PecToPaH
-
Постов
517 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент PecToPaH
-
Цены нигде нет. Все надо узнавать. Такой себе подход. Подозреваю что цена в районе 20-30к,тогда гарантия должна быть не 3 года,а пожизненная . К самому продукту претензий нет,если судить по видео.
-
 Не труба конечно,но принцип тот же. https://youtu.be/DINFIOkJuS0?list=PL52lqKDQaoDgDpKX-2IphutW5GdEailre&t=493
Не труба конечно,но принцип тот же. https://youtu.be/DINFIOkJuS0?list=PL52lqKDQaoDgDpKX-2IphutW5GdEailre&t=493 -
Ну если так размазывать то обратный валик у вас вряд ли получиться.Дугу по середине зазора держите без колебаний,возможно стоит чуть подачи убавить и зазорчик чуть побольше.Но если есть возможно подварить обратную сторону зачем с этим валиком запариваться ? Не забываем что обратный валик это равномерное формирование шва,без сопель и несплавлений кромок . Не зря же говорят что сварщик он головой в первую очередь должен работать.
-
Побежалость на шве ? 1 фото. На втулках видно что у замка зашлаковано . Зачисткой действительно не стоит пренебрегать. Ну коль не хочет слесарь потратить полчаса на зачистку - засри так чтобы пол дня чистил.
-
Тех.карты. Я уже два года работаю и только один раз видел параметры сварки в тех. карте... Там на плиты толщиной 100мм рекомендовали 120А ставить,вольтаж не указывали кстати (П\а). Да и нет ничего такого с режимами туды сюды,если понимаешь что делаешь. Хот я как то видел спеца который пришел на автомате работать,у него один проход около 40-50 мм шириной был,выглядело все по уродски,но контроль прошло без нареканий.
-
Под многопроходными я имел ввиду это. https://www.youtube.com/watch?v=USHaXIelmSg
-
Ну я бы не сказал.
-
Для кривых швов есть одна штука ! Не всегда,но в большинстве случаев ... Если шов имеет правильную геометрию(красивый),то по логике он еще и прочный. Правильно выполнен и все такое.
-
Для немалого количества людей это становится откровением.А потом ходят и руками машут мол " Да не может такого быть ! "А ведь при использовании простой болгарки сварка под контроль перестает быть чем то очень сложным.
-
Зачищать лучше до полностью чистого металла. А чтобы не было полузакрытых замков сварку можно вести слева-направо.
-
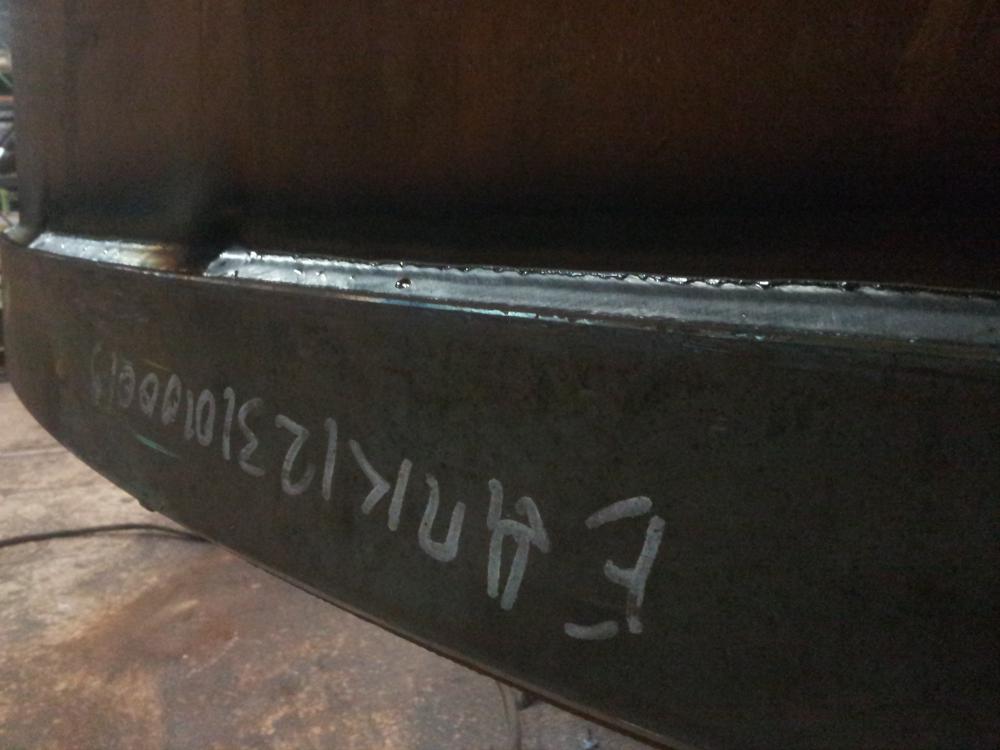
диаметр 3200мм ,толщина 25мм,скос кромок 45 градусов.
-
Остался 1 шов.

- 1 853 ответа
-
- 14
-

-
На фото с загаженным соплом как раз таки порошковая+ наконечник после нее,вот так съедает его...Хотя и сплошная тоже самое делает.
-
1 Наконечник на 8 часов работы обычно хватает,сопло от 3 до 7 дней живет,а потом уже как фольга становится. Зависит от производимых работ конечно.У меня уже как два месяца на аппарате только один режим : 36V 360A.(12.7м\мин) Сопло пару раз докрасна нагревалось.
- 49 ответов
-
- 7
-
-
- полуавтомат
- инвертор
- (и ещё 2 )
-
Это нормально для заводской продукции. Если стерты значит так надо было.
-
Если вы просто ведете шов и он сильно выпуклый это говорит о том что режим выбран неправильно.
-
Видно что там имели место быть колебательные движения.Предположу что вперед-назад. А параметры сварки какие ? Видно что зона зачищена,но больно много брызг . И еще если варите слева-направо начинайте следующий шов в начале кратера предыдущего(на фото видно что начало в середине).
-
Секторами только корневой проход. Заполнение и облицовка от начала и до конца.
-
Обратноступенчатый . Подогрева не было. 09Г2С-СВ-15.(Вроде,точнее не могу сказать)
-
Вот это уже другое дело.
-
Да легко.
-
Кольцевой шов. Диаметр 3 м Металл 25мм. Зазор 3мм. Режим: 27-28V 260-280А (корень,заполнение и облицовка). Начало и конец шва подрезаю болгаркой(контроль будет) Вроде все норм. Качество фото какое есть. https://www.youtube.com/watch?v=xrQuc9BSX2E
- 1 853 ответа
-
- 22
-
-
Из этого выходит, что металл шва изначально превосходит по своим характеристикам основной металл. Собственно зачем наваливать сверх необходимой меры.(разве что под мех. обработку)
-
Нет.
-
Интересная фактура металла от П\А, как будто порошковой проволокой варили.