

Виталий С 31
-
Постов
408 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Виталий С 31
-
-
Вы заблуждаетесь, при сварке электродами с основным и рутиловым покрытием, штыковая ВАХ на порядок комфортнее.
Попробуйте в работе аппараты Лорх, Селко, Фрониус, и т. д.
А с чего вы взяли, что у тех аппаратов ВАХ штыковая? Выше Вы не смогли сформулировать, что такое штыковая ВАХ. Откройте наконец те книги по сварке, которые хвалите, нигде там нет штыковой ВАХ. Штыковая ВАХ на графике будет выглядеть как строго вертикальный участок в диапазоне сварочных напряжений.
Мощность длинной дуги, больше зависит от покрытия электродов, чем от статической ВАХ.
Мощность - это мощность! Произведение напряжения и силы тока. К обмазке не имеет отношения!
-
 1
1
-
-
Вот тут я не понял, то положе то круче.
Положе штыковой ВАХ и круче ВАХ равной мощности, гиперболы о которой говорили выше. Или Вы опять авторитетно рассуждаете об том чего не понимаете?!
-
На Авроре про 202 считается "короткая" дуга. Короткая в смысле короче, чем у других аппаратов. Надо полагать, что значит ВАХ этого аппарата положе в сравнении с другими. В пользу этого предположения и хх силовой части без вольтдобавки 58 вольт,что ниже, чем у многих. Однако если оттягивать дугу например на токе уставки сто ампер и греть прут арматуры, то он очень быстро нагревается до красна, при этом наплавка значительно меньше, чем если греть прут на нормальной или короткой дуге. Иногда прут по месту удобно нагреть и загнуть, в таких случаях наплавка нужна, чем меньше, тем лучше. Из этого можно определенно сделать вывод, что ВАХ у Авроры определенно круче, чем ВАХ равной мощности потому, что с увеличением длины ощутимо растет тепловложение. Это также заметно и на сварке деталей где есть риск прожечь - опытным путем пришёл, что прожегов и перегревов меньше, чем короче дуга. А если ВАХ штыковая, то тогда вообще не смей допустить удлинения дуги, вари как робот без ошибок!
К слову, если почитать тему аппаратов Инем, у которых по заверениям Островского ВАХ штыковая, то заметно, что народ крутит настройки, а швы ложатся с трудом. Регулировки наклона ВАХ на тех аппаратах нет, а с завода она штыковая.
-
А если корпус аппарата заземлить?
В руководстве что написано, в каких случаях срабатывает защита?
Байонеты звонятся как диоды? Вилка сетевая с байонетами не звонится?
-
В общем вот, сделал на работу держатель для туалетной бумаги...
Надписи на буржуйском, а туалетная бумага только у боса, как в СССР!
-
2
-
-
https://samogonman.com/prochee/temperatura-kipeniya-spirta.htmlвот хорошая статья про температуры кипения различных веществ содержащихся в брагах.
-
@Георгий 11, я с колоннами не знаком. Читаю только, изучаю! А вот в самогонном аппарате стабильная температура важна. Если температура ниже кипения спирта, то производительности нет, а если сильно выше, то производительность высокая, но градус низкий и сивухи много. Это связано с разными температурами кипения спирта этилового, воды и других веществ содержащимися в браге. Температура кипения и конденсации также зависит и от давления, как я понимаю этим высокие колонны лучше самогонных аппаратов.
-
1
-
-
https://ru.aliexpress.com/item/DC-12-W1209/32835021874.html?spm=a2g0s.8937460.0.0.5f762e0eDIxw9lвот попался на Али термостат. Возможно пригодится для автоматизации поддержания температуры в колонне.
-
1
-
-
На прямой полярности рутилом проще - шлак отталкивается. И добавьте уже ток, чтобы увидеть ванну.
Сперва проходим раз, потом выгоняем поры.
Управление сварочной ванной главное, а потом - какие электроды.
Вредный совет, про вначале напороть, а потом камуфляж навести! Так не надо делать. Геннадий на верном пути, уони учат правильной сварке. Не обязательно Уони, можно другие основные. В моём случае вертикалы китайским рутилом много лет получались не равномерной толщины и ширины. После появления возможности варить основными и вертикал стал ровнее. К слову, ОК46 тоже позволяют легче контролировать ведение шва. Также и сварку тонкого металла я получился на уони. Поэтому считаю, что учиться надо на основных.
*подучился
-
1
-
-
Всё просто, через гостовскую прямую, ВАХ проходит вертикально, и только потом идёт наброс тока, в разных аппаратах по разному. Выше я дал ссылку на видео.
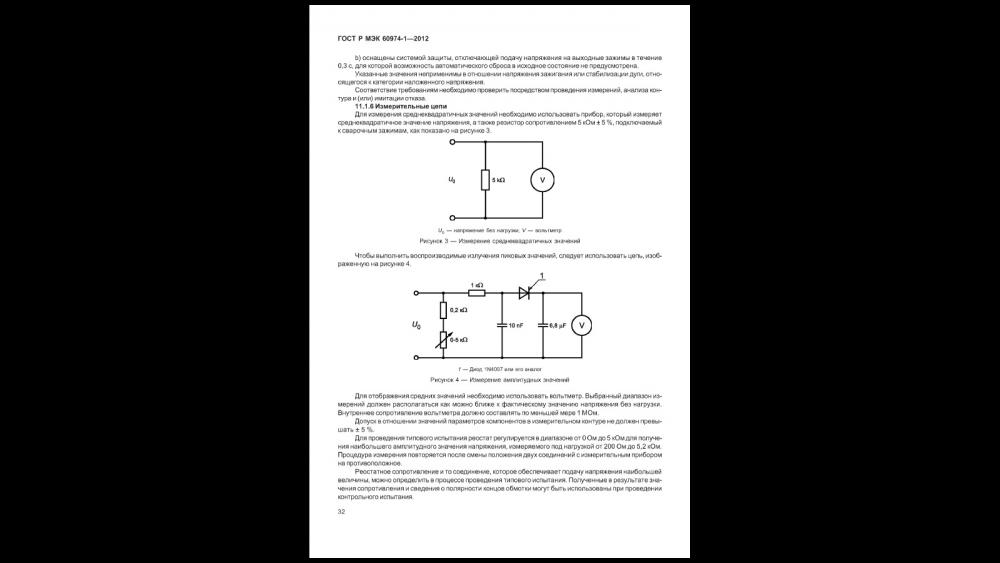
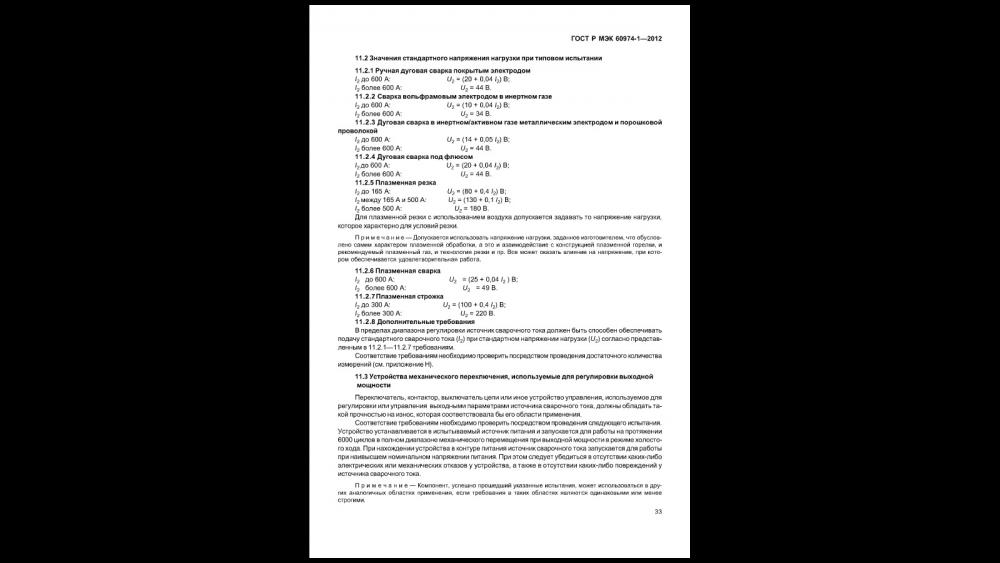
Аппарат Инем Островского не соответсвует ГОСТу как минимум по напряжению ХХ. Яндекс не знает, что такое гостовская прямая, поэтому я открыл ГОСТ Р МЭК 60974-1--2012 по сварочным источникам.
Вот что там есть по напряжению ХХ.
И вот что по току.

-
@mihasik, посмотрите вот это видео первую часть.
Ту часть где говорит менеджер можете не смотреть, ничего не потеряете! А вот что говорят сварщики стоит посмотреть!
Мне это видео тем и нравится, что даже если кто и ошибается, он не заинтересован материально, потому говорит искренне так как думает, а не то что нам впаривают менеджеры в том числе и Островский.
Ну и отдельно обращусь к администрации форума, может подобные тесты стоит делать чаще? Админам форума - повышение посещаемости. Сварщикам польза - тесты в которых участвовали коллеги можно доверять. Все довольные покупают хорошие аппараты по сходной цене!

-
1
-
-
Вы правы, с увеличением длины дуги увеличивается и сопротивление, только это определенно и можно сказать! Остальное зависит от ВАХ конкретного аппарата и его способности успевать за динамикой изменения сопротивления дуги.А вот можно светлейших (это я без иронии) попросить в двух словах, для человека с твёрдой двойкой по физике, изобразить поведение дуги в свете закона Ома?!
Осмелюсь предположить, что с растягиванием дуги увеличивается сопротивление, уменьшается ток, и наоборот ...
А как ведёт себя напряжение? Тоже изменяется в пределах дозволенного?
Об этом эта тема, обсуждаем!
-
1
-
-
Например ток уставки 100 ампер, штыковая ВАХ.
Минимальная дуга напряжение примерно 20вольт 20*100=2000 ватт тепловложение.
Нормальная дуга 24 вольта - 2400 ватт тепловложение.
Длинная дуга 30 вольт - 3000ватт тепловложение.
Разве это удобно штыковая ВАХ?
Чуть зевнул тепловложение в полтора раза поменялось.
-
Михасик, в свое время самодельщики мотающие сварочные трансы и ввпрямители стремились сделать ВАХ круче за счёт падения напряженмя на импедансе источника и дополнительных баластов. Чем круче, тем больше потреблял источник и ниже КПД. Но видя улучшения горения дуги, люди считали, что идеал штыковая ВАХ. На трансе без электроники это недостижимо. Так создался стереотип, что штыковая лучше всего! А на самых простых инверторах, без коррекции по напряжению на байонетах, получается штыковая ВАХ. И вот теперь новая эра сваркостроения стремится сделать такую ВАХ чтобы варить было еще комфортнее. В современных аппаратах рдс, даже китайских, нет штыковых участков.
-
Имеются в виду электроды ЕХХ10. Для них важен высокий Uxx, в сочетании с пологим ВАХ. Кнопка меняет крутизну ВАХ. Как вы ее еще измените? У Корда-1 регулировка делается изменением величины параметра В/А (вольт/ампер) - это менее понятно. Но у нас всегда так - любят наводить наукообразие. Чем туманее, тем считается умнее. Самые нетребовательные к пологости ВАХ- рутиловые, потом идет база (УОНИ всякие), потом целлюлоза.
Это связано с тем что далеко не все сварщики способны справиться даже с одной единственной крутилкой тока. И это касается не только чайников впервые взявших в руки держак или горелку.
-
1
-
-
Вот жеж упёртый! Напряжённая арматура в железобетоне - это арматура, которую вытягивают предварительно, гидравлическими приспособлениями, к примеру, не превышая напряжения упругой деформации. Арматура растягивается и в этом положении её и заливают бетоном. Отпускают от заневоливания эту арматуру после полного набора прочности бетоном. А так как бетон не позволяет арматуре сжаться, в арматуре той и остаются сжимающие напряжения.
Хамство свое оставь при себе. Я в курсе и этой технологии. И цель у неё таже самая, для чего делается насечка снизить коэффициент удлинения арматуры.
И я не намерен дальше спорить с очевидным.
Этот же принцип работает при сварке чугуна, когда свежую прихватку поковывают. При сварке прихватка значительно горячее чугуна и остывая стягивает чугун, а он это не любит поэтому наклепывая прихватку по средней линии получается деформация давлением. Вектор этой деформации противоположен вектору деформации остывания и частично её компенсирует.
Я уже кучу примеров привёл, где знание этих закономерностей разные люди от неграмотного крестьянина, до Реальных (правдишных) инженеров в промышленности ПРИМЕНЯЮТ.
-
Но я так понимаю что эту нагрузку уменьшает насечка (рефление) на арматуре , то есть рефление не дает ей растягиваться больше бетона и силы обоих уровняли.
http://ferros-met.ru/articles/pochemu-ispolzuetsya-armatura-riflenaya-a-ne-gladkaya/
Да. Рифленая арматура в своей структуре имеет напряжения. Она сама по себе уже какбы под нагрузкой, плюс к этому добавляется вес бетона плиты перекрытия, плюс вес стяжки на плите, плюс полезная нагрузка. Арматурный каркас совместно с бетоном образуют единую конструкцию допустимая упругая деформация которой ограничена свойствами бетона. Бетон очень слаб на разрыв и прочен на сжатие. Поэтому давно уже изготовляемую арматуру из углепластика, которая также имеет рифление и прочнее стали на разрыв не применяют в плитах перекрытия из-за её свойства значительно удлиняться по мере роста нагрузки. Если изготовить плиту с углепластиковой арматурой, то под нагрузкой такой же как на обычной плите она не порвется, но даст не допустимый прогиб всей конструкции, чем вызовет трещины в бетоне и нарушится работа всей плиты в совокупности. Это приведет к постепенному разрушению.
В сварочном деле тоже есть разные материалы с разнымм свойствами. Полезно знать и применять знание их свойств. Я привел в пример строительную арматуру потому что там деформации и напряжения в металле работают на пользу, придают новые свойства детали не значительно увеличивая стоимость. Альтернатива этому решению применение более дорогих сортов стали в конечном итоге значительно увеличило бы себестоимость готовых изделий.
Ещё есть давно забый пример применения деформации - отбивание лезвия косы для кошения травы. Этот прием повышает твердость лезвия и увеличивает интервалы между правками лезвия абразивом.
-
2
-
-
Никак.
-
То есть у этой стали нагруженной до предела резко снижается коэффициент удлинения, или у более прочных сталей он ниже?
Выражайтесь точнее пожалуйста.
Да. Качественные лигированные стали разумеется прочнее и вытягиваются меньше при равных условиях. И предел прочности выше.
-
Дорогая легированная сталь точно так же тянется по мере увеличения нагрузки. Вот только нагрузки разные нужны для разных сталей.Замечательно! Вот только какое отношение имеют ЖБИ в вопросу причин и процессов деформации сталей при сварке?Ага! Вот только Вы не находите, что насечки являются концентраторами напряжений?
Стыд позор, Вы действительно механик или ник только такой?
Качественные гаечные ключи стоят дорого поэтому, что они из дорогой стали. При перегрузке такой ключ ломается. А попробуй сломай ключ из дешевой нелигированной стали из комплекта к какому-нибудь мотокультиватору. Он растянется, обойдётся вокруг гайки и не сломается.
К сварке это имеет прямое отношения тем, что там и там деформация. Если как Вы советовали почитать сопромат сам его учили бы, то Вам было бы очевидно, что ЖБ плита перекрытия подвергается тем же самым нагрузкам, как например сварная ферма перекрытия. И такие же нагрузки в той же самой струбцине!
Писал уже, что арматура несёт меньшую нагрузку на разрыв, чем такой же гладкий прут именно из-за напряжений в ней. Конценрации напряжений сведены в заводской арматуре сведены к минимуму формой и шагом насечки. Вот если по пруту сделать насечку острым зубилом по окружности - вот это и будет концентрая напряжений. Кто зубилом работал, тот знает.
-
Разные материалы имеют разную спобность нести нагрузку на растяжение. И соответственно имеют разные спобности растягиваться до разрушения. Дешевая нелигированная сталь тянется по мере увеличения нагрузки, а при приближении к максимально возможным нагрузкам коэффициент удлинения резко снижается. Для ЖБИ перекрытий очень важно, чтобы арматура имела наименьший коэффициент удлинения. Можно сделать арматуру из высококачественной хромванадиевой стали, но она будет дорогая. Поэтому поверхность прута из дешевой стали деформируют, чтобы создать напряжения в структуре металла с вектором силы на растяжение.Обоснуйте! Уже. И читал и учил.
Если сомневаетесь, то возьмите кусок круглого прутка и измерьте его длину,а потом молотком нанесите подобие насечки на арматуре и снова измерьте длину. Полученное изделие будет иметь меньшую максимальную нагрузку на разрыв, чем такой же пруток без насечки, но до этого предела будет удлиняться меньше, чем круглый пруток под такой же нагрузкой. Посчитать на сколько именно произойдут изменения свойств детали с помощью сопромата невозможно потому, что удары молотком это не насечка сделанная на станке с равной силой и через равные промежутки относительно геометрических размеров детали. Также невозможно посчитать точно температурные деформации швов от ручных видов сварки, можно лишь определенно сказать, что они есть и примерно куда будут поводки.
-
4
-
-
Вы бы маленько думали прежде чем писать, ну или сопромат бы почитали, а ещё лучше подучили!Насечка эта преднатяга не создаёт. Она служит для лучшего сцепления с бетоном. Этот пример совсем не по теме этого топика.
Нет тут аналогии. А чтоб сделать хорошую струбцину, почитайте учебник сопромата.
-
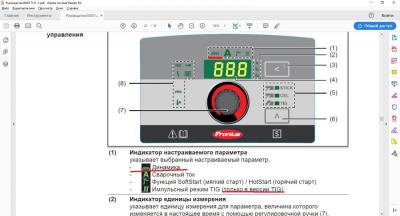
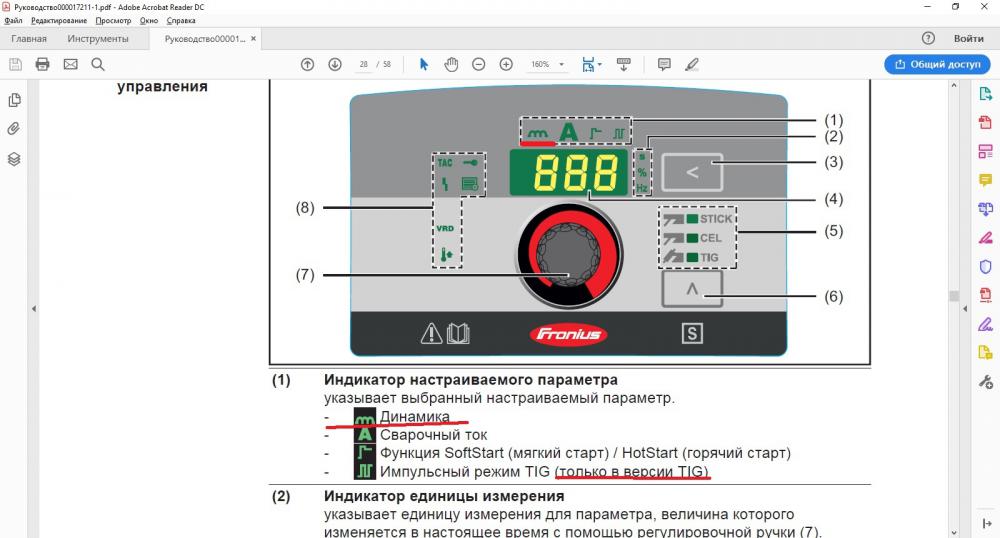
Ваш мануал отличается от первого попавшегося в сети. У вас есть пометка( только в режиме TIG) в другом нет.
Меня больше удивляет, что при всех супернаворотах и мозгах, подстраивающихся под тип электрода - целлулезе посвящена отдельная кнопка. Зачем???
Цена это прежде всего курс доллара и накрутка на (воздух) програмное обеспечение.
Не знаю зачем! Может маркетинговый ход, что вот типо этот с кнопкой может целлюлозными варить, а аппараты конкурентов без кнопки нет!
А может так удобнее, чтобы каждый раз при смене типа электродов не настраивать каждый параметр. Тогда надо было бы под каждый тип электродов по отдельной кнопке.
У Пико тоже разные версии аппаратов и панели управления есть.
-
Настройка индуктивности есть только на ПА аппаратах. Настройка на панели называется динамика.
Динамика это тоже самое, что индуктивность. В ПА также крутилка называется "индуктивность" на самом деле регулирует скорость нарастания и спада тока.
Значёк на панели транспокет символ индуктивности. К слову в этот раз смотрел руководство и там написано, что пульс только в режиме ТИГ! В ММА нет пульса! Так что Пико Сел однозначно лучше.
Почитал руководство дальше и там описывают динамику как форсаж дуги! А время горячего старта во втором меню, на панели нет! А почему он такой дорогой?
Напряжение холостого хода, arc force, форсаж дуги.
в Ручная дуговая сварка — ММA
Опубликовано
О Чём это говорит? На всех без исключения источниках с удлинение дуги увеличивается тепловложение? На моём однофазном трансе уменьшается.
Где график ВАХ этих аппаратов? Только ГПРЗ не стесняется публиковать ВАХ своих аппаратов!