Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
@vnuk, Поздравляю с ДР, желаю не терять рабочий задор и встречать только достойных людей на своём жизненном пути.
-
Пока компрессора своего нет (беру при необходимости у соседей), да и не возьмёшь же его с собой, вдруг на выезд куда. Я всё же за проводную, на 220в пока более практично, вот деньги лишние появятся тогда и можно обрастать инструментом со всеми модификациями.
-
И сварочник тоже?
-
Вот и у меня года не прошло пыхать начала, 1 замена щёток, пыхать начала на максимальных оборотах. На 7500 нормально работает, чую якорь скоро в мусор, у него на ламелях уже при первой замене щёток заметный износ наблюдался такие дела. @psi, А вот что про аккумуляторную, с одной стороны это конечно круто (жуткие провода меня бесят), а с другой - вдруг захочется долго поработать или наоборот перерыв большой последует, на двое бабка сказала А вот один раз пошёл я в погребок замок спиливать (ключ потерял) и с аккумуляторной болгаркой, для меня, в прям смысле могли открыться все двери
-
Доброго времени всем откликнувшимся. В общем хочу начинать осваивать сварку алюмишки, чугуна и т.п. Хочу приобрести сей девайс. Возможно также буду обрабатывать чернуху и нержу. НА всё про всё, на вскидку ,прикинул и отложил 30к. Хватит, нет? Ну и собственно что конкретно купить, какие бор-фрезы, какую машину. Ну и место где приобрести, может у кого без дела валяется. Спасибо.
-
Сколь лежали изделия перед распечатыванием?Моя неделю почти, мне кажется давно давление уравновесилось бы. И всё-таки секунд 10 всасывало через отверстие 6мм, причём сразу всю стружку втянуло что вокруг была, сам бак на 470 литров.
-
Во общем сегодня резьбы и прочую обвязку к нему приваривал, просверлил отверстие и секунд 10 бак себя втягивал воздух, при этом втянул всю стружку, можно на герметичность не проверять Для первого опыта сварки нержи электродами, считаю, работы вполне успешно выполнена.
-
@statick, Возьмите кусок нержи и на пятно пробу сделайте, определите качество газа. Не давно совсем в теме про нержу скидывал краткий мануал.
-
@валера1963, Люди получает ровно то что заслужили. Перевожу речевой оборот служителя на речь мирскую.
-
@валера1963, Да Копипаста с методички агни: Разрешается в качестве технологических планок использовать обрезки неопределенной формы, наименьший размер по ширине должен быть не менее 50мм. Допускается для технологических планок использовать нержавеющую сталь,в этом случае её толщина может быть меньше. Чистота поверхности технологических планок должна соответствовать требованиям, предъявляемым к основным деталям, подготовленным под сварку. Длина вылета электрода при проверке пробами на «пятно» устанавливается в зависимости от диаметра выходного отверстия сопла: 10±2 мм (сопло диаметром 12 мм), 8±2 мм (сопло диаметром 8 мм). Проверку горелки пробой на «пятно» следует производить при снятых приставках и фартуках (приспособлениях, не имеющих специального подвода защитного газа). При проверке на «пятно» следует зажечь дугу, располагая вольфрамовый электрод сварочной горелки перпендикулярно поверхности технологической планки, и не гасить ее до тех пор, пока сварочная ванна не достигнет размера, примерно равного диаметру сопла сварочной горелки. После этого дугу следует погасить, а сварочную ванну охлаждать (10-15с) под защитой газа, стекающего из сопла горелки. Троешная нержа ток от 120А
-
Причём тут дотошность? Вы просто спросили, я ответил и подтвердил свою точку зрения, не детский сад же. Люди спрашивают, я помогаю чем могу, мне особо никто такие мелочи не разжёвывал и не объяснял что к чему, может теперь я компенсирую. А сейчас начинаю учиться катать бабочку, вопросов много, а инфы о тонкостях никакой. А качество газа достаточно проверить на куске железки толщиной в 3 + мм. Зажгли дугу, сделали пятно в диаметре 10мм и дали полностью остыть в аргоне. Золото, пойдёт для нержи/ал. Серебро, всё ок. Всё что иначе - на замену.
-
Тогда вариант 2
-
Ну то есть вы сами понимаете, что судя по побежалости вокруг шва, серебристым цветом там и не пахнет. Вот он серебристый цвет. А вот золотой. А вот это ваш серебристый цвет (моя рукожопная работа годовой давности, начала освоения тиг) Обратите внимание на цвета побежалости. 1)Зазор в 1мм? 2)Сопло взять большое, 18мм, расход газа литров 12. Вылет электрода в 4/5 диамтера сопла, точно на тон светлее будет как минимум, хоть угрейтесь. Ещё нюанс. Чем больше расход газа тем более "щадящая" дуга, ампер накидывать надо.

-
@валера1963,нет. Там вкропления фиолетового цвета, чего быть не должно и побежалость вокруг шва не соответствует. Перегретый шов, очень.
-
@Георгий 11, не серебристый он. Серебристый это как на пятне, а вот на фото он тёмный, весь покрытый какой то серой субстанцией. Может это нержа такая.
-
Шов должен быть золотой. Мне кажется кромки до бела не зачищены и всё на поверхность ванны всплывает, может конечно нержа ещё быть такой. Вот судя по побежалости в первом случае, он золотым бы не был 100%, фиолет это его потолок. Во втором было бы всё ок.
-
@Георгий 11, В первом случае не весь воздух вытеснило (мало ждали перед сваркой) либо подсасывало оный из за не плотного прилегания.
-
Да ну, бросьте. Иной раз размышление для дачи ответа приносит весьма ощутимую пользу. Я вот лично в 3 уже раз прочитал про образование карбида хрома и причины возникновения мкк у нержи, только так и не понял почему этому способсвует окружающий воздух.
-
ага
-
застывающей сварочной ванны. Когда свариваешь железки с формированием обратного валика, ванна с другой стороны тоже присутствует. Попробуйте с зазором, электродами, железки посваривать.
-
Ну в качестве защиты при сварке ПА и ТИГом выступает газ, при сварке ручником у электрода сгорает обмазка, часть состава которой обеспечивает питание дуги и газовую защиту, другая по мере остывания металла, покрывает поверхность шва (по крайней мере я как то так себе это представляю ). Вот и эта самая корка, всплывшая с обратной стороны обеспечит защиту шва при его остывании. А про то как и почему образуются карбиды хрома при сварке без защиты лучше опять же спросить Алексея Я к своему стыду не особо силён в теоретических вопросах, по крайней мере на данный момент.
-
В данном случае тоже нужна защита. @ЛехаКолыма, Очень хотелоcь бы узнать что Вы думаете по этому поводу
-
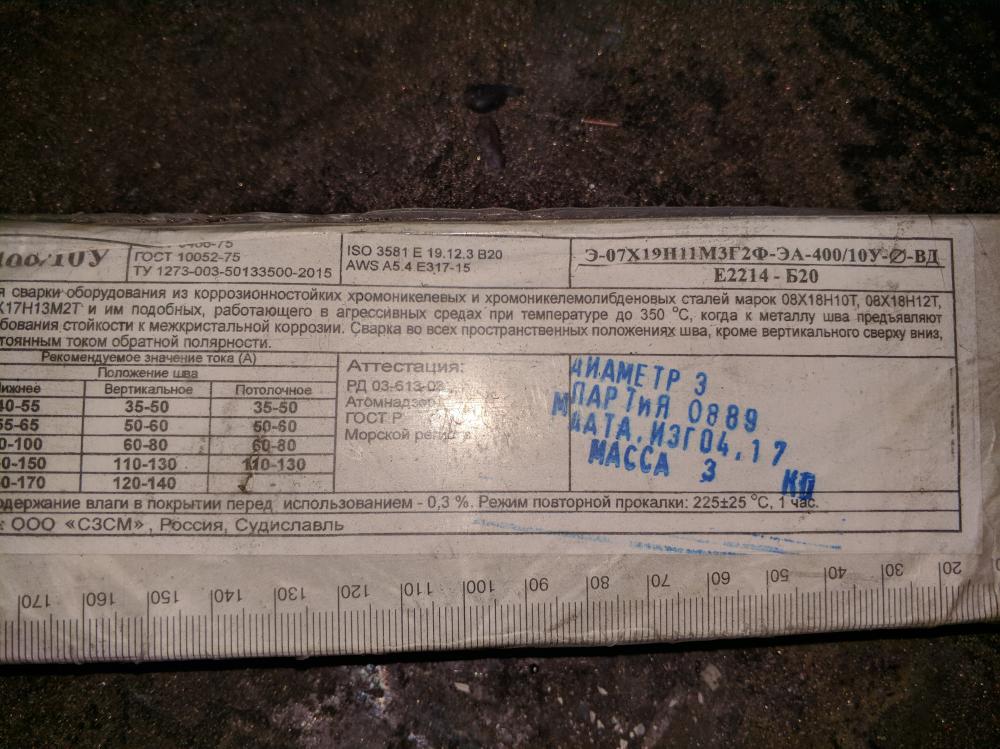
Сегодняшний будень: Бак под пенообразователь в пожарку. Содержимое - щёлочь. Монтажники говорят, один раз чёт прикрутили на железные болты к этому баку, болты разъело за два дня. Нержа 304. 3мм, тиг я отмёл, поддув организовать не вариант. Подготовка: Давеча в загашник положил вот такие электроды, их и использовал: Остановился на 90А+небольшой форсаж, электроды 3мм. Обратите внимание - брызг нет: А это длина шва: Вот такие швы получились, не особо, но это первый такой опыт: Из впечатлений - поставил 12 дин затемнения и только после этого перестал ловить зайцев, дуга очень яркая. Последние 100мм, стержень разогревается до красна, ванна очень вязкая, процесс скорее напоминает пайку. Сварку производил углом назад. Металл практически не ведёт. Что скажете?
-
Тоже пойти чтоль в мастера.... Вот эти стыки - месяцев 5 моего освоения тига и общий сварочный стаж месяцев 8. А я и сейчас только в начале пути.... Про царапины - забить. При опирании на сопло они будут в любом случае. Я же вам уже выше подсказывал. Край ванны должен наползать на кромочку, дугу на неё направлять не надо, ну и тиг сварка чернухи любит чистый металл, зачищенный до блеска.