом" Масштаба предприятия. Полное управление Системой СКУД, пожаротушением, всеми электроприборами, котлами, компрессорами и пр. пр пр. Можно посмотреть сколько потребляет электричества каждый станок и в какое время, можно отключить любой станок, цех или освещение, или наоборот включить. Очень забавная система вырисовывается.
.

-
18
-
На али есть прекрасные помпочки по цене около 3т рублей.

-
1
-
-
Фотать не дает, ногами топает. Так что без фото пока. Потом как-нибудь тайком прокрадусь сделаю.
Колдуна - @Oswer, удалось зафотать в путешествии, он на заброшке чего-то колдунствовал очередное.
У меня 5 с половиной новых седых волос появилось... Утро, солнышко в глаз сквозь окошко светит, я нежусь в кроватке в домике для путешествий.. И вдруг жуткий злобный смех на 100500 Децибел, аж на все карьеры, меня с кровати ажно почти седого подбросило. В окно выглядываю всё в зеленом дыму. Всё! думаю приплыли, инопланетяне - лунтики нас захватывают... попадос и попадалово жуткое приближается... Хватаю фотик и вот он попалси... Колдунидзэ злобный...
.

-
5
-









































Сварка чугуна ТИГ-ом
в Аргонодуговая сварка — TIG
Опубликовано
.
По ссылке вроде всё про "культ-карго" разьясняется.
.
Карго-культ я упомянул в том контексте, что многие неудачи и проблемы возникают в основном от необдуманных действий после просмотра роликов на ютубе и просмотра фоток на форумах. Каждая чугуняка обычно требует своего подхода который для другой чугуняки может быть неприемлем в корне. Разные типы сварочных материалов так-же требуют разного типа подхода к процессу.
Так, что примененное мною понятие "Культ карго" можно перевести как "бездумное повторение увиденного" в ожидании правильного результата.