

Учусь
-
Постов
1 230 -
Зарегистрирован
-
Посещение
-
Победитель дней
6
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Учусь
-
-
Проволочку 1мм зарядить и она решит проблему
Нет, Валерий, не решит. Аппарат заточен под сварку проволокой 1,2 и все программы в нём под 1,2, обмануть его поставив проволоку 1.0 не представляется возможным, точнее это можно, при условии огромной кучи одинаковых швов в одном положении, каждый режим придётся настраивать полностью в ручную, двойной пульс вообще не настроить. Корректор по скорости подачи работает только на основной ток; ток зажигания, спада,ток второго пульса к нему не привязаны. И везде лезет синергетика, при выборе толщины проволоки 0,8-2мм, при одинаковых настройках вы получите абсолютно разные швы по внешнему виду, как впрочем и при выборе материала.
любая сложная машина требует освоения.Возьмите лорх, поставьте линейный режим и работайте во всём диапазоне +- без проблем, не большая коррекция индукции, максимально просто. Мы сейчас не импульсный режим настроить пытаемся, а режим КЗ, куда уж проще.
у меня нет подобных претензий к данной машинеЗаметьте товарищи из эвы согласились, что моё наблюдение не без основательное, просто оно так есть. Я привык работать на максимально короткой дуге, вот и использую всякие карбоновые каналы, а тут оказывается аппарат этого не позволяет, я расстроился.
Если не затруднит сделайте пару швов на 6-8мм пластинах в тавровом соединении при переносе КЗ.
-
 2
2
-
-
По второму пункту. Дело не в подаче, дело в напряжении. С ростом напряжения капля будет расти. Данных режимов просто нужно избегать.
По поводу каплепереноса вопрос оказался совсем неоднозначный, завязанный скорее на аппаратную часть источников, а не на ПО... Дело в том, что из-за особенностей схемотехники есть ограничение по максимальному току короткого замыкания. Из-за этого не всегда можно получить мелкую каплю, особенно на переходах КЗ - струя. Ток КЗ отвечает за интенсивность пинч эффекта на перемычке (вкупе с индуктивностью), т.е. косвенно определяет размер капли и время ее отрыва. При максимуме КЗ 600А на скорости 4-5 м/мин капля успевает сформироваться в нужных размерах, но при подаче 6-7 м/мин. при том же токе КЗ капля будет бОльшего размера, т.к. и количество подаваемого в зону сварки металла увеличилось. Соответственно, при попытке уменьшить каплю за счет снижения напряжения (уменьшить длину дуги) эффекта уменьшения капли не будет, т.к. ток КЗ это не увеличивает. И в определенный момент капля просто не успевает перетечь в сварочную ванну, из-за чего возникают "затыки". На данный момент мы поднять максимальный ток КЗ программным способом не можем. Для этого надо переделывать силовой модуль. Работы на этом фронте ведутся. И при разработке следующего поколения аппаратов EVOMIG я думаю этот вопрос будет учтен.
Проблема это или нет..., ну старый гроверс получается лучше. Алексей ака @tehsvar, прокомментируйте пожалуйста при возможности.
а вот шов какой то горбатый (много навалено ) и что то кажется подача слишком большая?
Да я просто не вижу как варю, на низкой экспозиции через экран смартфона слишком темно всё, но каплеобразование и перенос виден лучше. А по подаче верное замечание, это коррекцией длину дуги пытался уменьшить чтобы капли были меньше, а получалось в итоге что дуга захлёбывается.
ЧИСТАЯ программа без коррекции

Я уже списывался с представителями евоспарка и говорил что у них завышено напряжение. Не верют)
Александр , смесь какую пользовал?
Пока всё с обычной. Баллоны надо углекислотные найти. Пока не до этого.
-
2
-
-
По первому пункту. Для меня загадка, что значит плохой тон для аппарата, ему пофиг, он железный. Есть диапазон регулировки заложенный производителем, в котором я могу играться. И я кручу столько, сколько мне нужно на дуге, что коррекцию длинны, что индуктивность. Сколько там при этом осталось до края и осталось ли вообще - меня не парит.
Вы взяли аппарат с синергетическим управлением, который по факту создается для пеньков. Человек выставил толщину металла, аппарат сам выставил оптимальные значения. Небольшая коррекция по желанию, а не обязательно, здесь чтобы начать работать-надо бить в бубен.
Дело не в подаче, дело в напряжении.Да ладно, ну я же идиот и не знаю что всё от напряжения...Особенно в тех местах когда говорю, обратите внимание на поджиг, когда проволока просто хлопком разлетается и показываю на циклограмму. А еще можно увидеть на видео, что аппарат начинает троить именно при подаче больше 5м/мин, в разных программах разное напряжение, где-то для подачи 6м/мин, требуется 19 с копейками вольт, где-то 22, а поведение одинаковое.
И прям-таки 20 В для проволоки 1,2 столь критичны, что прям появляется крупное каплеобразование, не несите чушь, при 25 В, я еще поверю. Будет время я запишу работу старого 250-го Гроверса, Ну чтобы глупого втирания про большое напряжение не возникало.
-
3
-
-
Итак не большое обновление. На этот раз косяки. 4 видео, 4 программы сварки. Комментируйте. Рекомендую смотреть начинать через 2-3 часа с момента появления данной публикации, ютуб обрабатывает видео, возможно оно будет доступно в 4к. На швы не смотреть, сваривал я одной рукой, второй держал маску с телефоном, сварка велась по экрану телефона.
Мои замечания:
1) Оператор не должен приближаться к крайним значениям корректировки, это плохой тон для аппарата (вменяемую сварку на проволоке в 1мм настроить можно, об этом позже).
2) Аппарат толком не сваривает при скорости подачи больше 5мм/м, не считая импульсных режимов и струи. Импульс надо допиливать, особенной двойной, об этом позже.
-
5
-
-
проволоку из горелки вытащите и изолентой кнопку обмотайтеруками нажимать горелку
-
Емкость для пищевых целей из нержавейки,В некоторых местах внутри была зачищена щеткой для черного металла. Как теперь убрать вкрапления железа в нержавейке?
Вы если кислотой вытравливать вздумаете, потом после промывки наберите воды и бумажкой лакмусовой проверьте на всякий.
Состав пасты это в основном очень не много плавиковой+азотная и серная кислоты+еще всякая фигня. Концентрированная азотная и серная кислоты железо сожрут. Потом конечно лучше пассивировать. Пассивировать уже можно и лимонной.
-
1
-
-
@Steelcar, Чем дают тем варят. Поди проволока 1,2 и газ левый, боялись прожечь в итоге понастроили и каках набросали. Правда такие рОботяги стоят своего работодателя.
-
2
-
-
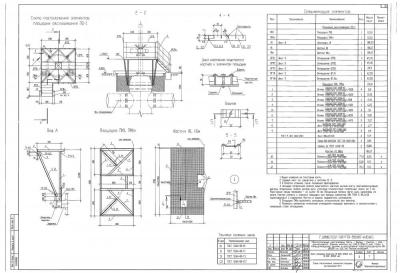
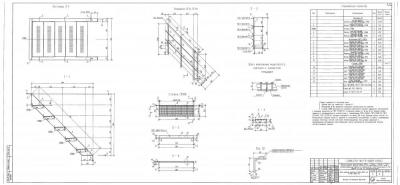
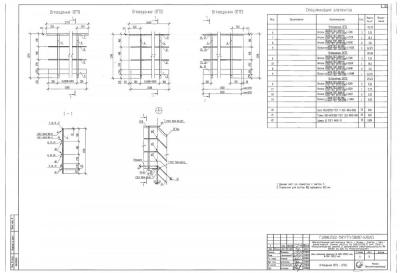
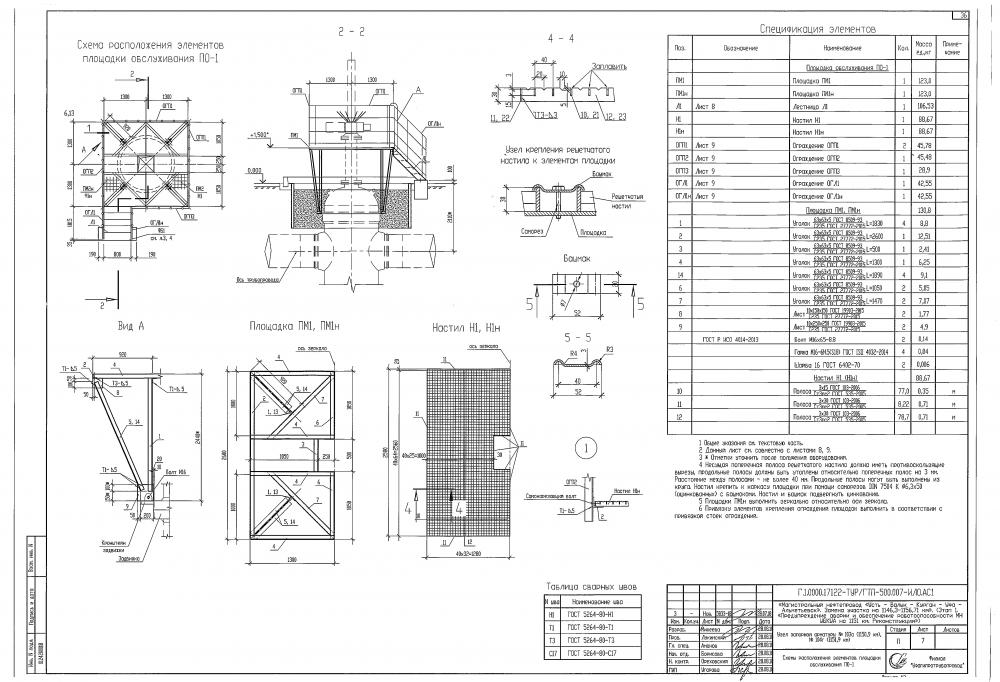
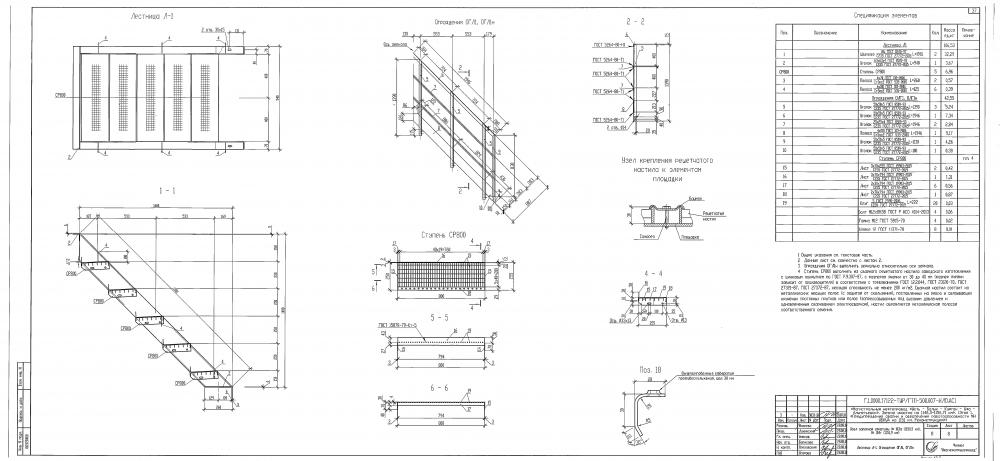
И это даже не сборочный чертеж,есть вообще у кого понимание как его собрать?
Транснефть
-
В чертеже как минимум видно что в горизонтальной пластине высечен паз для вертикальной, поэтому по логике вещей сваривать/паять снизу, по скольку вертикальная деталь садиться заподлицо, а изготавливается нож, то сварка идёт без усиления, своим телом.Прошу совета, стоит задача изготовить изделие из 40Х13.Предподогрев обязателен. А что про деформации это уже вопрос.
-
Если это отдельная готовая деталь, то только фиксацией свободных краёв. Вообще металлоконструкции из нержи желательно всегда фиксировать/полностью собирать на прихватки, затем обваривать.Подскажите, кто знает, как избежать такой деформации? -
Cebora SOUND MIG 2060/MD STAR DOUBLE PULSE MIG/MAG ток при ПВ 100%: 160 А MIG/MAG ток при ПВ 60%: 200 А
А говорите из миллионов на 60% пв не встречали. И дабл пульс присутствует. Первый кандидат есть.
-
@Vlad750, Я против кемпи, ибо пв 30% при 250А, надо смотреть от 60%. Смотрите импульсники, импульсник на 200 в пике и 350А выдать может. Мощь можно газами поднять, если прям цель такая, выжать максимум из 220В сети. А с Виктором я по части 380 солидарен, токи внушительные. На счет сервиса сказать не могу, но лично считаю что тянуть и 250А из 220В на данный момент это утопия. Скоро выставка в МСК будет, велдекс называется, приезжайте попробуйте своими руками. Напишите в лорх/евм/меркле/рём, озвучьте свои пожелания, вам скинут подробные предложения, возможно даже привезут чего посмотреть.
-
2
-
-
Я алюминий ПА вообще никогда не варил, прям чтоб варить, пробовал минут 5, понял что и обычном ПА это делать можно и даже красиво, если в струю загнать, и на этом эксперимент закончился. НА чернухе попробую, на люмишке не обещаю. Не факт что продолжительности мощного импульса в 0,1 будет нормально, возможно его надо еще уменьшить будет. На вскидку, на видео по чернухе, продолжительность пикового тока 0,1с, тока "паузы" 0,8-0,85с. Надо только с током определиться, пауза в районе 50-60, а пик в 150, не знаю возможны ли у меня такие соотношения в двойном пульсе, как я и писал есть ограничения, что бред.на алюмине горизонт поинтереснее именно в нем работать-
1
-
-
Поздравляю с отличной покупкой!
Спасибо
Алюминий еще в переди? Или уже пробовали?Я отдал свою нормальную горелку соседям алюминий посваривать, они там на обычном аппарате пытаются, у меня двойной пульс только под 1,2, так лень будет под 1-ку настраивать, но потом обязательно попробую. Но перед этим нержа, а сегодня я целый день убил отделяя зерна от плевел, большая часть программ либо, мусор либо копирует другие, зачем-то прилепили не нужное сочетание 2-х токов в режиме короткого замыкания. Да и одинарный пульс, если есть двойной нафиг не нужен. Из крутых режимов - DAC-MD, мне чем-то напомнил евм-ий колд, 100% замена обычному режиму КЗ, ток выше, ванна уже - брызг минимум. Естественно двойной пульс, еще режим сжатой струйной дуги, такой что 10-ку в тавре насквозь давит. Режим чередования пульса и кз, при текущих ужатых настройках, такое себе.
-
1
-
-
Я не знаю на сколько моё текущее актуально.А что, новое ПО не доделали?
За двойной пульс, +- норм. Плюс это безнал, мне денег должны были (230к), рассчитались аппаратом с не большой доплатой с моей стороны. Я больше расцениваю эту покупку, как покупку игрушки/головоломки, чтобы занять себя на какое-то время. В компанию к этой штуке у меня есть смеситель WITT, аргон/со2 0-25%.не дешево.-
1
-
-
Цена вопроса?
за 400+ Безнал, Ндс вернут. Брал больше в надежде на потенциал, у аппарата он есть, вопрос в том когда допилят ПО и стоить он тогда будет явно дороже.
-
1
-
-
- Популярный пост
- Популярный пост
Всех приветствую.
На днях стал обладателем сего девайса.
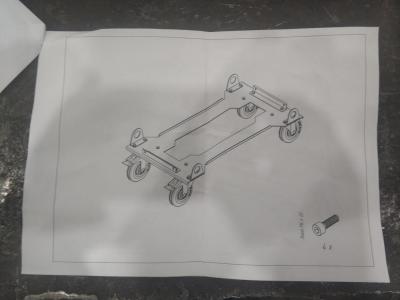
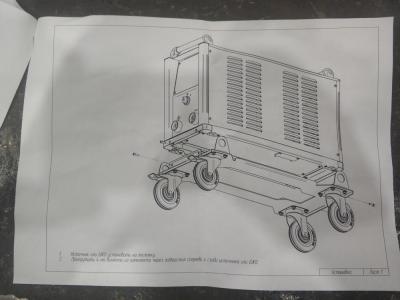
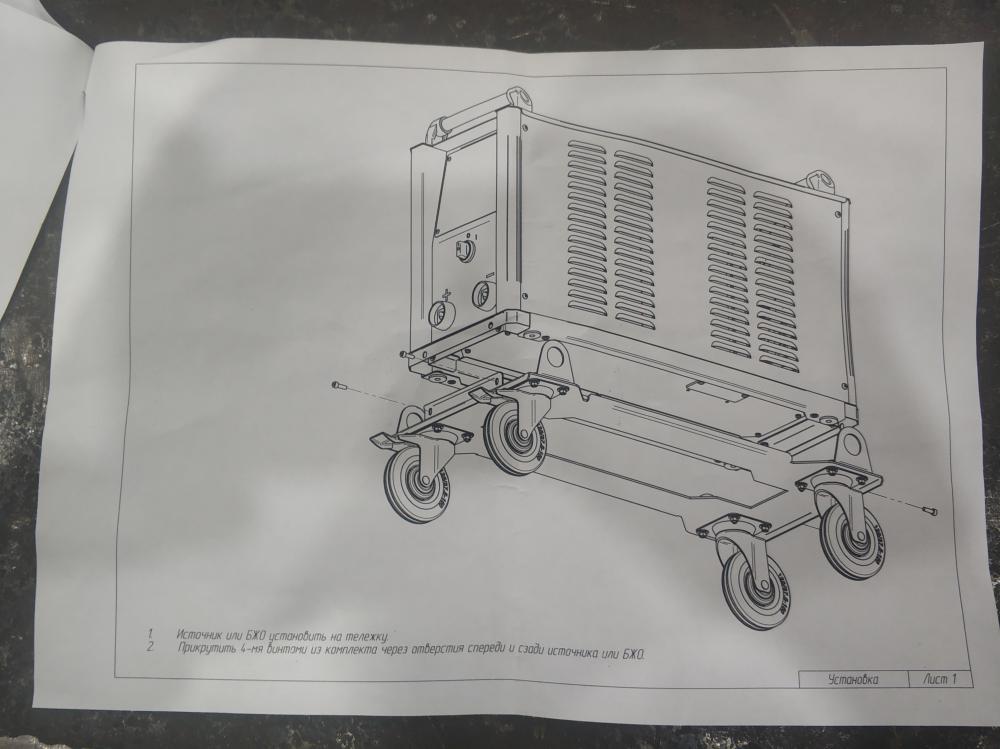
Забавная инструкция по сборке
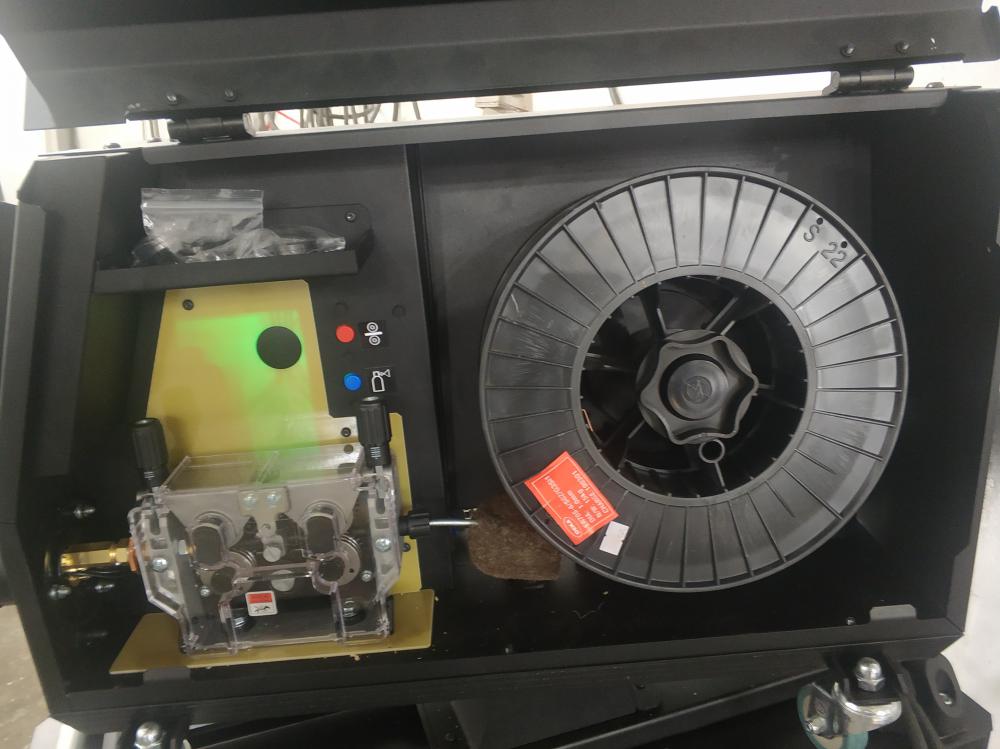
При сборке открылась часть внутренностей

В сборе выглядит как-то так:




Пришел без вилки, но зато хорошо обжатыми проводами

Подающий взял закрытый, в нем мне понравилось расположение катушки под не большим углом, а так же наличие не большой полочки.


Дополнительный дисплей можно не брать, смотрится не особо привлекательно, а его функционал может заменить модная горелка.

Шланг-пакет обрезинен и выдержит многое, но весит как кусок танковой брони. Для производства хорошо, для меня излишне бронирован.

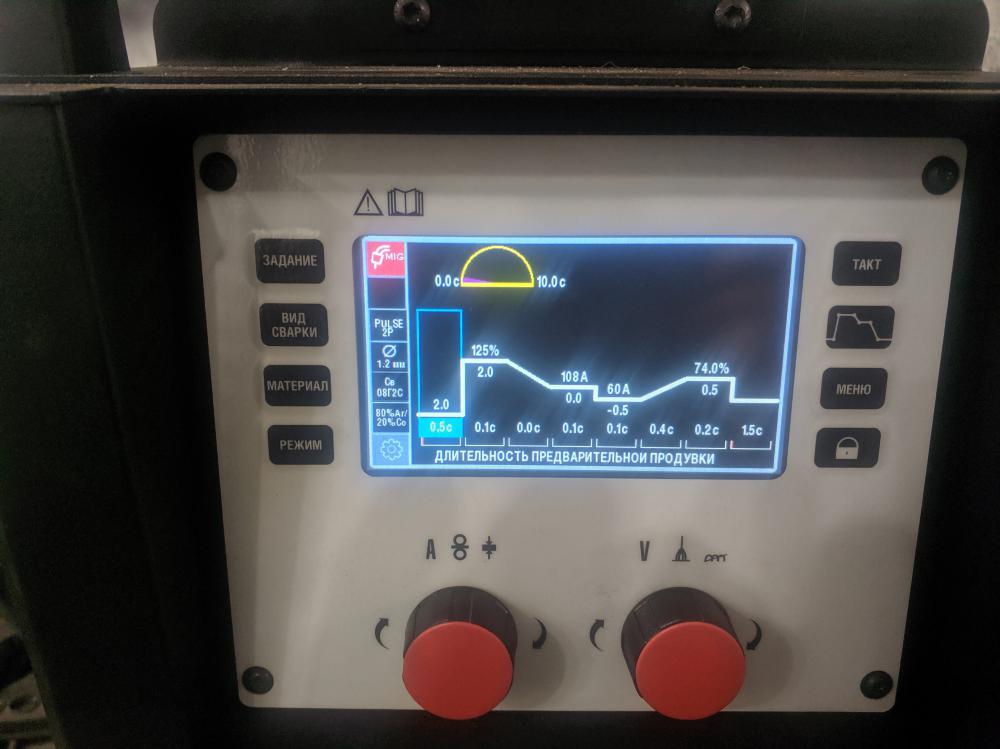
Моя версия ПО

Циклограмма, всех режимов где участвуют два тока

Что мне не понравилось по функционалу настроек.
Настройка второго тока жестко фиксируется и сохраняется неизменной при переключении режимов и настройки толщин, при этом она в своём минимальном значении ограничена минимальным процентом от величины первого тока. К примеру при установке первого тока в 120А минимальное значение второго составит 60А (цифра на обум), если мы увеличим первый ток до 200А, минимальное значение автоматически измениться на 90А, при обратном уменьшении первого тока второй ток так и останется на 90А.
Продолжительность кратна 0,1с, что я считаю многовато. Настраивается в приделах от 0,1с до 10с(10 то зачем?) лучше бы настраивалась от 0,01(0,05) и до 1 секунды с шагом в 0,01 или 0,05.
Динамика дуги(индукция?) не уловил её особого влияния, кроме крайних значений (+-30), при этих значениях аппарат начал подтупливать.
Для корректировки разбрызгивания в импульсных программах пользовался только регулировкой длины дуги и корректировкой скорости подачи проволоки, включается в меню, доступна только в программах
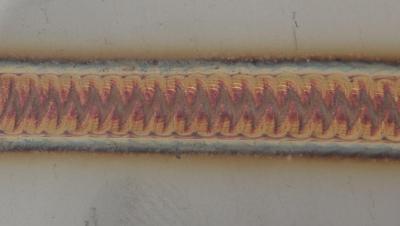
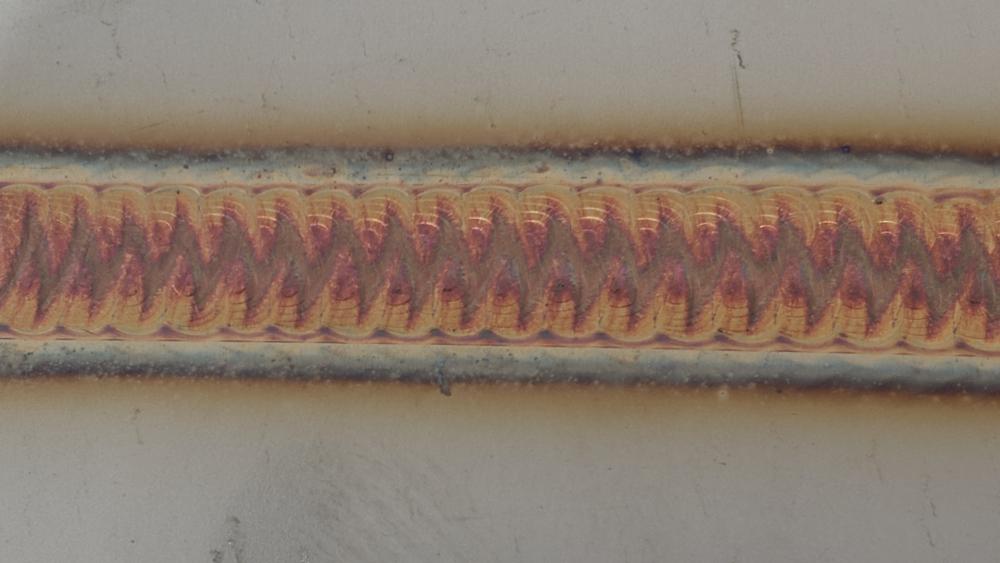
Вот шовчик сделанный на 2-ке проволокой 1,2, вроде в двойном пульсе. Для проволоки 1,2 очень не плохо.

Не хватает программ под проволоки отличных от 1,2, причем чем меньший диаметр тем меньше программ доступно. Настроить можно в ручную, используя коррекцию по скорости подачи, но это гемор.
Еще отмечу посредственный дожог проволоки, почти постоянно откусывать шарик на таком аппарате это моветон.
-
20
-
да и что бы выявить оптимальные длины дуги, «кошек» нужно сколько тонн?
Дождаться бы, тогда и увидим) Благо рядом обрезков швеллеров и уголков полуметровых валяется гора.
-
Я её редко катаю, толщин нет. В тавре не считается. Там так просто банально проще. А 90% моих швов в теме о тиг нерже выполнены в линейном режиме. Единственное что 1,5мм профиль и более тонкий металл, я уже в импульсе варю. Так проще красоту сделать.В линейном имелось в виду просто шов, не катая бабочку. -
варили бы как все в линейном режиме, да не парились
Я в линейном и варю, американка в импульсе это другое. Я вам скажу что американку можно 3-мя разными способами катать. Это вообще отдельная история. И сейчас варить как все, это работа 2 ну край третьего разряда в СССР, то же мне достижение

-
1
-
-
Почему это антирекламой? Это на последнем фото то, что я крутил сам, примерно 15 минут, первые фото это заводские настройки.
Брызг много, швы на 3, сдался вам двойном пульс, не вертикал лениво поднимаете. Просто мнение эстета не парьтесь.
-
@Hlorofos, Тьфу Андрею, 14 дневная рабочая неделя перейдёт в 21....Алесей это человек которй мне рисует чертежи, когда у меня времени нет, сижу с ним в вайбере...Голова уже кругом, 23 часа рабочий день завершается...
-
1
-
-
Вот только рот открой
Я к Алексею буду взывать

-
А ты и я и все, просто утонем в настройках.
Это мы еще посмотрим
испортив изделие и не одноА я дурак, на кошках режим наcтраиваю













Grovers MIG 200C -- проблема с поджигом дуги
в Советы в выборе
Опубликовано
@temu4en, Шарик откусывать не пробовали? Хотя чего греха таить: даже окисленный кончик проволоки мешает плавному поджигу. Далеко не все аппараты могут успеть среагировать, на увеличенный ток кз, который отстреливает шарик/сильно окисленный кончик при первом поджиге.