feanor
-
Постов
15 -
Зарегистрирован
-
Посещение
Достижения feanor
")
Новичок (1/14)
1
Репутация
-
Не совсем понял вопрос...меня всегда и везде интересует всё, человек я любопытный...
-
2 АВН зачетно...оффтопом- как вот там варить-то...жутко неудобно...на грани героизма? Дым весь ваш? Без локальной вытяжки варите?
-
Делают так- корневой- обычная шестерка катет, верхний- на пониженном режиме на корневой и вертикальную стенку, и затем нижний валик- на хорошем токе- переплавляют все вместе формируя нижний катет, это от 10 мм катета шва в сумме(болше надо- больше валиков, естественно, кэп очевидность ). Кстати говоря- славненько шов выглядит действительно, если приноровиться- практически равномерный и без межваликовой впадины практически, а при исполнении набора шва снизу вверх- больше приноравливаться надо- что-бы и не было наплыва и межваликовой впадины(ткскзть- руку набить ). Я делал и так и так(оба варианта)...нормально в общем-то, но задался вопросом "регламентированной правильности", потому и спросил тут... Ту олл- сорри,на правах оффтопика- 2АВН- если честно- немного удивили в плане-"молотком". Если можете- осветите вкратце- отчего сей выбор этого прекрасного инструмента- молотка?(это-ж даже представить не могу- сколько долбить...жуть!) Заинтриговали...почему так-то? И второе, если можно- варите чем? Спрашиваю ибо вижу прям в околошовной зоне практически не сгоревшую краску!
-
вы серьезно?
-
ну отличаются, но проходы варятся в разные стороны каждый валик хоть в тавровом, хоть в угловом- меньше напряжения...не о напряжениях речь как-бы... АВН, а если не секрет- чем это зачищено после сварки?
-
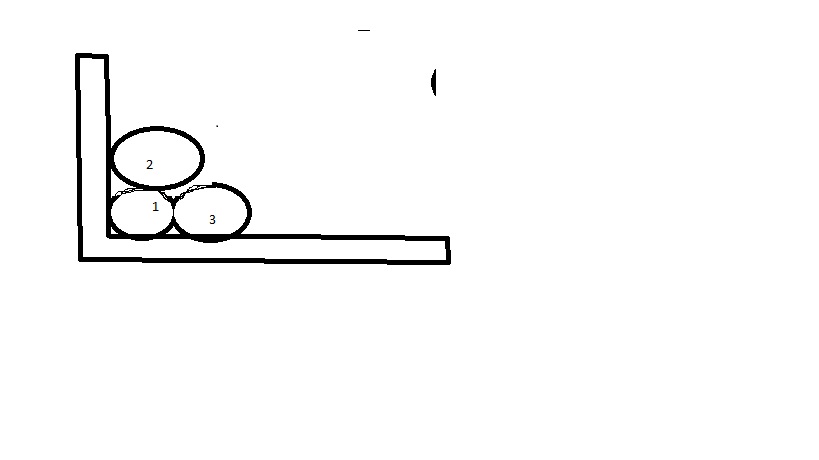
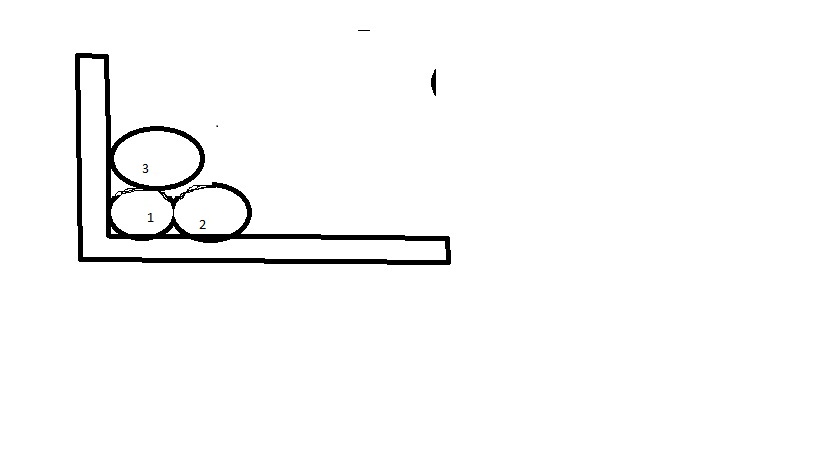
не пойму как картинку прикрепить... Наш ОТК про отжигающий валик знает едва-ли...их он мало интересует, главное- катет и та самая- эстетика(что-бы симпатично выглядело, понимаете?)... АВН...давайте для гомогенности обсуждения скорректирую и уточню- угловое соединение(при выполнении таврового-два угловых, но ладно- пусть будет чисто одно угловое... ) про замки- они им не нравятся и точка...на длинных проходах варю с замками обратно-ступенчатым, и УШМ потом замочек спиливаю, некоторые варят напроход и не парятся даже длинные- нет замков-нет проблем на сдаче ... первая фотка-мои визави варят так, я варю как на втором фото...

- 31 ответ
-
- 1
-

-
хорошо, для полной ясности, опишу суть, которая инициировала у меня подобный вопрос. На производстве, ОТК при приемке, помимо измерения катетов швов (если есть указание в документации о контроле некоторых швов -приемка швов отмеченных дефектоскопистом- УЗК), но,собственно суть- ОТК интересует еще и такой мнимый оценочный параметр, как- эстетика шва- внешний вид, то-бишь. Так вот-многие сварщики приноровились выполнять многопроходные угловые швы в нижнем положении, следующим образом, примерно- корневой проход, затем-выше него делают валик на вертикальной стенке, а потом- нижним валиком переплавляют край верхнего и корневой , формируя, например катет 10мм...но я ( и меньшинство других коллег) делаю иначе- сначала корневой, затем нижний подпорный вполовину переплавляя корневой по ширине- в нижнем положении к корневому-рядом, то-бишь, а уж потом- выше них верхний валик- сплавляя вместе и формируя нужный катет(короче-как при РДС подобных швов)...И так от числа проходов- формирую нужное. Но эстетика не хромает ни в том, ни во втором случае, всё нормально. Но- спиливая УШМ-кой швы сформированные как в первом варианте- "сверху"(верхние валики сначала)- обнаруживал (в паре швов всего, если честно)- пустоты и несплавления(уже спиливание происходило-как результат спора ), а в швах набранных "снизу"- подобного не наблюдалось...Но, тем не менее- старожилы продолжают варить "сверху" и утверждают, что так и "правильнее" и красивее выходит(и, почему-то-быстрее по их словам, хе)...вот как-то так...Еще раз подчеркну- полуавтомат, среда СО2 ...выше писал, но напомню... а задавшись вопросом- просто стало интересно- как вообще- правильно? И как правильно у европейцев, если у них тоже есть такое понятие в этом отношении- правильно... P.S. Писал очень наскоро, нет времени, сорри, но надеюсь хоть малость понятно о чём речь... P.P.S. 2 АВН- боюсь, что сварку "горкой" ОТК завернёт совсем испугавшись огромного количества "замков", которые они и так, почему-то, недолюбливают у нас...никто не знает почему...эстетика-же...
-
помешало нежелание быть занудным ...да я, собственно ничего подобного и не утверждал, сорри... Ну даже не знаю...для примера бы чего-нить...по аналогии...допустим- выносной элемент на подкрановой балке толщина пусть, допустим 18мм стенки элемента и 22мм стенки балки, без скоса кромки свариваемой детали- тавровое соединение с балкой встык...способ сварки- полуавтоматическая сварка в защитном газе плавящимя...соответственно...ну пусть такой пример...да- сварка в нижнем положении...что если так? Я имел ввиду всё- таки - если есть какой-то общий алгоритм набора шва хоть валиками, хоть горкой...пусть пока будет- валиками... просто суть вопроса в чем была- есть или нет алгоритма...и всё...
-
а евросварные...они любят всё стандартизировать и технологизировать...у них, интересно-регламентировано? может кто с опытом работы у еврочеловеков что-нибудь скажет?...я не троллю тему, правда-интересно... за отсылки к РД- спасибо...давно читал, освежили...
-
2 MityMouse- сенкью, почитаем`с...
-
да, немаловажно, забыл уточнить- интересует формирование шва при выполнении сварки, как бы вам не показалось странным- именно в самом тривиальном и как-бы простом- в нижнем положении...
-
сложности нет, накладываем...но хочется узнать как именно регламентирована очередность в "правильном" изложении, если таковая, очередность, имеется... ...спор дружелюбный вышел с коллегами по оружию, вот и уточняю- может-ли быть в нем кто-то очевидно прав, или нет...
-
да, знаемс этот ГОСТ... но не совсем так уж он крут, сей ГОСТ, и там порядок набора шва не регламентирован... ой, сорри, в сети ГОСТ ...-76....если есть под рукой-78, скиньте, плиз...
-
Уважаемые камрады, поделитесь, плиз- есть-ли какие нормативные документы на выполнение многопроходных швов углового соединения(катеты разные от 10 до 40мм с разделкой и без...и тд...разное, вобщем)? ГОСТы смотрел, но там нет именно порядка заполнения шва... Собственно суть вопроса-порядок ПРАВИЛЬНОГО наложения валиков именно-как по цифрам очередности выполнения таковых(понимаю-технолог,техкарта...бла-бла-бла...но именно суть- регламентированная документально)...если есть варианты между русскими и западными требованиями- прошу обсудить. Варим- полуавтоматы Kemppy, газ-СО2, проволока 1.2мм св08г2с крупные металлоконструкции-балки, опоры, связи и тд...толщины разные(большие ) если, что... С чем связан вопрос объясню чуть позже... Буду весьма признателен. PS. Надеюсь со временем стать полноценным участником Вашего комьюнити.