

Виталий С 31
-
Постов
408 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Виталий С 31
-
-
Проверяли, всё там нормально.
Считаю, что на сегодняшний день фрониус лучший аппарат, но это моё личное мнение.
Одно из лучших решений вольтдобавки у аппарата линкор семали (на оф. сайте есть схема),
а так как сделал ИЖ это непорядочно.
Что значит всё нормально? RC цепи есть у Фрониуса на выходных диодах или их нет?
-
Назначение синих капелек, "втирать мозги" покупателям!
А Ваш любимый Фрониус Транспокет не проверяли? Может там тоже синие капельки стоят для втирания мозгов?
-
Вот по быстрому нашёл краткую статью.Предполагаю, что это пустышка.https://elektronchic.ru/elektronika/chto-takoe-snabber.html
А конденсаторы на выходе стоят из часто обсуждаемых аппаратов у Пико 162. Но там другая, не как у Ижа топология преобразователя. Если у Пико убрать конденсаторы с выхода, то напряжение ХХ будет 50 вольт. Эти конденсаторы работают не только на ХХ, но и под нагрузкой эффективно помогают дросселю сглаживать пульсации. На мостовых инверторах, такие как Иж, конденсаторы на выходе напряжение не поднимут.
У меня достаточно большой опыт в сварке и приходилось работать разными аппаратами. Считаю, что все аппараты у которых Х.Х. ниже 80 вольт, имеют проблемы с поджигом электрода, но это моё личное мнение.Может быть это связано не с напряжением ХХ, а с таким хот стартом. Судя по видео все владельцы Ижей почему-то Хотстарт убирают на ноль, возможно что-то не так в алгоритме его работы. Правильный хотстарт всегда помогает, кроме сварки в отрыв.
-
Сравните поджиг электрода на ИЖе с любым брендовым аппаратом у которого Х.Х
Вот американцы тестируют шведский Иж! ХХ у него 52 вольта.
-
Лучше не трогайте. Это RC цепочки, они для правильной работы диодов. Без них диодам может прийти кирдык, ну или греться будут.их придёться распаивать. -
А где они у Ижа?Предполагаю, что конденсаторы установлены только для увеличения продаж. -
Поздновато увидел, сегодняшняя тема уже давно раскрыта форумчанином в видео
А у Вас своего мнения нет?
-
Мир, похоже у Вас кроме Ижа есть Форсаж, как они в сравнении?
-
@Тимур2018, ещё в тех пузырьках под названием "паяльная кислота" часто бывает кислота, но не паяльная! Вот может быть Вам такая и попалась. Попробуйте другую.
-
 4
4
-
-
Есть электроды медные с обмазкой. Сам не варил, в справочниках видел. Пробовал наплавку проволокой желтой неизвестной марки похожей на латунь. Варится. В пламени от пропановой горелки дуга горит устойчиво. Для сварки вряд-ли пригодится, а для наплавки сойдёт.Вот почему сталь паяют медными припоями (латунь), а в сварке медь не приживается к стали?
Или в латунном припое не медь "адгезируется" со сталью, а иной элемент в примеси (хотя по процентному соотношению меньше)?
-
@Виталий С 31,Я не сварщик,а теперь уже не личность и не мужик.Ну ок.Осталось только про возраст упомянуть.Я сказал про ширпотребный кетай- кинул фото,сборка на мой дилетантский взгляд лучше.За базар ответил.Донбасс порожняк не гонит.Вот отечественная сборка например,она тоже симпатичней.Оспорьте мои утверждения фотографиями отличной сборки ИЖа( который опять таки подчеркну я не критикую как источник ),а также фотографиями сборочной линии или вообще завода в Ижевске,будьте личностью,сварщиком и мужиком ...
Всё, личность не отвечающая за свои слова, не обращайся ко мне больше, а то опять будешь обижаться и капризничать!
-
@Виталий С 31,Я хочу сказать,что сказал.
Где там кривая сборка?
Личность, мужчина, отвечает за свои слова, а не сетует, что его обидели аргументировано оспорив ложные утверждения.
-
@Виталий С 31,Швеллера,которые я так понимаю радиаторы,текстолит и прочее конечно же отечественные( где его производят не подскажете?).Также интересно увидеть линию по производству плат в Ижевске( Кетайцы например не гнушаются свое производство показать и на крупных заводах оно действительно культурное и высокотехнологичное).Да и вообще если вспомнить законы экономики,то чтобы у нас что-то делать на уровне с хорошим кетаем,оно должно стоить минимум в два раза дороже,но в кетае мы получим заводское качество из кетайском деталей,а у нас подвальное качество из кетайских деталей.Про проф.оборудование вообще интересно слышать,где такое оборудование работает односменку в пятидневном графике скажем?. Если есть фото- виде,опровергающие мои слова интересно посмотреть,может я и не прав.
Что хотите сказать то?
Как Вы свариваете электродом все видели, в этом виноват не тот аппарат фото которого выложили.
Допустим вольный сварщик обычно сваривает заборы и навесы из профтрубы, это можно делать любым китайцем. А тут появился срочный заказ сварить эстакаду для авто. За такие заказы платят обычно хорошо. И если быстро и красиво сделаешь, то в следующий раз клиент обратится снова. Но вот далеко не каждый китаец способен жечь без перекуров четверку одну за одной, а Иж может.
Ещё пример, прихватки удобнее и самое главное БЫСТРЕЕ делать с большим хотстартом. На ширпотребном аппарате нет регулируемого хот старта, поэтому на прихватки подкручивают базовый ток, но это не то, хотстарт с этой задачей лучше справляется и экономит время и силы сварщика. А прихватки требуются при сборке практически любой конструкции. То есть у Ижа тут явный плюс в сравнении с ширпотребом. Время и силы сварщика не учтены в ряде аппаратов имеющих регулировки хотстарта, например Инем и Атом - там невозможно быстро крутнуть крутилку и продолжить работу, придется тыкать и крутить энкодер несколько раз и внимательно вглядываться в маленький экранчик меню. На практике это отнимет времени столько же сколько сэкономится с настроенной опцией. На десятке прихваток.
Короче Иж гибок в настройках - он для работы.
-
4
-
-
Там швелера алюминиевые стоят стоимостью дороже, чем в Китае ширпотребный аппарат. Плюс ещё на дросселе аллюминия больше, чем во всём китайском ширпотребном аппарате. Текстолит стоит толстый, такой китайцы не ставят! Ну и с таким количеством аллюминия не удивительно, что у аппарата высокий ПН и тихий вентилятор - это на мой взгляд важные качества для оборудования профессионального уровня. А вот ширпотребные китайцы зачастую воют вентиляторами и быстро перегреваются - это бытовой уровень. Иж имеет доп настройки выполнены удобно с крутилками, то есть, в отличии от аппаратов с маленьким экраном и энкодером можно оперативно производить подстройку по ситуации - это тоже говорит об удобстве для проф использования. При этом он стоит недорого! Очень мало аппаратов с ним могут потягаться по совокупной оценке.Тут согласен,криво тыкать паяльником и загнуть силовые шины под болты- типично отечественный подход(-
2
-
-
Это хорошая идея примазаться к власти. Сейчас самостоятельные производители сильно просели или вовсе закрылись. На плаву те, кто пользуются поддержкой из бюджета.
В этой связи полезно назвать аппарат так, чтобы легче бабло из бюджета выбивать для нанотехнологичного производства! Например ЕдРо или Россия можно назвать аппарат! Был же проигрыватель Россия! А ещё можно задействовать тренд военно-патриотичной пропаганды и назвать аппарат Т-34 или Катюша!
Какой чиновник откажет в гранте на производство серии свараппов Т-34, Катюша и Россия!?
И нам покупателям аппарат с такими названиями за счёт субсидий из бюджета обойдётся дешевле!
Электронщики народ скромный, поэтому можно предложить политически нейтральное, но звучное имя Медведь. Звучно, - я с Медведем сварил печь в баню! Ну и заодно с таким названием можно легко определиться с брендовым лейблом - добродушный медведь работяга с маской и крагами!
Этот символ бренда будет запоминающийся, как парящая леди у Ролс-Ройса, звезда у Мерседеса, кольца у Ауди.
-
Конечно. Хорошая штука, эти клещи. Позволяют разглядеть кучу тонкостей в процессе сварки. (Делают очевидными - хотстарт, арк-форс, антистик, ток КЗ, изменение тока на короткой и длинной дуге и много еще чего).
Не знаю, чего там могут хорошие, а я легко вижу хотстарт и этими клещами. Особенно, когда сначала на видео снимешь процесс, потом смотри и делай выводы.
Именно. У меня есть такой аппарат. Показометр показывает от 13 до 250 А, а реальный ток сварки в тех же пределах колеблется от 72 до 230 ампер. (Буду его чинить, поскольку меньше 72 А тока он не выдает. А это- как бы многовато на минимуме.
 )
)Без клещей жить плохо. Как бы я узнал об этом без клещей? Только по ощущениям догадался, что что-то не то. проверил клещами и удивился.
Короткий по времени ток хот старта простыми клещами не измеришь, только долгий, больше 0,5 секунды.
Как я понял у вас тот аппарат трехэтажка? http://valvol.ru/topic931.html вот тут Валентин Володин описывает три способа уменьшить минимальный ток. Я пробовал, ток можно уменьшить, но увеличиваются помехи и из-за этого ухудшается точность стабилизации тока. Возможно у Вас нормально прокатит самый простой способ уменьшить штатным подстроечником макс ток до 200 ампер и по идее должен мин ток уменьшиться до примерно 50 ампер. Такие штатные настройки у трехэтажек Рилон с четырьмя силовыми трансами - на форумхаусе владелец такого аппарата измерял. Меньше не делайте. И записывайте все действия, чтобы если не понравится вернуть настройки назад. А показометр тоже можно настроить под реальные амперы по клещам - это на работу аппарата не влияет,зато показометром удобнее пользоваться.
Задался вольным вопросом. Поверхность дуги на детали, поверхность детали вне дуги, дуга в стобе, мметалл детали в глубину.
Наверное никто не будет утверждать, что в зоне сварки имеется резкий перепад температур. Что на расстоянии друг от друга в 0,1 на детали температуры 1800 и 500 гр.Ц.
Вопрос в том, имеются ли в шве зоны, где связь материала детали и материала электрода является такой же, как при пайке, т.е. металл детали под материалом электрода не расплавился, а металл прилип, как будто его напаяли?
Немного поясню, что имею в виду, расплав электрода с температурой выше температуры плавления даже детали, а материал детали в некой зоне имеет температуру ниже температуры плавления. И когда поверхность расплава электрода касается поверхности твердой детали не успевает передать тепло в том кол-ве, чтобы его (слой детали) дорасплавить.
Попробуйте к массивной наковальне электродом 2,5 и током 60 ампер прихватить пластину 3мм. Как она остынет проверьте прочность легкими ударами молотка - она быстро отлетит. Это из-за непрогрева наковальни. И если этим же током сделать такую же прихватку двух пластин с зазором, то молотком лупить придется сильно, чтобы оторвать - это нормальная сварка-сплавление двух деталей.
-
1
-
-
В хороших клещах хороший мультиметр. Их имеет смысл покупать, если хозяин заниматся ремонтом своего авто и электрики в доме самостоятельно. Они удобнее и точнее, чем дешевый мультиметр. А для измерения только сварочного тока достаточно шунта на 200ампер и мультиметра или головки-показометра. Ток измерять имеет смысл для формирования правильных представлений о токе, а то на форумах много таких сварщиков которые пишут, что один аппарат на "30" амперах варит прекрасно тройкой уони, а другой на 30 реальных амперах не варит. И вывод делают, что аппарат у которого 30 ампер по показометру выдает реально 50-60 ампер лучше, чем аппарат у которого 30 по показометру примерно соответствуют реальным 30 амперам.
А дорогие клещи ещё умеют измерять пусковой ток электродвигателя, значит могут измерить примерно ток хотстарта.
-
3
-
-
Что-то я вашего праведного гнева не догоняю!
У нас на работе варят Эсабом, ими и варю пока. Пробовал ЛБ несколько штук - так хорошо и ровненько горят, что неинтересно даже
Попробую СЗСМ, если понравится - буду на них тренироваться. У нас они 3 кг за 600 р.
Вы же из Питера? Там у вас есть ЦУ-5 производства "Электродный завод" они зажигаются и горят устойчивей СЗСМ уони. Характер чуть другой, шлак толше и матовый. А к ЛБхам ближе из распространенных УОНИ Плазматек, они 7018 с порошком железа в обмазке.
-
1
-
-
Это уже похоже на хитрую Рекламу Фрониуса!)
-
Вот тут тоже человек ремонтировал, ремонтировал и не выремотировал.
-
Совершенно верно, т.е. на 1 плечо моста. С учетом мертвого интервала.
А в полумостовых после выпрямителя нужно считать на период удвоенной частоты. Поэтому и duty cycle=92 - 94% .
Вот тогда чем Вы объясните что на выходе выпрямителя при duty cycle=.=30% картинка тока не показывает провалы до 0? .
Согласен. Я вбивая параметры источников также исходил из этих соображений.
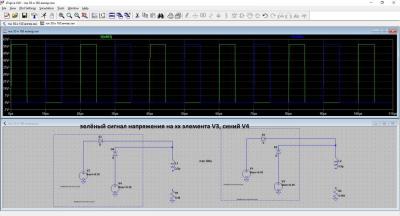
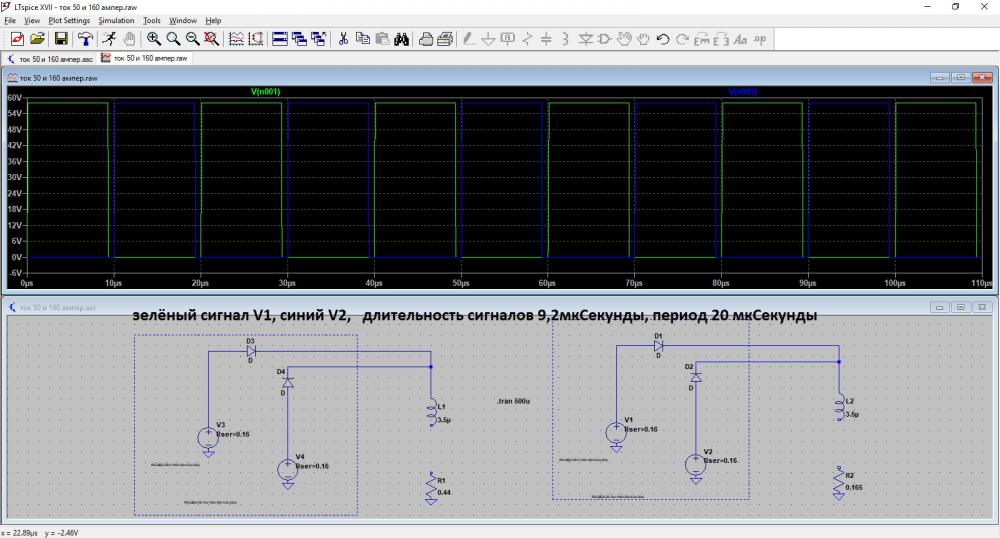
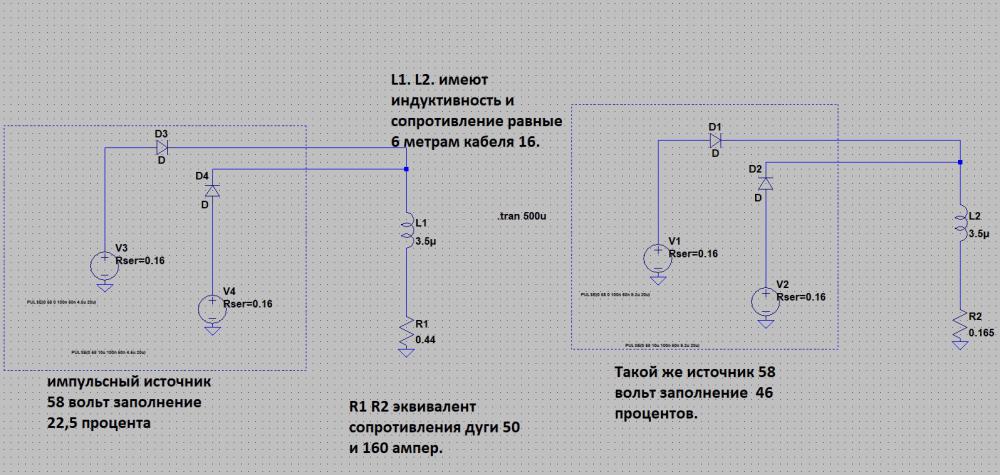
тут длительность 4,5мкСек период 20мкСек
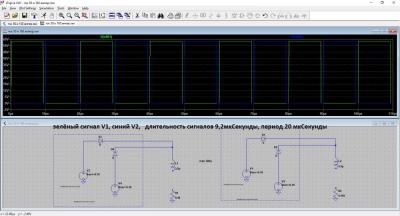
тут длительность 9,2мкСек, период 20мкСек
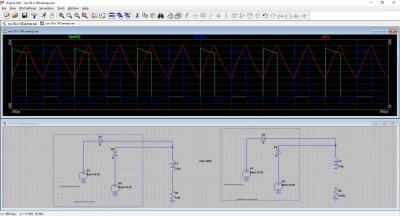
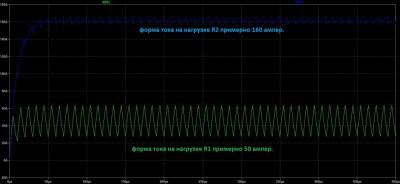
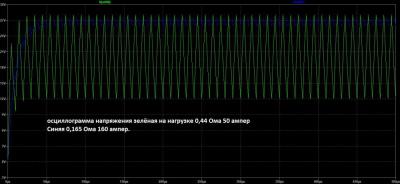
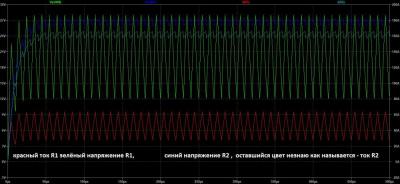
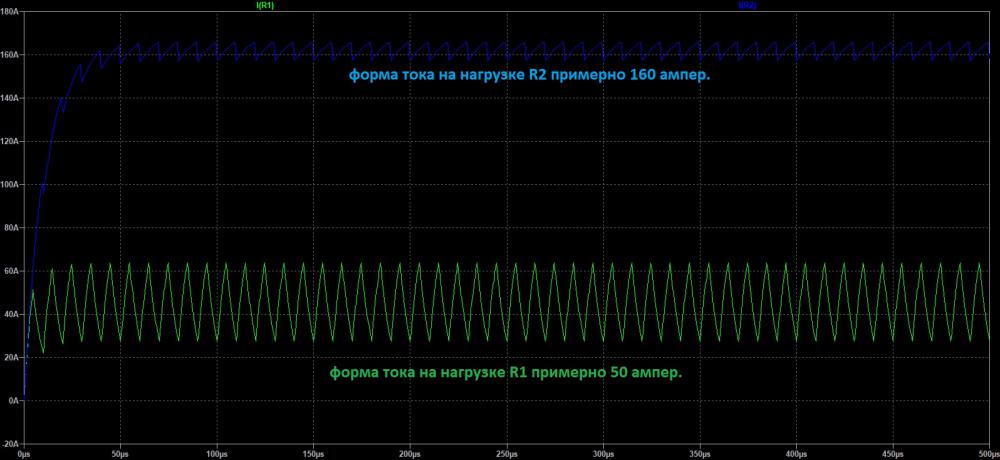
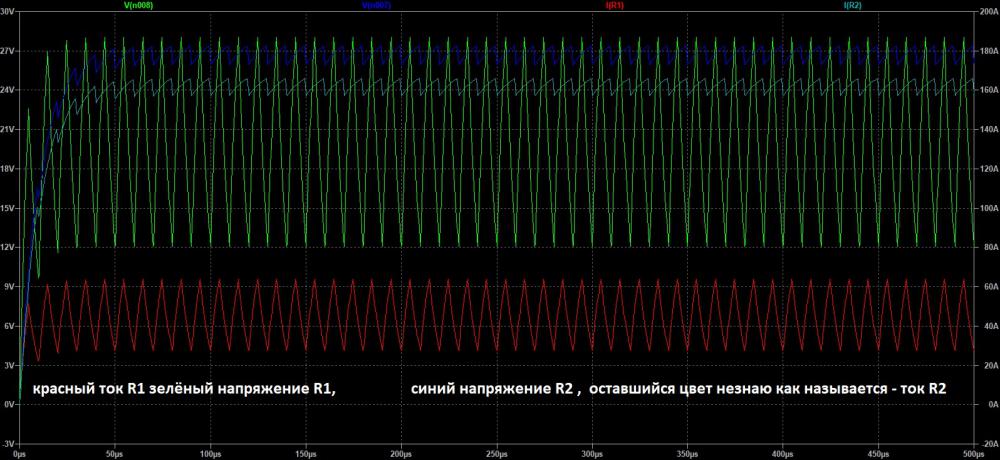
Так наверное понятнее будет. Зелёный и синий V3 и V4, красный ток на R1
-
Ага. "формы сигналов источника ЭДС при токах 160 и 50 А"
без нагрузки

Если транс правильный, и 160 А для инвертора это предел, то там почти идеальный меандр со скважностью 0,95 - 0,98 (160 А) и примерно 0,3 (50 А)..
А Вы какой задавали?
Что то не похоже на эпюры на Ваших картинках.
Ну чуть позже с компа сделаю. Сейчас с телефона. На максимальном заполнении ШИМ на мостовой схеме 46-47процентов. Это ограничение в самих микросхемах. На меньших токах заполнение меньше - пульсации сварочного тока больше.
-
Покажите формы сигналов источника ЭДС при токах 160 и 50 А.
Только разверните его хотя бы на 2 - 3 периода (100 - 150 мкс).
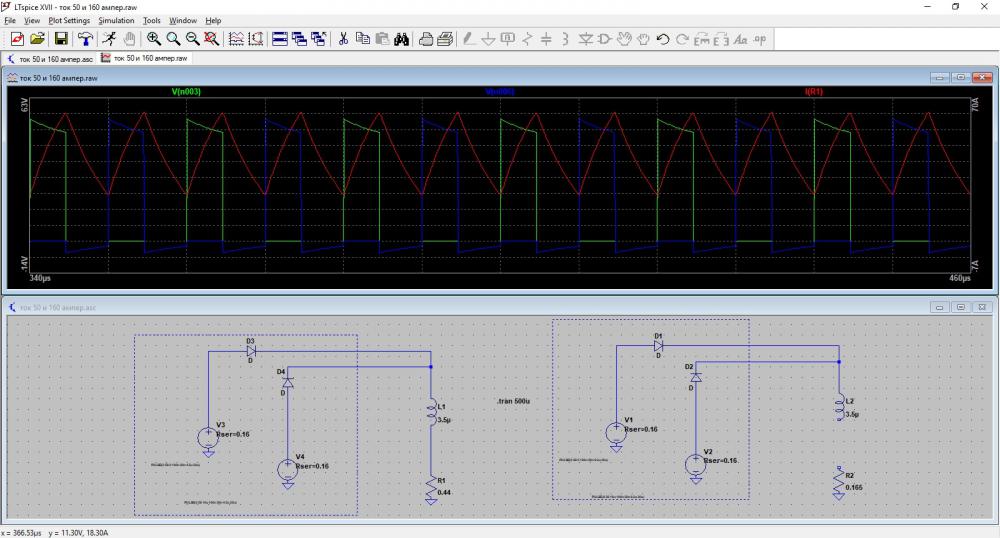
Не понял. Вы хотите посмотреть сигнал модели без нагрузки с разомкнутой цепью? Хорошо, вечером сделаю, покажу. Это в Ltspice делал, если хотите скачайте, она бесплатная.
-
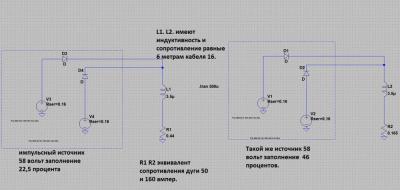
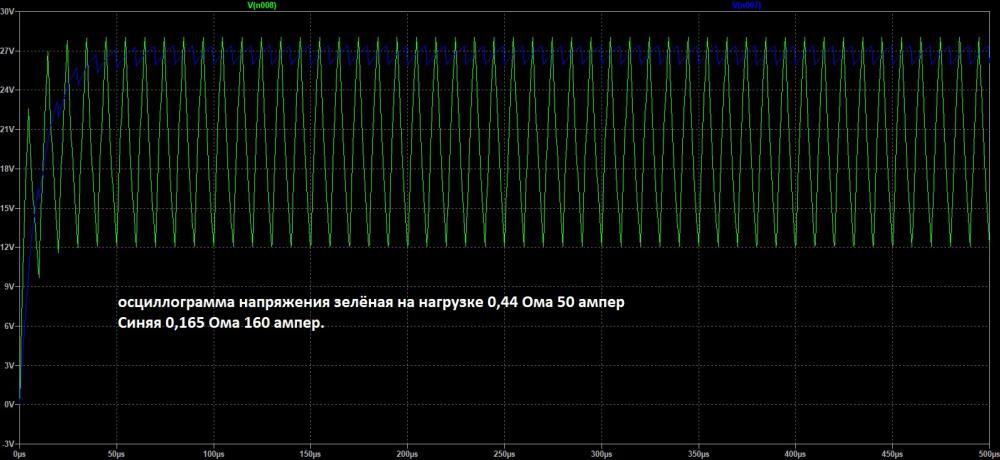
Простейшая симуляция модели полномостового источника 50 кГц с индуктивностью только сварочных кабелей по 3 метра показывает, что на больших коэффициентах заполнения ШИМ ток в нагрузке пульсирует на приемлемом уровне, а чем меньше тока по крутилке, тем выше пульсации тока и напряжения.

Российский инвертор ИЖ ВД-200
в Обзоры, тесты и отзывы
Опубликовано
Так что видимо Фрониус ацтой, хуже урезанных китайцев!))