

Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Глобул
-
-

-
 5
5
-
-
@LKS, вот и я думаю -- а стоит ли всё покупать.
Лучше с компьютера, клацаете мышкой в @BelaZZ -- открывается его профиль.
Справа две кнопки: "Отправить ЛС" и "Публикации" -- жмёте публикации.
Откроется какая-то ерунда, жмёте в левом столбике "Все сообщения". Это будут все сообщения пользователя на форуме, вне зависимости от тем.
У этого сварщика почти все фотки демонстрируют какие-то сборочные приспособы. Листайте просто просматривая картинки.Чтобы сохранить фото себе, клацните его колесом мыши (да, колесо можно нажать как кнопку) -- фото откроется в соседней вкладке в полный размер, и оттуда тащите его себе в папку. Просто мышкой берём и тянем на рабочий стол, или в папку.
Он даже специальную тему делал: Несколько моментов фиксации для обработки и монтажа - Прибамбасинг - Форум сварщиков Вебсварка (websvarka.ru)
-
4
-
-
@BAN, последний раз закупились в рутекторе оригинальными стёклами текмен. Весьма стойкий карбонат. Одного хватает на месяц - полтора, так что я считаю все эти движения с нарезкой поликарбоната не стоят тех денег.
-
3
-
-
Да нет, не лень. Силвермиг подсказывает, пишет на табло, в какой дырке масса должна торчать, и довольно адекватно подсказывает. Малая индуктивность -- это ну совсем для жестянки. Для всего остального -- большая. То есть от того что мы называем 60-80 ампер и до упора индуктивность одна.И ни чего, человек не ленится и переставляет. Тут речь была о подстройке плавного старта. Именно под разные толщины ее нужно крутануть, но нет... лень.То есть тут не лениться приходится, а наоборот -- настройка занимает времени больше чем без синергетики -- надо покрутить корректор во время сварки, это надо взять железяку дежурную, взять массу, упасть с этим всем на пол рядом с подавалкой, чтоб одной рукой цфыркать, а другой крутить корректор.
Старт тоже можно настраивать, но так как диаметр рукоятки этой настройки 5 мм, можете представить как оно. И мне часто кажется, что он ничего не меняет. В крайних положениях -- да. Что-то есть. А вот сказать что там плавная настройка -- нет.
Я долго ломал голову, и я придумал автомобиль, похожий на сильвермиг, а тут как раз вы начали такие сравнения. Ну чтож -- держите:
Сильвермиг -- авто шикарное, со всеми наворотами. Вэ 6 три литра, полный привод, автомат. На трассе с ним тягаться в принципе бесполезно.Вместо педали тормоза -- кнопка. И есть переключатель плавное/резкое торможение. Переключатель находится под капотом на главном тормозном цилиндре.
Иногда при трогании автомобиль глохнет. Если сразу после этого не заводится, то надо "скинуть клемму", и тогда всё окей. Бывает за день ни разу не глохнет, а бывает пять раз на день.
Однажды я четыре раза подряд глох на одном перекрёстке. Конечно клемму менять пришлось.-
2
-
-
Придёте. Если вспомните о сопротивлении источника. А пока речь идёт об участке цепи -- нет.к консенсусу не придёте.-
2
-
-
Само собой. В данном конкретном случае изучалось исполнение заводское, то есть как оно было решено в оригинале.конструктор определяет,
Для тавра -- да, безусловно. Но видимо я имел ввиду стыковое соединение, но так и осталось в уме.для примера можно подумать о назначении галтели на валу.
Не совсем понял, разжуйте пожалуйста.Оптимальным считается катет с онованием 1.5-3.0 высоты. -
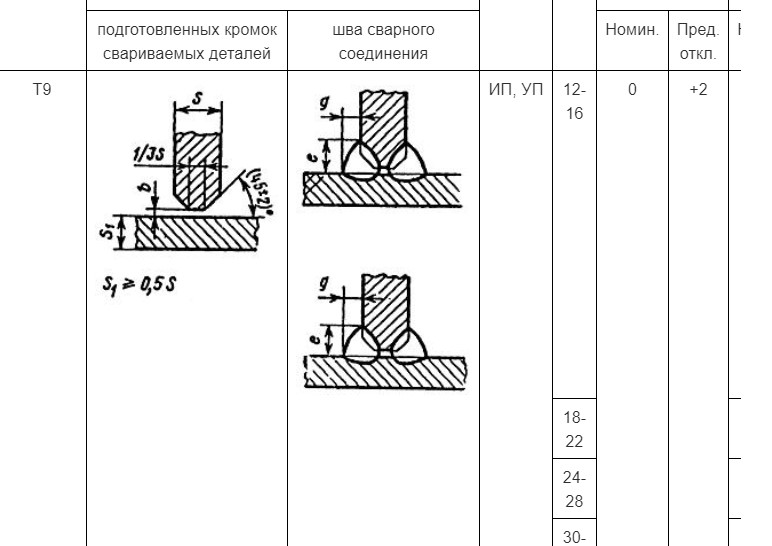
@Rayans, именно Т9 наиболее интересное для понимания. Возьмём 30 мм (легче считать в уме).
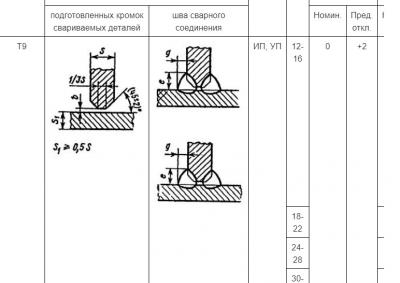
Давай разбирать. Начнём с разделки.
Зазор -- ноль. Угол 45о. Разделано на треть в глубину с каждой стороны (1/3S читается как одна треть эс).
45о это равнобедренный прямоугольный треугольник. То есть в глубину 10 мм, и в высоту там тоже 10 мм.
Итого у нас по глубине середина не проварена. Там миллиметров 6 останется не проварено. Почему?
Мне так думается, что если разделать глубже, то придётся разделывать и шире, чтоб туда пролезть. Тогда всё это придётся заполнять металлом, и напряжения которые там возникнут сведут к нулю прочность, которую мы получили сварив эти внутренние 6 мм.В идеале не должно быть никакого катета от слова совсем. Нам надо чтоб детали просто срослись между собой на всю глубину, и причём при комнатной температуре. Вот к этому надо стремиться.
Это не возможно. А что возможно?
На данном примере -- вот у меня пульс. Вот я сварил это, распилил, посмотрел провар -- ух ты! Я провалил его на три, а не на два мм. Значит имею право уменьшить угол, или катет разделки. Да и потом, у меня деталь крутится. Я могу нижний катет свести к минимуму.
Это реальный пример из моей практики. Привезли деталь плуга порванную вдребезги и напополам. Мы сделали новую.
Мне удалось сделать шов на выходе 12х8 мм. То есть по рисунку e - 12mm g - 8mm.-
3
-
-
Ну я сейчас на таком работаю -- две крутилки. Третьей нету.Я еще помню те времена, -
Именно этот магазин -- нет, но можно считать что да, ибо после него, я их по всему краю наварил целую кучу.Я так понимаю Ваша работа?
Бывает, что без этого никак. Тогда на стройке появляется проектировщик, и осуществляет авторский надзор.всё равно не сделают так как в проекте,Мне классный дядька попался. Сразу сказал где надо ловить миллиметры, а где сантиметры не так уж важны. Увидел уонии, посмотрел швы, остался доволен.
Ага. Примерно.одно из простых правил это катет по наименьшей толщине металлаЯ тут такое уже ляпнул один раз, и тут же был послан вдумчиво курить гост. По моей ссылке выше смотрим соединение Т9 для 30 мм катет будет 14 - 16, и причём это вертикальный. А горизонтальный ещё на 2 мм меньше может быть, или такой же.
Бывает и так, наверное, но скорее всего прихватка трескается ровно посередине.Вы имеете в виду что потеря тепла при большом теплоотводе не даст должного сплавления-
1
-
-
Насколько мне известно -- нет.а в чистой СО2 такие гладкие швы не получаются?Это струйный режим, и выйти на него в чистой углекислоте, оставаясь на вменяемых токах не реально.
А ещё в аппарате, который эти настройки позволяет делать, и в защитном газе -- http://websvarka.ru/talk/topic/2325-o-zaschitnykh-gazakh-i-smesiakh/?p=340027дело не в защитном газе а в правильных настройках-
3
-
-
порвёт на границе сплавления а не по шву.
Скорее по зоне термического влияния (ЗТВ).
а в реальности сварку ферм делают только половиной тех швов которые предполагаются и всё прекрасно стоит,
А в реальности инженер закладывает пятикратный запас прочности, чтобы получить в итоге хоть какой-то.
Общался я с товарищем, который сопромат знает и любит. Он объясняет:
"Берём любое руководство по строительству индивидуального жилища для чайника. Есть множество книг такого типа.
Смотрим устройство фундамента. Считаем его, и получаем, что он понесёт пятиэтажку -- если всё сделать по ГОСТам и СНИПам -- рассчитано на пять этажей. Но ведь никто там не будет гнуть хомуты из шестёрки, и вязать армокаркасы -- скорее всего поварят. Углы никто не будет связывать по 90 диаметров в каждую сторону, да и лить будут в землю, а не в опалубку, ещё и с маркой бетона промахнутся.
И в итоге фундамент под пятиэтажку уверено несёт полтора-два этажа."
Фермы считают подобным образом, если не понятно где и как их будут варить. Поэтому редко что-то падает. В большинстве случаев всё стоит.
Стоит же в твоём городе вот это здание, и ничо не происходит. А его ваабще никто не считал, и сварен весь его каркас, и фермы в том числе, прямо там где он стоит. То есть на стройке.

-
4
-
-
Не имею ни малейшего понятия, ибо зачастую все эти рекомендации и формулы вычисления тока не имеют ничего общего с реальностью.указана рекомендуемая толщина проволоки и сила тока, что здесь выступает условием?У меня есть подозрение, что это нужно только яйцеголовым, и только потому что должно быть. Поэтому его породили, и оно бродит по нашей реальности, не имея своей.
-
2
-
-
Смотри в ГОСТ. Там по всем толщинам тавра есть. ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры (с Изменениями N 1, 2, 3), ГОСТ от 28 июля 1976 года №14771-76 (cntd.ru)какое условие проварки по толщине металлаВ остальном да -- на любом токе можно варить любые толщины. Главное обеспечить сплавление металлов.
Курим такие понятия как подрез и наплыв. Их допускать нельзя. Если они появляются, значит что-то мы делаем не так.
Если в шве появляются поры, если шов чересчур горбат, или ужасно забрызган -- надо что-то менять.
Вот это задачи сварщика. А о глубине провара голова может болеть только у инженера технолога, или конструктора. Сварщик максимум может глянуть в ГОСТ.
-
3
-
-
@Rayans, вот я не понимаю вопроса.
Подлежащую пластину ты не на сколько не провариваешь. В случае с разделанной десяткой, тебе надо уложить два прохода во вменяемую общую форму шва (или форму общего шва). Вот этим и занимаешься. Вот этому и будут подчинены режимы.
Скорее всего никто никогда десятку разделывать не будет. На практике мы валим катет около десяти с первого прохода, и забыли.
Разделкой занимаемся только когда трещина, или накладки какие-то по другому не приваришь -- шов мешает, и его приходится топить в металл разделкой.
-
3
-
-
@Rayans, на однофазном п/а играет роль предел по напряжению. То есть он выдаёт на проволоку стабилизированное напряжение, и при максимальном напряжении, максимальный ток начинает зависеть от толщины проволоки, а на 0,8 полуавтомат его не выдать не может, ибо ограничен максимальным напряжением. Это я говорю про примитивный п/а с тремя крутилками, возможно что синергетики позволяют вывалить большую напругу, зная что проволока 0,8 а не единица.
Провар толщины возможен только с помощью разделки. Ну или зазора на худой конец. Ибо проплавление, в самом грубом приближении, увеличивается на миллиметр на каждые сто ампер тока. Там на 120 амперах будет порядка 2 - 3 мм, на 220 амперах будет 3 - 4 мм и т. д.
-
Плазморезом. Сдувал швы угловые, и там никак, только в рожу себе дуть.перегрел!!!!!!!!это как?
До перегрева работала вабще без проблем, пульс мы пользуем одинарный, тот шо гудит.просто интересно.Когда немного потёк пластик самого фильтра, начала глючить. Работать можно, но нервы все вымотает.
Ну а теперь уже она и новая даром не нужна. Переход на Текмен, как с жигулей в иномарку.
-
1
-
-
А нету. Опыта.Скажи как сам думаешь по опыту,
Я в недавнем противник хамелеонов был. Потом попробовал Аврору сан9, мне понравилось, и я её ушатал (перегрел).Купил Текмен, и пришел в неописуемый цензурными словами восторг. Я реально прозрел, и мне щас просто пофигу -- я везде буду в нём работать.
Насколько я понял из почитываний тут -- за 8 рублей я взял маску, по уровню европейских за тридцатник.
Так что выбора нет -- буду и всё.
-
1
-
-
@Rayans, вы далеко от Каневской?
Там есть магазинчик в котором Текмены попробовать можно, если они в наличии есть.
-
И он торгует устаревшими моделями поэтому.Кстати, застенчиво утверждал что у него как-бы единственного официальное дилерство Текмена -
А фамилию можно? То есть фырму узнать хотя бы. Сам манагер -- нормальный пацан -- врать не стал.Спросил у представителя продавца...: -
Под каким он вопросом?да и толстый метал под вопросом. -
@Rayans, я тебе скажу так -- есть места где придётся варить электродиком, или аргончиком... придётся. А в остальном п/а на металлоконструкции выигрывает всегда. И по качеству, и по скорости.
Ну разные бывают сварщики. У меня, например, аллергия на поперечные швы. Если проекта нет, а его зачастую не было, то я всегда их избегал всячески. Часто это лишние швы, которые никак не добавляют прочности конструкции, даже если бы они не создавали напряжений, и не уродовали ттх проката термическим влиянием.интересно как сами сварщики к этому относятся-
1
-
-
@Rayans, при прочих равных тиг -- самая горячая, п/а -- самая холодная.
ММА не посередине а ближе к TiG.
-
Самый лучший материал -- легированная сталь.Все, что можно сделать из нержи, из её родемой и надлежит делать.@SergDemin, а поржать то где? Темой ошибся?


Основание для аттестации НАКС
в Аттестация технологий сварки и сварщиков
Опубликовано
Нет, флудом это считается.
Да, не может -- его нельзя банить.