

Sakhalin_Cat
-
Постов
2 656 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Sakhalin_Cat
-
-
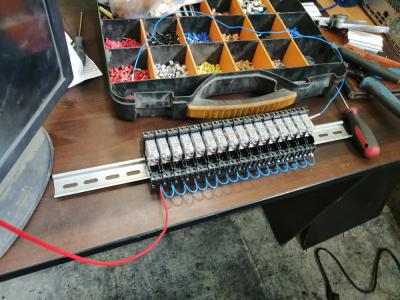
А что за деревянный штука на фото с паяльником (третья рука/стапель/кондуктор)? В работе нет фото?
Это паяльником к доске магнитики на черные "термосопли" закрепили?
Это временный тестовый пульт делали для станка, для отладки входов-выходов на ПЛК.


Кстати продается занедорого - http://directlot.ru/lot.php?id=533687

-
 6
6
-
-
- Популярный пост
- Популярный пост
Проснулсо утром, думаю чего дома сидеть... Устрою ка я себе день электрика-автоматчика.
Ну поперся к 9 в мастерскую, как встал на табуретку, так и простоял почти 12 часов.... С перекурами и короткими чаепитиями.
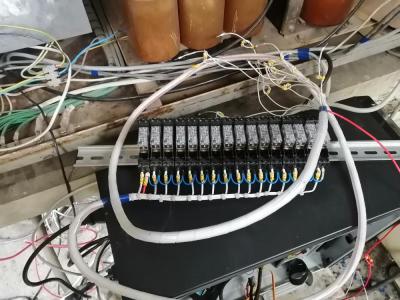
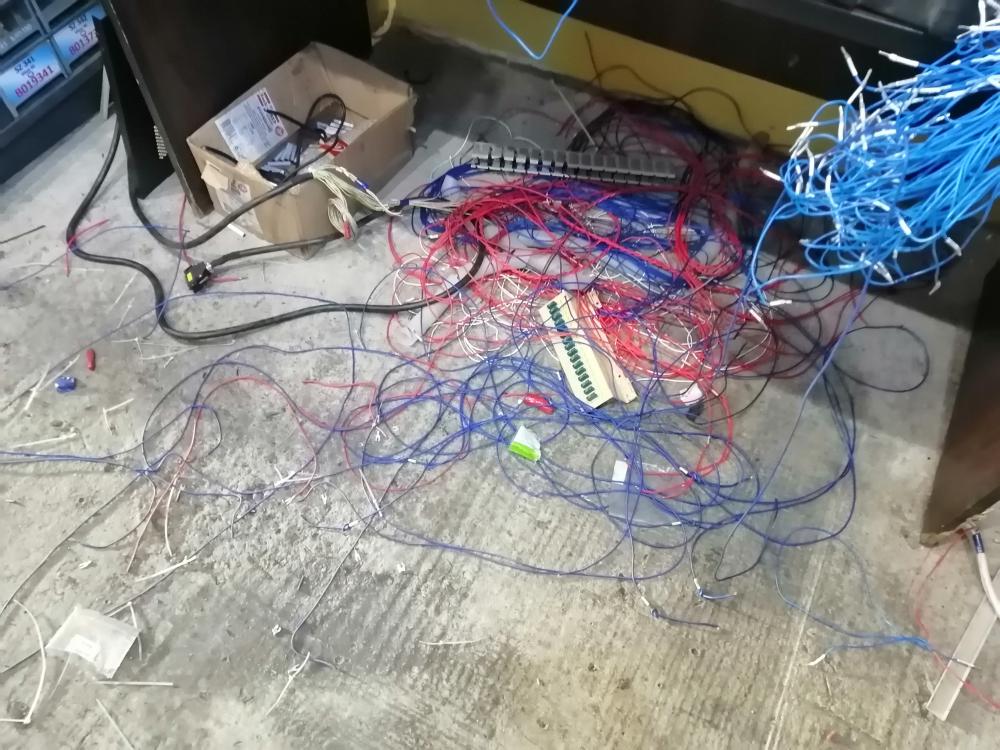
Содрал всю старую коммутацию и древний ПЛК. Проводов запасных уложено просто жесть, выкинул все напрочь, сразу стало дышать легче.




Собрал автоматику в чистовую, завтра наверное оставшиеся клапана менять буду на осях с 110 на 24В. Надо от проводов отдохнуть.


-
13
-
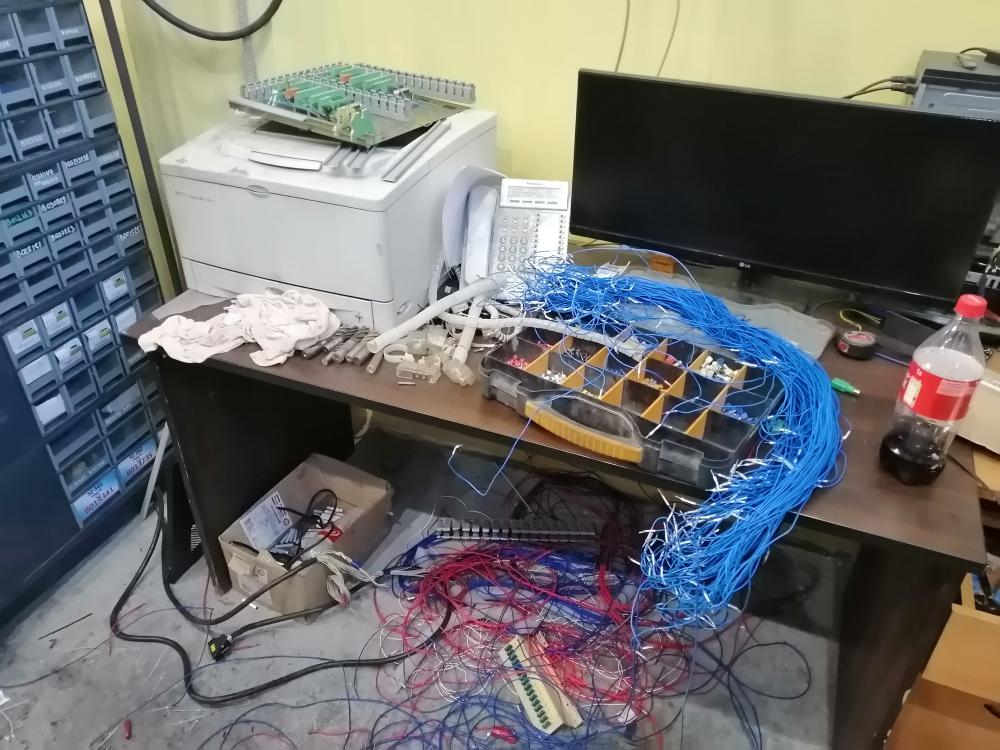
Пришел в мастерскую сегодня, а света нет. Пока ждал свет, собрал еще один релейный блок и навел порядок в "Макетной сборке".




Ну и клон родного пульта управления для тестов начали собирать. Деревянный правда, но решение всё равно временное.


-
8
-
-
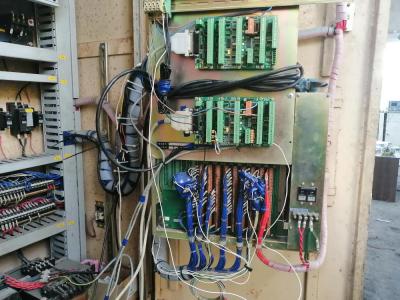
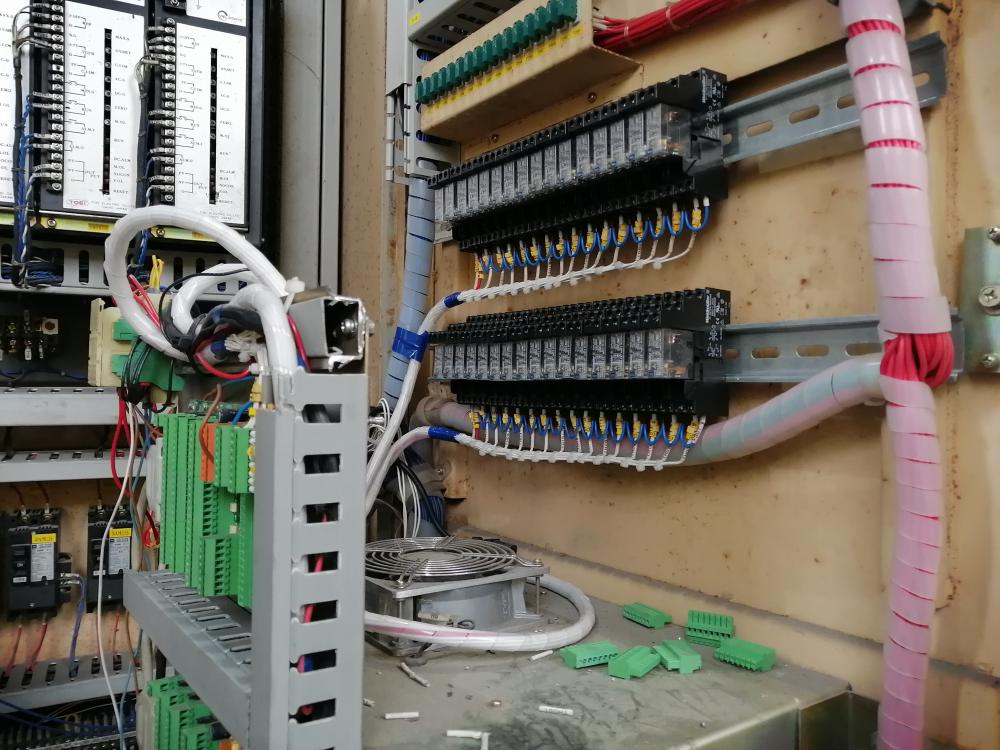
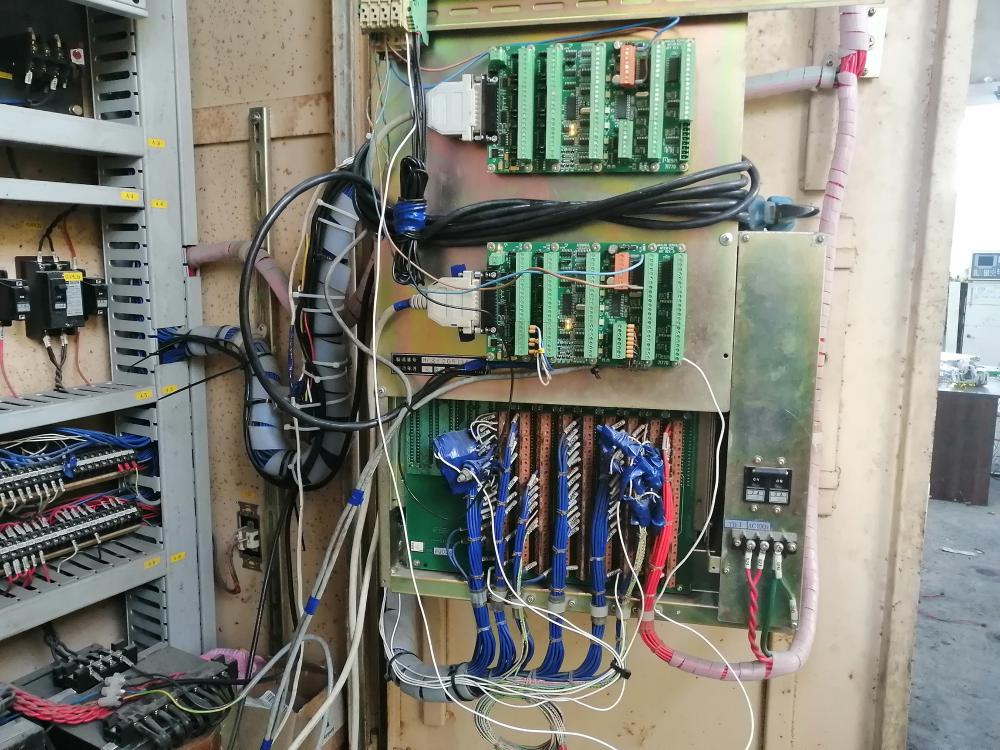
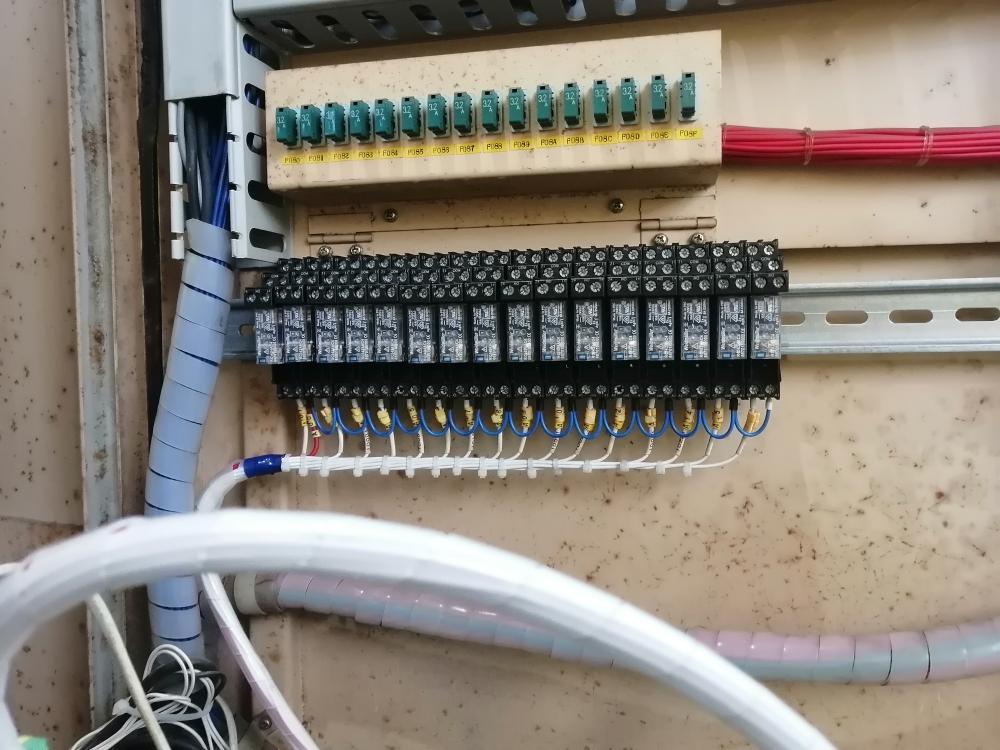
Наконец-то руки дошли до подключения MESA плат.
Начать решил с модернизации штатной системы управления (пульт+УЦИ), так как станок из работы выводить нельзя.
Зацепил ранее установленную линейку и расшил первые релюхи к контроллеру. Всё монтируется временно и после окончания тестового монтажа перемонтируется заново уже готовыми функциональными модулями. Поэтому все провода с запасом и валяются как попало. Платы тоже висят на временном месте.






-
9
-
-
- Популярный пост
- Популярный пост
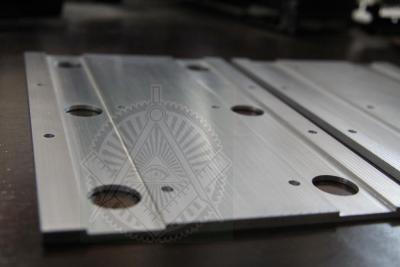
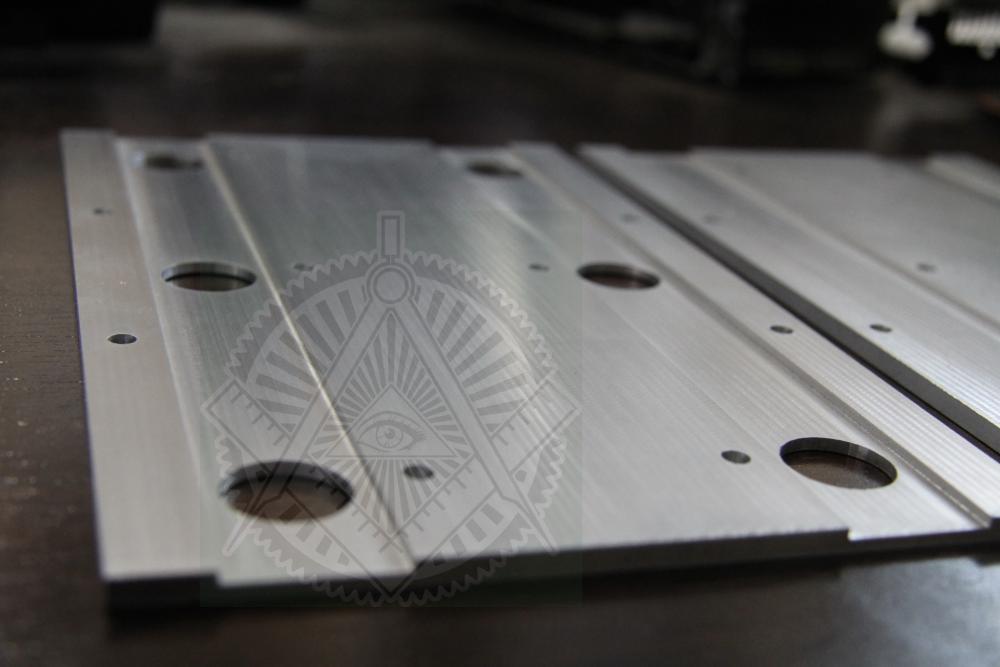
Распилив полученную заготовку продолжаем придавать форму деталям. Делаем чистовую обработку.
Прикручиваем заготовки на родные шпонки в паз стола. Видно несовпадение размеров после распиловки.



Торцуем первую плоскость, так как заготовки сидят на шпонке, то поверхность у нас получается сразу параллельной шпонпазу, чего мы и добивались.


Первая плоскость готова, размер получился довольно точный.

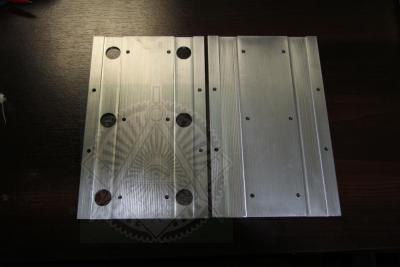
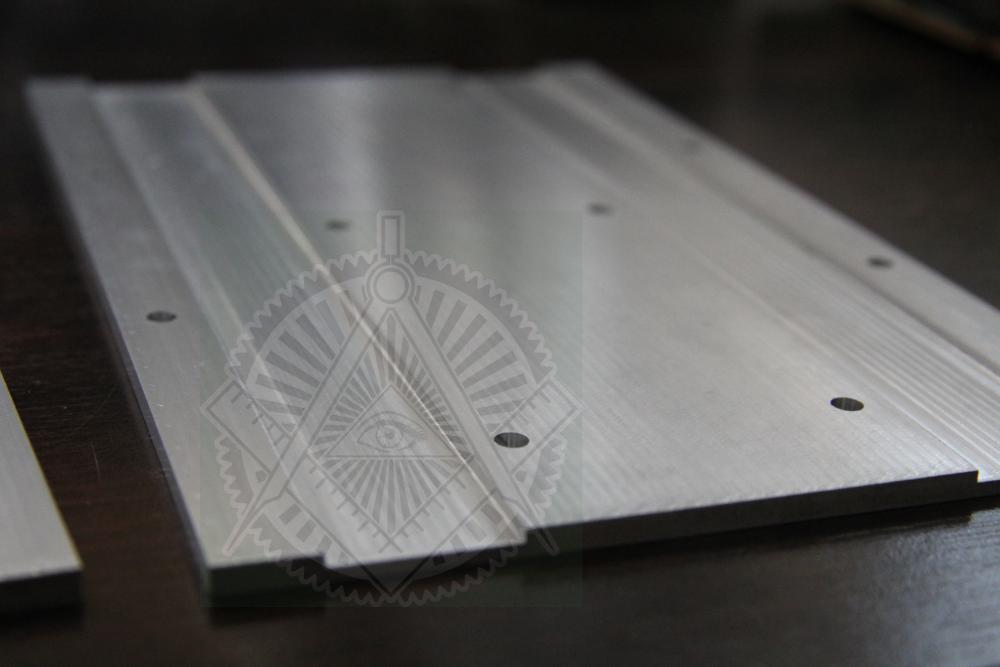
Снимаем и переворачиваем, но выставляем уже на подкладках чтобы не портить стол.





Теперь разворачиваем стол на 90 градусов и впервую очередь торцуем упорку которую недоделали в прошлый раз так как было лень разворачивать стол.

Ну а после упорки начинаем торцевать наша детальки.



После торцовки упорок можно сразу начинать ими пользоваться. Очень облегчает работу и выставление деталей.
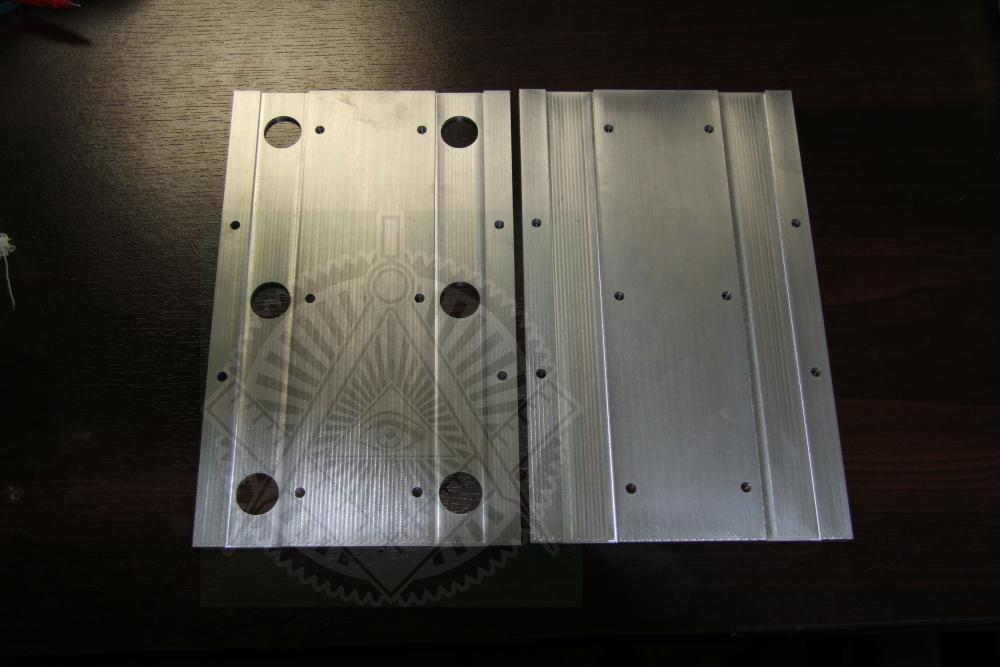
Продолжаем изготовление приспособ для работы.







Продолжение следует...
-
12
-
Продолжение эпопеи с квадратингом.






-
8
-
-
-
9
-
-
- Популярный пост
- Популярный пост
Пришел сегодня раненько в Мастерскую и давай тиски грызть Фрезой Ф120. Первый проход сразу показал непаралельность основания к направляющим примерно на 0,3мм.


Пошмурыгав всё это дело фрезой, разочаровался в фрезах производства СССР окончательно. Как ты этой фрезой не двигайся, какую последовательность фрезеровки не выбирай, всё равно остается ступенька... Придется прикупить парк новых фрез импортного производства, а эти оставить на обдирочные работы.

В общем пинался, пихался, так ровную поверхность получить и не смог, снял фрезу поставил расточную башку Ф450мм, ободрал ей всё в чистовую.




После проточки площадки пришло время проточить и поворотное основание, всё продуваем, протираем, смазываем жидкой смазкой и выставляем по угломерному нониусу на "0".


И начинаем точить...


После первого прохода 0,2мм видим что поверхность кривая напрочь и требует гораздо бОльшего сьема, а не просто чистки.
Продолжаем драть до победного результата (в итоге снято 0,85мм)...


Вроде бы и победа, снимаем тиски с оправки и прикручиваем на "тумбу" для проверки. Результат не радует... Градусная шкала (с завода) сдвинута относительно шпоночных пазов примерно на 3градуса, что есть погано и работе будет мешать. Снимаем тискис кубика и возвращаем в исходное положение для последующей доработки...
Грызем монолитной фрезой Ф20, одновременно расширяя уши крепления и шпоночные пазы до необходимых нам 21,94мм. С завода на этих тисах пазы под шпонку и болты Ф18, у меня же паз 22мм поэтому сразу подгоняем тисы под нужный размер, чтобы при установке тисков на стол или кубик угломерная шкала совпадала с началом координат.


Ура победа!!! На сегодня рабочий день подошел к концу. Вторая половина тисков доделается завтра.

-
14
-
... льете сами ?. Я к тому есть у нас клиенты литейка(и) , одно из них дитальки для автопрома ( бмв , мерс и т.д. ) льют и успешно . П.С. другие соседи так они просто из лома ( цвет.) полуфабрикат - прут\кругляк , но кажется ни так бойко у них дела ( наблюдаю остановки кратковременные ).
Это клиентское изделие. Рыболовецкий колхоз грузила льет себе на сети.
-
Изготовление литьевой формы.
-
6
-
-
Добрался до своего любимого Станочка сегодня, начал изготавливать оснастку, паралельки, подставки, кубики. Оснастка делаться отказалась... Точнее делалась но косорылая +- 0,5мм, так как все плоскости под разными углами. Значит сначала надо привести в порядок плоскости.Приводим... Чугуний оказался отбеленым, пластины ВК осыпались сразу. Меняем пластины на ВОК61 и дерем десяточками..
На очереди двое тисков которые тоже надо сделать параллельными со всех сторон...
https://youtu.be/cKoIQRvoYPc-
6
-
-
Запалил станок за работой. ЧПУ это хорошо... Сидишь дома, смотришь в камеру, а он работает...
-
2
-
-
Я сейчас может глупый вопрос задам, а можно ли лимб изготовить с другой ценой деления? Будет мелко или так вообще не делается?
Можно, но уже не актуально. Поставили УЦИ, поэтому на лимбы смотреть уже нет надобности. А так - снимаешь лимб, чистишь резцом и на 4х осевом ЧПУ наносишь нужную тебе риску.
-
2
-
-
@Sakhalin_Cat, А какого года агрегат?
1983. Но он не работал, больше стоял. Очень уж у него всё управление специфичное. Токарь который работает на 1к62 или 16к20 если его поставить на этот станок через пять минут пошлет начальника цеха подальше и откажется работать.
Одна поперечка с делением 0,04мм чего стОит. Работать вроде не мешает, но при каждой размерной перестановке лимба конкретно подвисаешь подсчитывая на сколько надо сдвинуть лимб с ценой большой риски 0,4мм а мелкой 0,04мм... Хотя полный оборот нормален 10мм... Вот попробуй с ходу дать ответ(повернутиь лимб) сколько рисок в 33-х мм? А в 3,3мм?Сейчас линейки поставили, проблема отпадет сама собой, а до этого подвисать приходилось конкретно.
Вторая неприятная особенность - крепление задней бабки гайками... Гаечный ключ в руки и вперед... Тоже неудобно, но не критично. Мы наверное туда гидроприжим потом поставим с гидроаккумулятором.
Третье - нет ускореной. С непривычки давишь кнопку которой нет. Но подачи на столько легкие и плавные, что в принципе нормально работается без ускоренной. (Ускоренная появится потом, при установке сервоприводов)
Четвертое - автоматическая подача с фартука включается только в одном направлении, направление переключается с КПП на передней бабке. (Изменится потом, при установке сервоприводов)
В общем при всех своих огромных плюсах, станок непривычный и на серийных изделиях неудобный. Потому и дожил до наших дней в девственном состоянии. На нем просто никто не хотел работать.
-
5
-
-
- Популярный пост
- Популярный пост
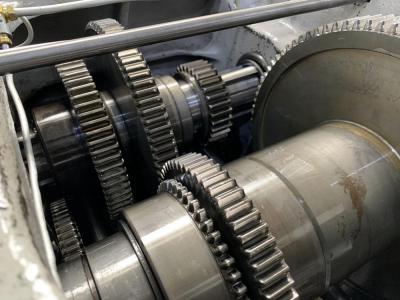
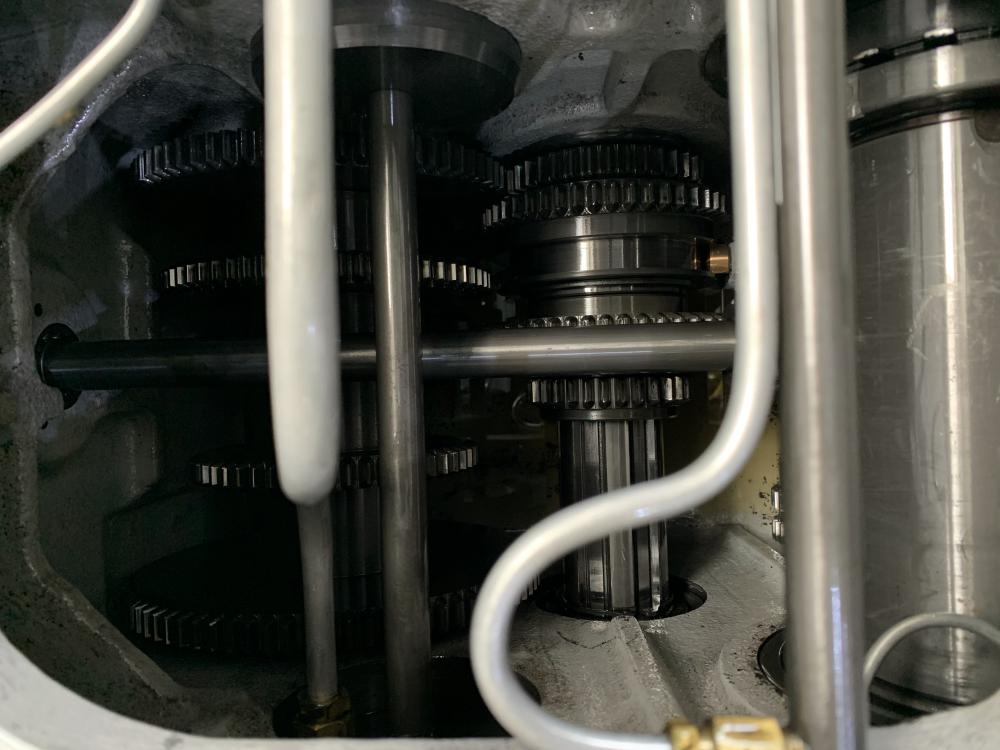
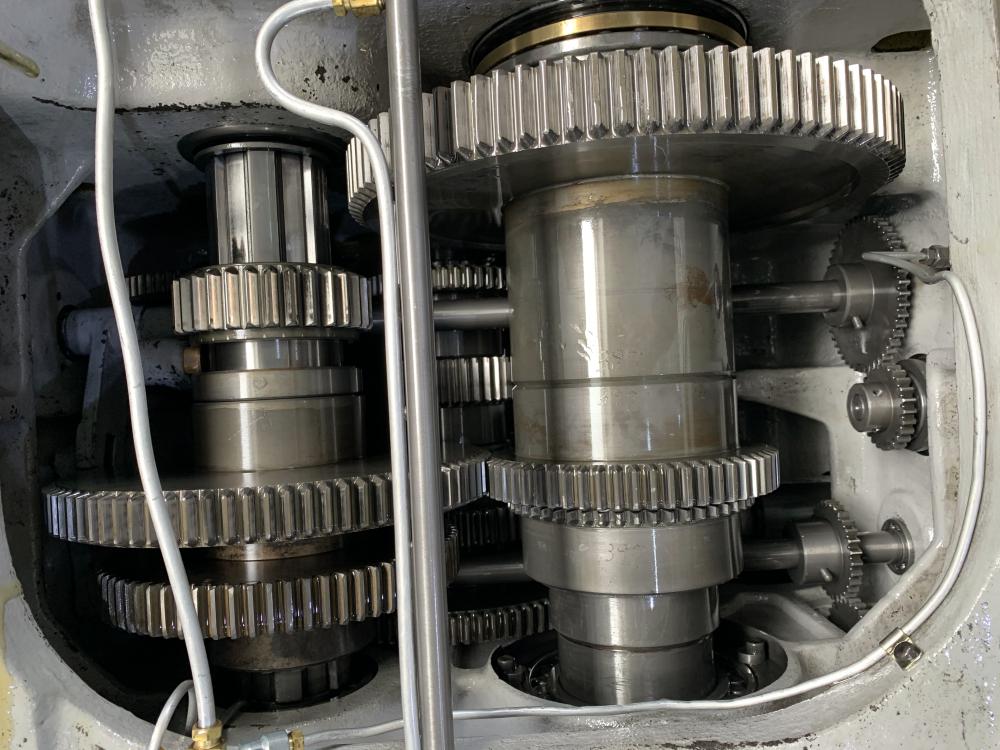
Устанавливали сегодня линейки на "Японца", решили заглянуть в коробку шпинделя... Господа,я боготворю японских конструкторов. Я более качественной и продуманной сборки никогда не видал (у станка).
1) Балансированные все шестерни.
2) там где есть шпоночные канавки или проточки то в контрточке сделано балансировочное высверливание чтобы убрать дисбаланс.
3) "Душевая" для КПП, масло попадает везде хорошим напором.
4) Все вилки переключения с бронзовыми ползунами.
5) Все оси включая ручки переключения на подшипниках.
6) Все шестерни шлифованные даже по торцам.
7) Люфтов нет вообще.
Я в Восторге от этого изделия. Сейчас одновременно перетряхиваю коробку суппорта от ДИП-500... Я не знаю как их сравнить, я просто не могу подобрать слова антонимы для сравнения этих изделий и их описания... Я просто не понимаю, как два изделия с практически одним и тем-же функционалом можно настолько по разному изготовить. В одном всё с душой, красиво и аккуратно, в другой всё забито молотком, кривое и через Ж... Хотя и год выпуска один и назначение... Только страна разная...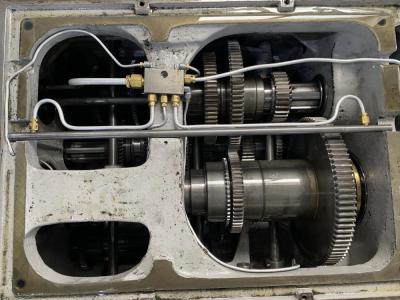



-
11
-
Наш фрезеровщик увидел винтернетах центроискатель от растовских мастеров (chernega rose), теперь покоя нам не дает, говорит пока не купим растачивать не будет.
Покажите ему Ренишоу как на фото выше (С рубином на кончике), уверен он забудет то, что хотел раньше.
Я видел эту поделку, не впечатлило. Круглый китаец гораздо лучше и удобнее. Но ребятки молодцы. А вот шаберы у них зачётные, все прикупить руки не доходят.
-
3
-
-
- Популярный пост
- Популярный пост
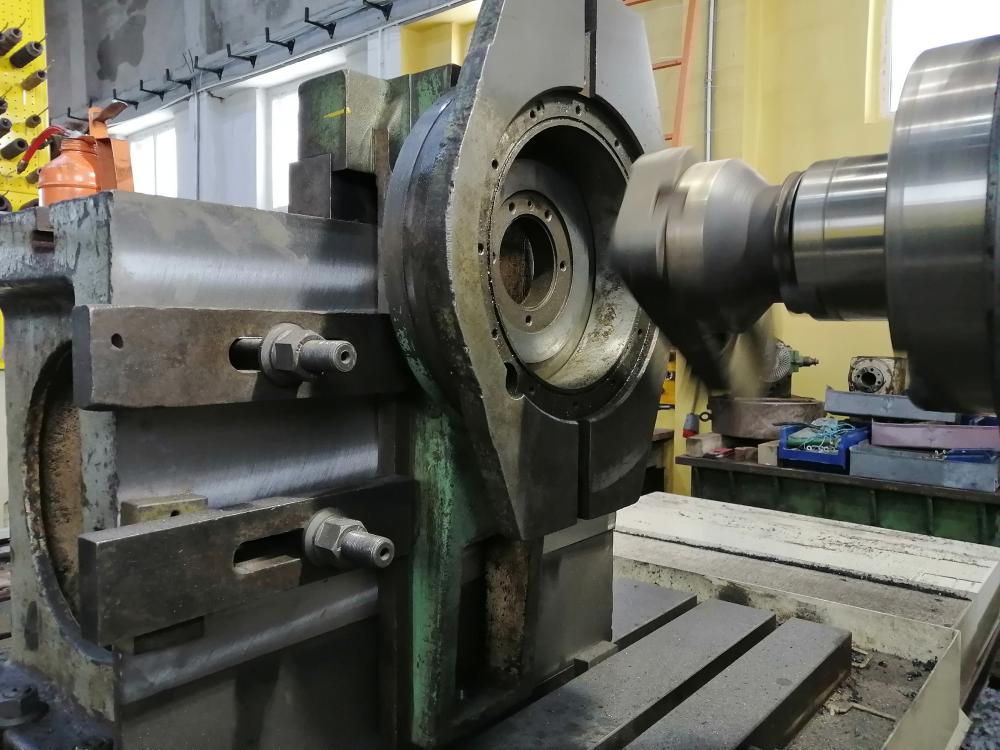
Сегодня наконец-то выдался несильно загруженный день и я смог поработать на своём любимом станочке. Растачивал посадки под болты, так как во время проектирования этого узла были допущены конструкторские ошибки. Блестящая деталька - штатная крышка неподвижной опоры станка который мы мастерим, Материал ст45, твердость 40 HRC. Матовая крышка - основание для установки энкодера, обычная ст3-5пс из обрезков плазменного раскроя. Задача максимально точная соосность деталей.
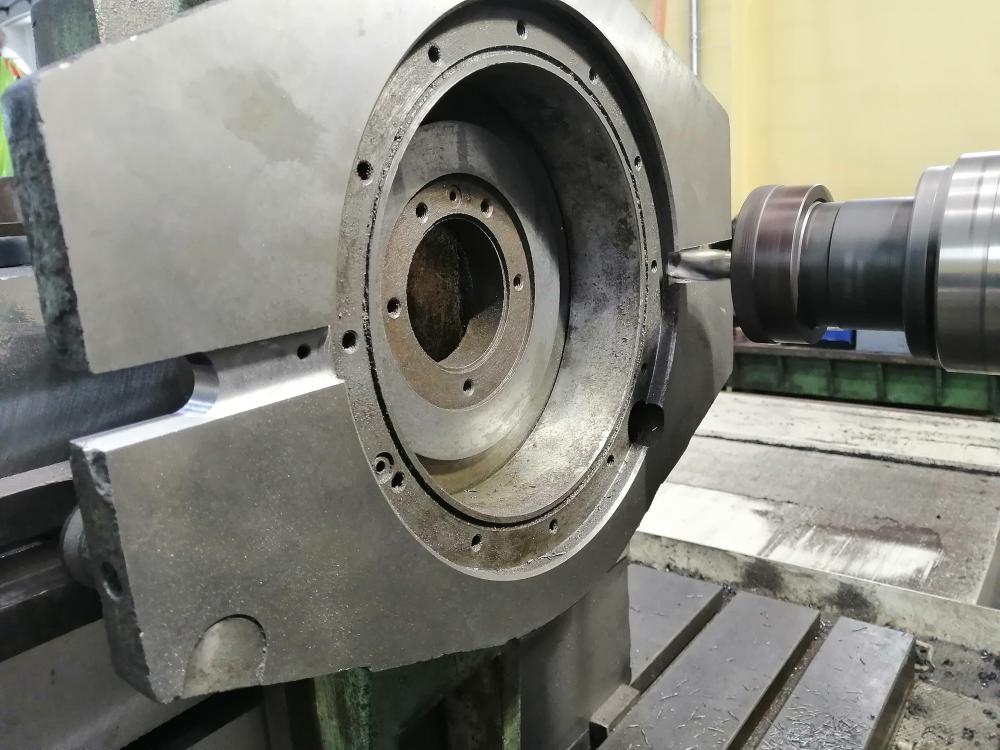
1)Обкатываем дырдочку продолбленную буром от перфоратора, чтобы превратить её с помощью фрезы в отверстие нужного диаметра:

2)Ковыряем дырдочку фрезой Ф12мм для достижения нужного результата:

3)Другой монолитной фрезой Ф20мм разворачиваем потай для головки болта (фото нет, забыл сфотать) и получаем блестящий результат:

На последнем отверстии я решил ускорить процесс и докрутил подачи...В результате фрезу отогнуло, финишное отверстие стало меньше из-за отгиба и фреза на практике показала мне что такое сварка трением.... Выковыривать намертво приваренную к каленой железке фрезу неприятно и неудобно.


Всё это измерялось новым штангелем из предыдущих постов. Штангель показал себя достойно, повторяемость результата измерений 100% из 100, возвращение в ноль - чистый ноль.

Потом фрезернул выточки под ключ на гайках вала, а то как их круглые закручивать и затягивать? Газовым ключом некошерно как-то..



Ну и на этом день почти закончился, чуток пофрезеровал кубики из кругляка - будущие призмы, но доделывать буду их уже завтра.
Еще получил посылку. Наконец-то дождался комплектующих для переделки пневмосистемы и системы смазки "на новый лад", осталось дождаться электронику, клапана и датчики. После чего можно будет перетряхнуть станок и собрать его так как мне хочется.

-
12
-
Я говорю О токарном станке. Это трубонарезной станок?
это станок 1М65 (потомок ДиП-500).
-
- Популярный пост
- Популярный пост
Roland MDX-650 с автосменой и 4й осью.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifpost-3431-051181100 1330956706.jpg
Примеры работ на станке:


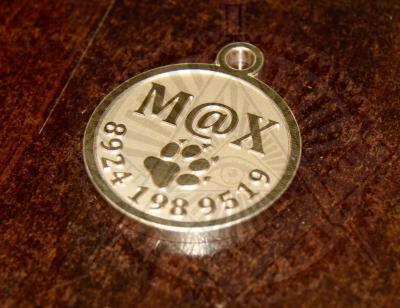



ООО "Центр Технической Помощи", г.Южно-Сахалинск.
-
11
-
 1
1
-
Roland MDX-650 с автосменой и 4й осью.@Alina, станочек небольшой похоже, какое рабочее поле у него? Примерно, точные размеры не нужны.

https://www.rolanddga.com/support/products/milling/modela-pro-mdx-650-3d-milling-machine
ООО "Центр Технической Помощи", г.Южно-Сахалинск.
-
9
-
1
-
-
На фото с капролоном труборез 9н73?
Вы о чем?
-
На эрозионном станке или мехобработка?
Квадрат и шпонки - эрозия, всё остальное токарка. Закалка обьемная ТВЧ.
-
5
-
-
@Sakhalin_Cat, Доброго дня, это я понял, просто после сварки не сильно коробления повлияли на саму деталь. Обычно мех. обработку стараются выполнить после сварки.
Я не в курсе почему именно такая последовательность была выбрана. Там могут быть обороты 0,5 мин и допуск +-5мм, а может еще чего.
-
1
-
-
@Alina, Доброго дня,чем обусловлен такой порядок изготовления?
Скорее всего клиент попросил удешевить процесс. В связи с этим чтобы много стружки не гнать и металл сэкономить сделали составную. По виду шлицевая каленая ст45, фланец ст3-5, может 09г2с, обрезок с плазмы.
Но это мои догадки, подождем Алину, надеюсь разьяснит.

























































































Моя Мастерская
в Наши мастерские
Опубликовано
Сборка потихоньку приближается к финалу, две трети механики и слесарки миновало успешно... Ну и примерно 1\3 проводочков развелась по своим точкам подключения.
Еще пара дней на проводочки и можно начинать писать скрипты автоматики. Потом отладка...