

Учусь
-
Постов
1 230 -
Зарегистрирован
-
Посещение
-
Победитель дней
6
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Учусь
-
-
при кз естественно спад выше и стремится к нулю,
Выше спад чего и что стремится к нулю? Ток?

-
 1
1
-
-
Ну так поведайте в ваших разработках есть дросселя или нет,и есле есть то для чего?
У нас нет в технике дросселя. Одно из применений - сгладить естественные пульсации тока, которые появляются при наступлении КЗ-касании проволокой ванны, и при его окончании - разрыве перемычки.
И что меняет крутилка на полуавтоматах с надписью индуктивность?В пульсе это обычно частота импульсов, чтобы воздействовать на перенос делая его либо мелкокапельным либо крупнокапельным, естественно меняется глубина проплавления и ширина шва. Некоторые производители меняют форму импульса при сохранении частоты. В КЗ это скорости нарастания и спада тока. А вот в рут и колд процессах может быть что угодно.
Дроссель может работать не только в кз,вобщем ясно что дело тёмное и непонятное что производители делают с ним.
Откройте источник и посмотрите. Его просто добавляют в цепь, физически воздействовать на него нет смысла.
-
4
-
-
Ну как бы вам сказать, я занимаюсь разработкой сварочных процессов...то есть как бы отношусь к производителям.С вами тоже,когда на сто тысяч сварочников стоят дросселя и индуктивность на них меняется крутя потенциометром вам он не нужен,только вот производители так почему то не считают.-
1
-
-
Понятно всё с вами, вопросов больше не имею)Источник является питателем дуги ее вах.есле бы мог делать на лету (ну только шим модуляцией)то дросселя бы не ставили совсем в сварочники ну и кандеры выкинули бы. А раз ставят то можно ими и управлять.
А раз ставят то можно ими и управлять. -
1
-
-
Вах чего дуги или источника? Зачем "менять вах дросселем" если современный источник может это делать на лету?изменится форма вах.Может всё-таки не для этого он в машине?
-
1
-
-
Смысл понятен,а что тогда делает дроссель на силовом выходе?он ведь тоже может быть управляемым.
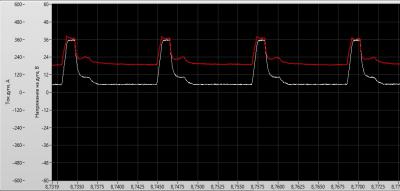
Ну смотрите на картинку, что я сверху выложил, интервал между импульсами порядка 10миллисекунд (100 импульсов в секунду). Что из себя представляет дроссель? Грубо это витой кусок проводника с сердечником или без. Длинный сварочный кабель тоже своего рода дроссель. Вот представьте для того чтобы управлять свойствами дросселя вам необходимо либо быстро двигать сердечником либо быстро менять расстояния между витками. И так 100 раз в секунду
И теперь ответьте себе на вопрос управляет ли дросселем "индуктивность" в современных источниках.Вобщем смысл в том что закладывается программно пульсация и проходя через дроссель она может дополнительно искажатся(дополнительно регулироваться)Если очень грубо, то да. И если вы вытащите из источника дроссель, процессы на котором были сделаны с использованием оного, многое станет работать гораздо хуже. Дроссель грубо говоря сопротивляется всяческим резким изменениям, окромя всего прочего. К примеру если ток резко растёт, с дросселем он будет не так резко расти, а если падает не так резко снижаться. Вот поэтому раньше были источники с несколькими разъёмами для байонетов. По средствам включения в разные участки дросселя получали разную скорость нарастания/спада тока, делая дугу условно мягче/жоще.
-
 1
1
-
1
-
-
Регулировка дросселем разговор про него.(а плавная это его параметры индуктивности что меняют форму пульсации)
Плавно меняются параметры индуктивности дросселя? Там чего электромотор на сердечнике установлен?
Вот вам картинка пульса. Где и как дроссель меняет форму пульсации?
это и есть вах.
Вах чего? Дуги или источника? Статическая или динамическая?
Если добавить подачу проволоки, то сопротивление уменьшится, что с напряжением произойдет? А если добавить напряжение при сохранении текущей подачи, что опять с сопротивлением станет? И как при этом изменится ток?
-
1
-
2
-
-
Прям таки форма вах?Ну как раз форма вольт амперной характеристики и меняется за счёт дросселя
Плавная регулировка чего и чем?сейчас по сути это это плавная регулировка-
2
-
-
Он появиться всё-таки или не стоит ждать?
На 90% закончен. Доделывают переменку.
-
3
-
-
"крыша" у супер ТИГ аппаратов съезжает .
Крыша у тига съезжает потому что внутри осциллятор фигачит
К мма сварке на полуавтомате у меня претензий нет, да и на тиге им баловался, всё там не плохо. Крыша не может съехать, потому что как не крути везде цифра и везде своё ПО, если в ПО где-нибудь 1-ка с ноликом местами поменяются, всё просто развалится. Оно либо работает либо нет (ПО и на всех аппаратах), а транзисторам вообще пофиг, они один фиг с частотой 147кГц управляются, это я про Эвоспарк сейчас (про частоту управления), что в МИГ, что в ТИГ, что в ММА.
-
3
-
-
так же и ТИГ аппарат заточен под ТИГ а ММА для приличия пихают.
Валерий я не соглашусь. Инвертору грубо говоря пофиг, тиг или мма, тут больше вопрос как идет управление ШИМом. Да и сюда можно еще и миг приписать с поправкой на максимальный ток (для тока КЗ) и мощность источника (падение напряжения) на длинные кабель-пакеты.
ТИГ и ММА это CC - источники стабилизирующие ток, напряжение на дуге зависит от расстояния между электродом и ванной. Mig - стабилизирующие напряжение (длину дуги надо держать), а ток как следствие. Напряжения много - ток падает, чтобы меньше проволоки отжигать, напряжения мало, ток растет.
-
5
-
-
Где маленький тиг от эвоспарк?
Ответил в ЛС.
-
2
-
-
Поставлю галочку в записную книжку)Приеду с вахты в январе, с удовольствием бы обновился бы, и сравнил бы.-
2
-
-
Добрый день! А для 2 модульных машин есть что-то новое в прошивке?
Приветствую.
Скоро мне должны запилить один функционал для возможности портирования всех наработок для трехмодульной машины в двухмодульную. Если после тестов всё будет ОК, то соответственно все процессы от трехмодульной, ну по крайней мере большая часть, будет и на двух-модульной. Правда есть нюанс с максимальным током КЗ. В трех-модульной машине это 600а, в двух - 525/470. В углекислотных процессах могут появиться проблемы, а могут и нет.
-
1
-
2
-
-
у меня свежайшая прошивка
Уже нет) Как минимум нет ни переделанного порошка ни новых рутов, а так же на днях был еще слегка доработан нормал 1,2 в смеси.
-
2
-
-
Александр, добрый день, это Ваше видео?
Приветствую. Это снимали точно не у нас. Возможно дилеры, возможно что-то из старого.
-
2
-
-
а зачем РУТ если есть замечательный Колд которым можно творить "чудеса" ,,,,, и в чем их отличие?
В случае рута сброс тока после завершения этапа КЗ в почти в 10 раз медленнее чем в случае колда (примерно от 500 до 900а/мс к 5000-9000а/мс). В колд - процессах перемычка рвется после сброса тока до минимума, а в руте на этапе сброса. Многие колд-режимы это просто переименованные руты, но это совершенно разные технологии сварки, требующие разной элементной базы.
-
1
-
3
-
-
Давно завязал и рад, закончил играть имея 64% побед и полностью фиолетовый рейтинг, пару лет назад. Пароль для доступа к аккаунту опубликовал на нескольких форумах) До сих пор стату практически не просадилиВидимо вы не "танкист", в отличие от ТС.
-
3
-
-
Расшифруй чо это , не совсем понял и похоже отстаю от "жизни"
Как только так сразу. Для их полноценной реализации мне нужен некий функционал. Поэтому как только его завезут так сразу и начну, если не буду занят чем-нибудь другим.
Я так понимаю усе это относиться к Евоспарк?По поводу созданных процессов, обновления и критики, да продукция Evospark'a.
По поводу создания процессов, ежели кто захочет что спросить я смогу помочь в некоторых нюансах. А так же возможно буду иногда выкладывать некие видеоматериалы переноса электродного материала в зависимости от процесса. В планах, например, визуализировать рут и колд. И возможно дать понять что перенос правильного рута не повторить КЗ, тут больше про скорость и тепловложение. А колд не заменить рутом.
-
1
-
2
-
-
обрезал хвост из меди на 100 мм.как говорит немец и тут начались танцы с бубном.то короткая дуга.то длинная.то грызет.то плавает
Хвост ежели что должен упираться в основание токопроводящего наконечника, так чтобы наконечник накручивался в небольшой натяг, думаю как раз с этим у вас могло и не получиться. Есть конечно вариант что просто спираль была подобрана не под диаметр проволоки.
-
1
-
-
Тема посвящена преимущественно разработке полуавтомата.
В данной теме вы можете:
- задать вопросы о разработке сварочных процессов;
- узнать о последних обновлениях и нововведениях;
- оставить отзыв.
 Вопрос о возможной модернизации оборудования задать можно. Для этого необходимо предоставить серийный номер и обозначить месторасположение. На 1 октября 2020г. Были полностью переработаны (в трехмодульной машине):
Вопрос о возможной модернизации оборудования задать можно. Для этого необходимо предоставить серийный номер и обозначить месторасположение. На 1 октября 2020г. Были полностью переработаны (в трехмодульной машине):- ROOT-процессы для проволоки 08Г2С диаметра 0.8, 1.0 и 1.2мм в среде Co2 и 18% смеси;
- Normal для проволоки 08Г2С диаметра 0.8, 1.0, 1.2, 1.6мм в среде Co2 и 18% смеси;
- Normal для 308/309 нержавейки 0.8, 1.0, 1.2 в смеси Ar+2%Co2;
- RCW - сварка порошковой проволокой (FCAW) 1.2мм в среде Co2 и 18% смеси;
- Jet-DAC (в народе Force) – режим для сварки с большим вылетом и глубоким проплавлением, пока переработан только для проволоки 08Г2С диаметра 1,2мм.
Большая часть остальных процессов подверглась косметическим изменениям, для возможности их портирования в обновленные машины.
Данные обновления наиболее актуальны владельцам относительно новых машин – конца 2019 года и новее, а также владельцем машин с кабель-пакетом до 15м (в последнем случае процессы будут требовать не большой корректировки по напряжению). Рекомендую обновиться, да и мне будет интересна обратная связь.
Планы на ближайшее будущее:- Готовится обновление платы управления, точнее её ПО, что позволит минимизировать отклонения между сварочными источниками. Ориентировочно конец этого года. Скорее всего обновить можно будет любые машины;
- Обновление ТР-ки. Есть большое желание заняться COLD-процессами, аналогами COLD-ов, представленных в EWM AlphaQ и TitanXQ;
- Пульсы – КТТС.
-
3
-
В момент поджига, проволока упирается в металл, аппарат плюется шариками вплоть до отстреливания куска проволоки в сварочную ванну.
90% что не правильно первичный поджег реализован, это лучше вам сразу в ГРПЗ написать, приложив серийный номер. Раз проблема от 2,5м до 6, а после нет. Значит старт просто на этом интервале плохо реализован.
Там в аппарате он никак не настраивается?.
-
Мужики, доброго времени суток. Такой вопросик возник, почему при полуавтоматической сварке нержавейки переодически получается борода
Как отписали выше, перетянуто сильно у вас и проволока при утыканиях бородит. Скорее всего 0.8 варите.
1)Возьмите горелку покороче, 4 а лучше 3 метра.
2)Заправьте в неё тефлон/углетефлон, так чтобы он доставал до роликов (придется вытащить трубку из железа или пластика или ещё чего у вас там.
3)Заправка должна быть правильная. Лайнер должен упираться в наконечник, точнее наконечник должен на него насаживаться. Признак хорошей заправки: при протягивании проволока будет выходить с закрученным наконечником. При заправке проволоки в тефлон обязательно закруглить острый кончик проволоки. Так же рекомендую это делать используя и стальной канал.
4)В идеале и верхний и нижний ролики должны быть с пазами.
БрХЦ. (Бронзохромцирконий)Бронза? Может всё-таки медьхромцирконий? CuCrZr - на нерже истираются гораздо дольше. Примерно 1 к 5 обычным.
-
1
-
-
Есть разные варианты построения процесса, поэтому считать, что современный полуавтомат стабилизирует только напряжение не совсем верно.МИГ это режим стабилизации напряжения !!! И напряжение он держит.
Кто-то тут может сказать, что я не прав ?
К примеру рут, колд, пайп, пульс процессы состоят полностью из стабилизации тока, ну по крайней мере у большинства производителей.
Бывает применяется и комбинация, часть процесса это стабилизация тока, обычно это отработка КЗ, а дуговой процесс это комбинация из стабилизации тока и напряжения.
Не давний гость, Крамер, это полностью стабилизирующий ток аппарат. Что в пульсе что в КЗ.
Сварочная лаборатория
в EVOSPARK
Опубликовано · Изменено пользователем Учусь
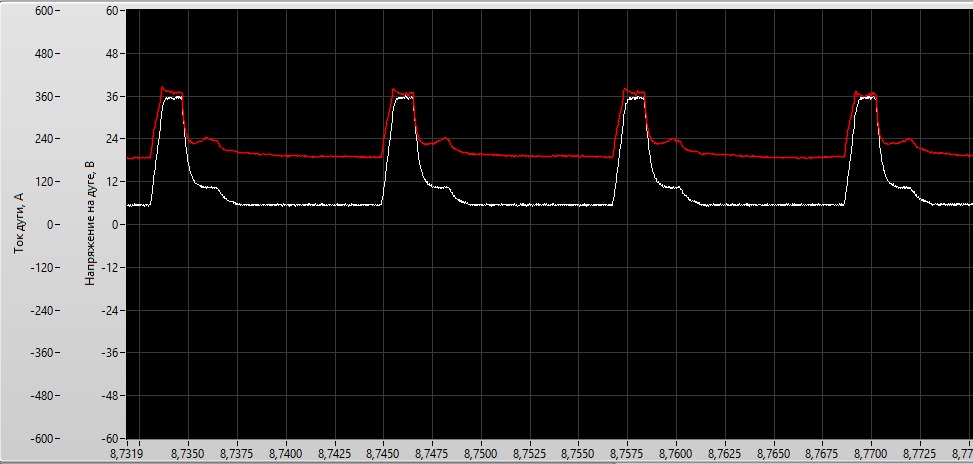
А теперь вот здесь:
Если что это осциллограмма с EWM. Каким цветом что обозначено?
Важно не что обозначает, а что делает. На заборе тоже много чего нарисовано многозначительно, прям как на вашем полуавтомате ток и напряжение регулируется в приделах от 1 до 10. Можете вскрыть корпус достать оттуда дроссель и покрутить эту крутилку, хоть полуавтомат, скорее всего, станет варить хуже, но потенциометр по прежнему будет управлять сферической "индуктивностью", только о боже без дросселя.