АВН
-
Постов
8 646 -
Зарегистрирован
-
Посещение
-
Победитель дней
244
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент АВН
-
Молотком.
-
1) @ЛехаКолыма, Вы по какому РД работаете? А @nadzor? У нас это допускается, а у других может и нет. Я не владею такой информацией. По большому счёту 5264-80 и 11774-78 отличаются лишь углом разделки фасок, но "не соблюдение ГОСТа карается по закону"... 2) Честно говоря, не совсем понимаю для чего нас попросили выполнить чужую работу по дефека дефектации чужих швов, там скорее нужно проводить общий сбор спец-ов св. пр-ва с обширной повесткой дня. 3) Очень сильно интересует, чем бы нас порадовали подобные "сварщики" в такой ситуации:

-
В "комьюнити" и "гомо" я не специалист. Уточнял лишь потому, что направления деформации при выполнении угловых и тавровых швов отличаются. Правильным будет являться Ваш способ выполнения, если не брать в расчёт смайлики.
-
Может я что-то недопонимаю; как метод выполнения шва влияет на кол-во "замков"? (Если можно, то схематично нарисуйте как Вы это делаете). Всё остальное вполне понимаю, но хочу уточнить: Ваш ОТК что нибудь знает про "отжигающий валик" и может мы всё таки говорим о тавровых соединениях, а не о угловых?
-
Отченно интересно, почему же тогда швы частично выполнены ПДГ проволокой сплошного сечения и порошковой, РД это не запрещает?
-
А слабо из ВД-306 выжать 250А 100%ПВ? А держатель не задымится от работы пятёркой по 45 минут? А если черными треугольниками обозначены шпигаты в кницах, то кольцевой шов нужно замыкать или не нужно и под кницами можно оставить "берлоги для тараканов" (непровары то есть)?
-
Место, где свет... BelaZZ, я знал, что Вам понравится.
-
И по какому же ГОСТу это выполнялось?
-
@feanor, что б стандартизировать, нужно иметь хотя бы некоторые данные; основного металла, толщин, назначение изделия, способов сварки и прочие "милые сердцу мелочи". И с чего Вы взяли, что сварка узкими валиками - удел теплосетевых сварщиков, а способ "горка" применяется только в судостроении?
- 31 ответ
-
- 1
-

-
@dubna61, а чем он такой "суперский"?
-
Для любителей изобретать велосипед неплохо бы найти и прочитать тему "Св. стрелка", а заодно и тему "Мы рядом". p.s. C кем я хотел встретиться - встретился уже давно, с кем хочу увидеться - не увижусь наверное никогда. Занавес...
-
В прихватке сидит маленький кусочек вольфрама. Сам не всегда его сразу нахожу, но всё равно он там есть...
-
@Лепило, на верхнем фото следы от дружных поисков подреза (или любой другой зацепки) с помощью присадки. На нижнем фото пыль на поверхности шва. Усиление там должно быть 0,5+1 мм. Все остальные объяснения будут флудом по отношению к теме. Если интересно - объясню в л/с.
-
В теме "Швы" выкладывают почти хорошие швы, я в "Дефектах" почти брак. Всё по-честному...
-
РАДС, ток около 30А; WL-20,d=4.0; присадка d=2.0:
-
Если у Вас получается что-то хуже, а что-то лучше - не факт, что это имеет распространение на всех и всё.
-
Мне всегда нравились теоретические разговоры специалистов уровня Возьмите электродик, железячку и покажите нам, каким углом Вы будете вести шов в каждом конкретном случае. Например, нижнее положение (V-фаска, s=3.0mm, b=1.0mm) в трёх вариантах: а) углом вперед, отклонение 150, б) перпендикулярно плоскости осн. металла, в) углом назад, отклонение 15. Потом здесь выкладываете результаты и мы делаем сравнительный анализ внешних параметров шва: дефекты, отличия в формировании и т.п.
-
Гидроабразивная или плазморезка под водой?
-
Приятно почитать и картинки посмотреть. Вот Вам ещё немного из благородных источников знания: "Наклон электрода вдоль шва оказывает большое влияние на глубину провара и качество шва. При сварке углом вперед труднее вести наблюдение за формированием шва, но лучше видны свариваемые кромки и легче направлять электрод точно по зазору между ними. Ширина шва при этом возрастает, а глубина провара уменьшается. Сварку углом вперед рекомендуется применять при небольших толщинах металла, когда существует опасность сквозных прожогов. При сварке углом назад улучшается видимость зоны сварки, повышается глубина провара и наплавленный металл получается более плотным". Тоже случайно нашёл, в инструкции к одному инвертору.
-
KCФ . Крейсера проектов "Дельфин" и "Антей". По вопросам приобретения и тиражирования обращаться: www.gangut.su
-
KCФ. Крейсера проектов "Орёл" и "Орлан". Фото Алексея Акентьева, издательство "Гангут". Ссылка на источники обязательна.
-
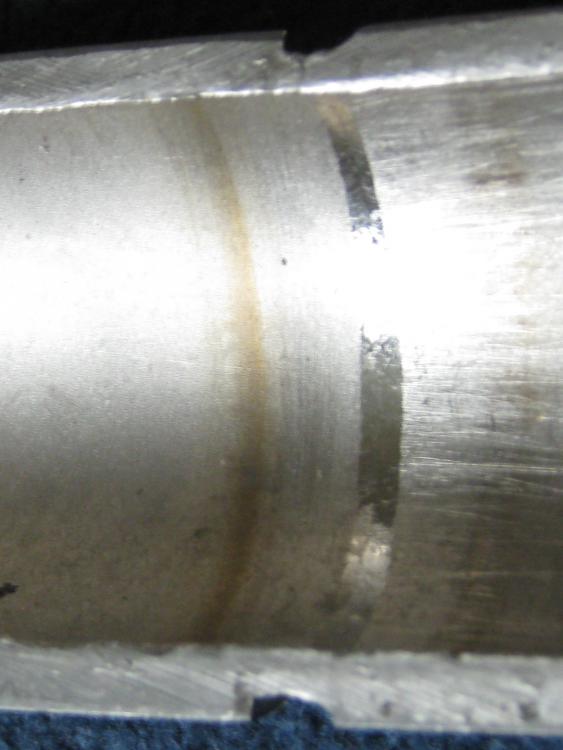
Это одно целое - св. шов с двух сторон. На верхнем срезе обечайки - нитка.
-
Новый блок вентиляции Оптрель: