

Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Глобул
-
-
Обсуждение перенесено в чесалку.Ваше мнение? Кто востребованный сейчас?Ответ:
-
 1
1
-
-
- Популярный пост
- Популярный пост
Оттого имеются и отклонения от уровня и неидеальная подгонка кромок.
Нет. Это не от того что он там видит первый или второй раз. Вот не от этого оно зависит...
У меня одно время слесарь был -- художник по образованию, вот его художества:
http://websvarka.ru/talk/topic/5943-takhtamukaj-teploobmennyj-punkt/
http://websvarka.ru/talk/uploads/monthly_09_2017/post-14762-0-63235300-1504804691.jpg
-
22
-
-
5
-
-
Крестоносец говорит папе Урбану II:
-- Катапульту не можем собрать для штурма.
-- Почему?
-- Отвертка к шлицу не подходит.
-- А какая у вас отвертка?
-- Крестовая.
-- Во имя господа!!!
-- Именем его!!!-
4
-
-
Нинада.в продолжение мысли ..... но если воображаемое угловое соединение вывернутьВымышленные понятия будут мешать вам постигать знания накопленные по вопросу. Плюс терминология будет страдать.
-
5
-
-
-Это Вы так решили или на нормативку какую сошлётесь?
Ну вот оно занудство и попёрло.

Сергей, это я помню как нас учили, и видимо хорошо учили, ибо то что я помню попадает под ГОСТ 16037-80 (труба).
Нам крепко в голову вбили: катет равен 80 - 100% наименьшей толщины свариваемых деталей. Ширина для стыкового равна не более двух наименьших толщин.
@Ganimed, это стыковое, там понятия катет нет, есть ширина шва, а катет появляется у углового шва.
-
4
-
-
Почему-то корефеи молчат... Мне кажется хорошо сварилось
Алексей, просто занудствовать неохота лишний раз. Щас объясню что я имею ввиду:
Там две пластинки толщиной в три миллиметра, то есть ширина шва для такой толщины встык должна быть около 5 мм. А мы имеем сантиметр. Напряжения в таком шве либо покоробят металл, разрешившись в его деформацию, либо напрягут и растянут его так, что он потеряет свою заявленную прочность. Поэтому брак.
По провару -- это обеспечивается не режимом сварки, а разделкой. Объяснять как это работает на пальцах совсем долго и муторно. Так что камрад @Сусанин прав -- мы о правильных швах щас тут начнём толковать, а человеку глушитель по месту варить придётся.
-
4
-
-
@AMBIVERT42, ну по котельной намётаный глаз мой всё равно мелкие косячки замечает. Но вот вопрос -- сбросная труба с предохранительных клапанов уклон на улицу имеет? Если нет, то может беда случиться -- в этой трубе будет накапливаться конденсат. Как правило он будет куда холодней того, что вырвется из предохранительного клапана, а обычно никто их раз в смену, как положено не подрывает, они закисают малёха, и при срабатывании открываются резко -- горячий теплоноситель бьёт в холодную воду, а дальше как повезёт -- может сбросную трубу оторвёт, а может клапан...
Может обварит оператора, а может и не будет его рядом.
-
1
-
-
Мы у вас были в марте прошлого года: http://websvarka.ru/talk/topic/2278-svarochnye-roby-kto-v-chyom-rabotaet/?p=269794А сколько по времени ваши робы выдержали?Тогда мы выбрали ткань полегче, и минимум защиты -- жарко. Теперь наверное будем класс защиты увеличивать -- не хватает.
Нет, речь скорее идёт о воротнике стойке. Я помню, что серийно вы от него отказались, но это индивидуальный просьба. Если не понравится, пусть в ателье несёт, перешивает. Благо такие специалисты у нас по месту есть, заработок позволяет, так что не проблема.Для зашиты горла может типа шарфа что-то сделать?Если по воротнику вы согласны, тогда я соберу полный анамнез (там ещё кажись бруки, а не комбез будет) и будем заказывать один костюм этому сварщику.
Потом оденем ещё одного, а остальные у нас к сварке подходят редко, так что костюмы у них больше лежат в шкафчике.
-
@Андрей1979, Андрей Иваныч здравствуйте.
Поизносился тот "лёгкий микс" который мы у вас выбирали, наверное будем пару костюмчиков заказывать, но у одного сварщика есть особые пожелания. Он куртку спиной вперёд одевает для защиты горла от излучения. Что можно ему предложить?
-
2
-
-
- Популярный пост
- Популярный пост
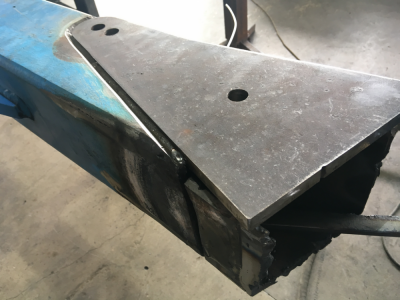
А вам не до банок и вы должны...
И плюс ещё война с немцами.
Деталька немецкого оборотного плуга. Паламалась.
Просто по времени паламалась -- пять, шесть лет, и начинают трескаться одни и те же места.
Убираем уставшее место, вставляем туда новое железо, пошире, покрепче, и потолще:

-
20
-
@Steelcar, что-то я смысл этой двойной колонны не пойму никак.
-
Да, сваркой консервных банок как-то они не озаботились.И хоть Селко монстр, но это ему огромный минус.-
2
-
-
@midtower, вот по твоему вопросу видно что ты не читал, и не смотрел видео от мавританца.
@Hlorofos, тоже.
Я поясню:
Я сказал кондору "Отсюда и ниже..." так вот там ниже камрад из Краснодара (@Mavritanets) на селке настроил этот колд миг с пол пинка, с помощью стандартных настроек п/а, ибо там такого готового режима нет.
-
@Kondor416, Колд Арк -- холодная дуга. Плавление проволоки происходит после её залипания в остывающую ванну.
Отсюда и ниже: http://websvarka.ru/talk/topic/992-rezhimy-svarki-pa/?p=270386
-
@Инвертика, сварщики боятся.
Тут ситуация такая, что брызг у нас особо то и нету. Проблем доставляют труднодоступные места, где из-за неправильного положения горелки набрызг видно даже издалека.
Но в этих местах также высока вероятность вспузыривания металла по непонятным причинам. Нельзя сказать что виновата жидкость -- это бывало и без неё, но шов в этом месте уже не уберёшь, болгаркой туда не залезешь, поэтому брызгать бояться. Тем более что абсолютного эффекта жидкость всё равно не даёт -- ну немного легче слетают брызги при зачистке, ну может их и прилипло чуть меньше, однако ради этого рисковать сварные не хотят.
Однако есть ещё мой сварочный пост, на котором используется (редко правда) обычный полуавтомат страдающий капитальным набрызгом. На нём обычно производят заказы на ремонтные работы со стороны. То есть не товарные изделия. Вот на нём я наверное и буду жидкость пользовать. Она пока ещё есть.
-
На пределе.сварка стали до 16мм, ну там и 250А аппараты, вроде, работают)То есть на этих режимах долго не поработаешь. У нас основные токи 180 - 220 ампер в пульсе. @Вад11, тебе скажет что и этого мало, если порошок.
это противоположные режимы -- колдарк настраивается на любом п/а вручную довольно не сложно, а вот с пульсом всё гораздо дороже -- нужен мощный источник изначально. То есть чтобы работать 250 ампер пульс, источник должен быть 500 амперный как минимум. Смотри недавнее тестирование пульсирующего гроверса от Виктора (@Hlorofos) http://websvarka.ru/talk/topic/11026-svarochnyj-poluavtomat-grovers-multimig-200-pfc-dual-pulse/page-1импульсные режимы (интересна технология колдарк)Там получается что аппарат может пульсить примерно до половины своей мощности.
-
@ilnursvarka, у меня в вк есть товарищ в Тобольске, но он не сварщик.
Могу вас свести.
-
По моему это сейчас называется свиные крылышки.Свинина на косточкеЧо ржёте? Загуглите -- это щас вполне уже нормальное название для мясного деликатеса.
-
Попробуйте при сварке толкать её вперёд, а не тянуть назад. Это называется сварка углом вперёд. Тогда шов перестанет быть таким горбатым.рукоятка горелки примерно параллельна поверхности, -
@AMBIVERT42, Кажись у производителя.
-
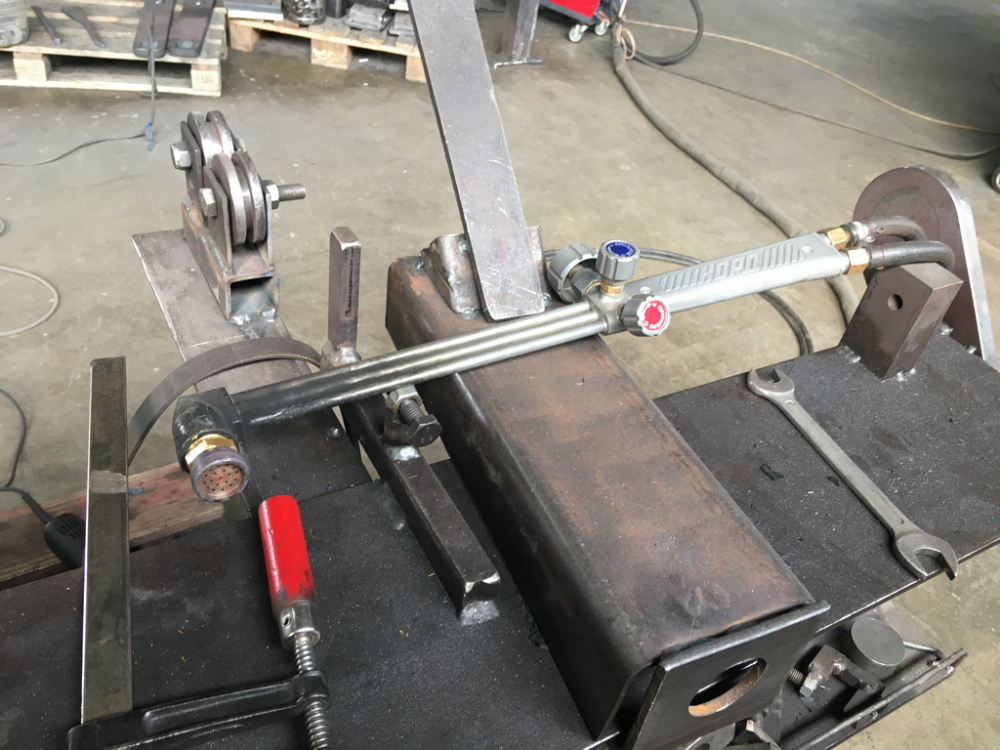
Вроде когда-то я обещал показать греющую голову на трёхтрубный (уже не буду заморачиваться корд или норд).

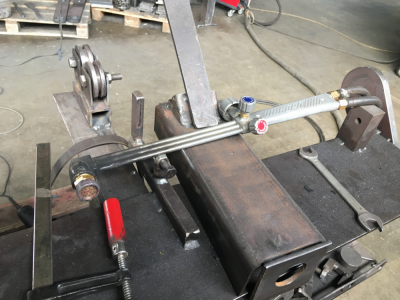
На фото конечно струя выглядит как ацетиленовая, но это так видится камере в телефоне, на самом деле там обычное пропановое пламя.


HDR. Немного смазывает но уже ближе к реальности:

-
3
-
-
@Вад11, Немного длиннее дуга, немного углом вперёд, очень ровно тянуть, и надо нитками сформировать канаву для финального прохода (тоже не очень сложно). И тогда это будет качественный прыжок для сварки, и новая ступень мастерства для себя.
@G_Kar, обычно эти проволоки требуют углекислоту. Я работал проволокой "FILARC PZ 6113" для неё возможна и аргоновая смесь 20/80 и чистая кислота, но на смеси у неё лучше получается, и дорогая она просто ужос. Сейчас привезли Kobelco DW-100 -- она в разы дешевле, и упоминания о смеси в описании отсутствует -- только СО2. Швы я показывал здесь недавно, а о качестве кобелко мы и говорить не будем.
-
3
-
-
@Вад11, пробовал -- единственное что понял -- ручки у меня кривоваты для этого, но это поправимо. Так то местами очень даже ничо получалось, просто тренировка нужна с подключенным мозгом.
-
1
-






Мастерская Васек. г. Волгоград, станица Клетская
в Наши мастерские
Опубликовано
@Wаsек, чтобы работать по интернету, надо быть специалистом в какой-либо области, от сайто-строения и прочих програмизмов, до проектирования металло-конструкций, или инженерных коммуникаций.
Освоить это сидя в каталке можно за годы постепенного самообразования. Благо в интернете можно насмотреться примеров, и наслушаться советов, главное загореться какой-то темой, и иметь сверх-задачу получить в оконцовке по этой теме диплом.
Например, ты можешь посчитать ферму для навеса?
А вот есть люди которые могут, и они от тебя особым интеллектом не отличаются. Просто они потратили годы на получение комплекса знаний необходимых для таких расчётов, и пока в нашей стране высшее образование доступно, почему бы этим не заняться? Годы у тебя есть, само обучение невеликих денег стоит -- вот я интересовался в Ростовском Универе, по специальности технология сварочного производства чуть ли не 30 тыс. р. в год -- вполне подъёмная сумма даже для форума, так это коммерческое, а тебе как инвалиду, можно и на бюджет попасть.
Конечно для поступления, школьный курс физики, алгебры и геометрии, должен от зубов отскакивать, так сейчас и это не проблема -- накачай учебников и кури долгими зимними вечерами.
Это тебе просто зёрнышко для проращивания в голове. Я понимаю, что на подобное заявление сформировать ответ ты вряд ли сможешь вот так сразу. Такое должно прорастать постепенно, и вот у меня, походу, уже проросло -- хачу учица.
Или вот пример ближе к твоей ситуации:
Вопрос -- можно ли аргоном, нержавейкой, варить чёрную, водопроводную трубу?
Технолог сразу спрашивает: "Какая присадка?"
Я отвечаю: "308-я"
Он говорит: "Нет -- лигатуры может не хватить на зону сплавления, там получиться аустенитная прослойка и может образоваться трещина -- надо или нормальную присадку для чернухи, или нержу повыше, как минимум 309-я".
(это был ЛёхаКолыма)
Вот откуда он это знает вот так сразу? Вернее не знает, а понимает как это получается. Причём, я так понял, из разговора с @welderman, это элементарщина, которую любой технолог понимать должен. Я тоже хочу понимать, но оказывается для этого нужен комплекс знаний который даёт именно институт.
Как тебе такое достижение получить?