АВН
-
Постов
8 646 -
Зарегистрирован
-
Посещение
-
Победитель дней
244
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент АВН
-
@бензопилорист, у Вас в Гомеле родственники есть?
-
ЧТО? Завтра в 07.15 наблюдаю Вас на разводе.Ваши извинения за разборки в профильной теме можете принести Модератору раздела, я в них не нуждаюсь. Вопрос закрыт.
-
Выше или ниже, я в этом не очень. Сильно уводит при Т-швах. Они как бы раскачиваются: сначала уводит в одну сторону, греешь с другой, потом... и в результате сгибает не туда, куда ждал - нужен опыт. На стыках зазор усаживается не так сильно как на стали "18/10" и нет "пупочков" на прихватках. В целом варить проще, чем нерж. стали. Но вот окислы...
-
Проверено. На моей совести нелегальная разборка кабель-трассы ба-альшой кран-балки. Столько чудных "хвостов с прищепками" получилось...
-
Чуть меньше и немного по-другому. Там есть свои закавыки, приводящие к большим объёмам люм-контроля.
-
И Вам не хворать.DC+ / DC- , на каждой странице руководства Kemppi и темах форума написано различие для РАДС, ПДГ и РДС. Если не умеете читать / вежливо писать, то и на зеркало пенять не надо.
-
О, ПРС-5М, какая встреча... @Васо_29, тема "Динозавры" по нему плачет. А "стаканчики" ничего получились, нормально... Видать Tibidabo присадку подавал.
-
@VERS, это хорошая новость. А мы-то, дебилы, на четверке при щелевом зазоре 2+2 варили в три-четыре прохода. На километрах потолков "красоту" наводили, обратное формирование предъявляли, подрубали под РГК. А тут вжик... и готово, даже ролик успели снять.
-
Смысл использования газовой линзы при большом давлении газа теряется. :-) Ищите темы про газ. линзы - там всё рассказано и показано в картинках с дымом.
-
Мою кислую рожу при сочетании "Нержавеющая сталь, п/а Elitech АИС 250 ПТ и СО2", Вы наверное и без смайлика угадаете...
-
А газик? Кислота или смесь есть?
-
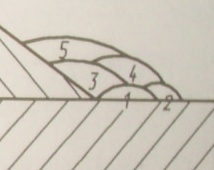
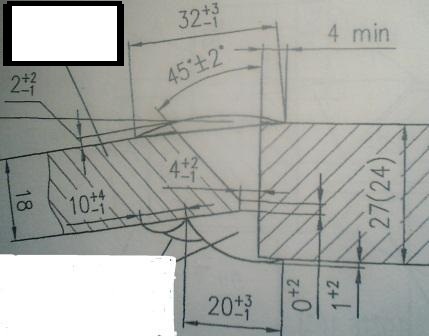
В СТП, в РД5. прописано. Там же и раскладка валиков для тавровых соединений расписана и межваликовые западания. Примерные параметры В/А и скорости сварки, расход защитного газа. И даже картинки:

-
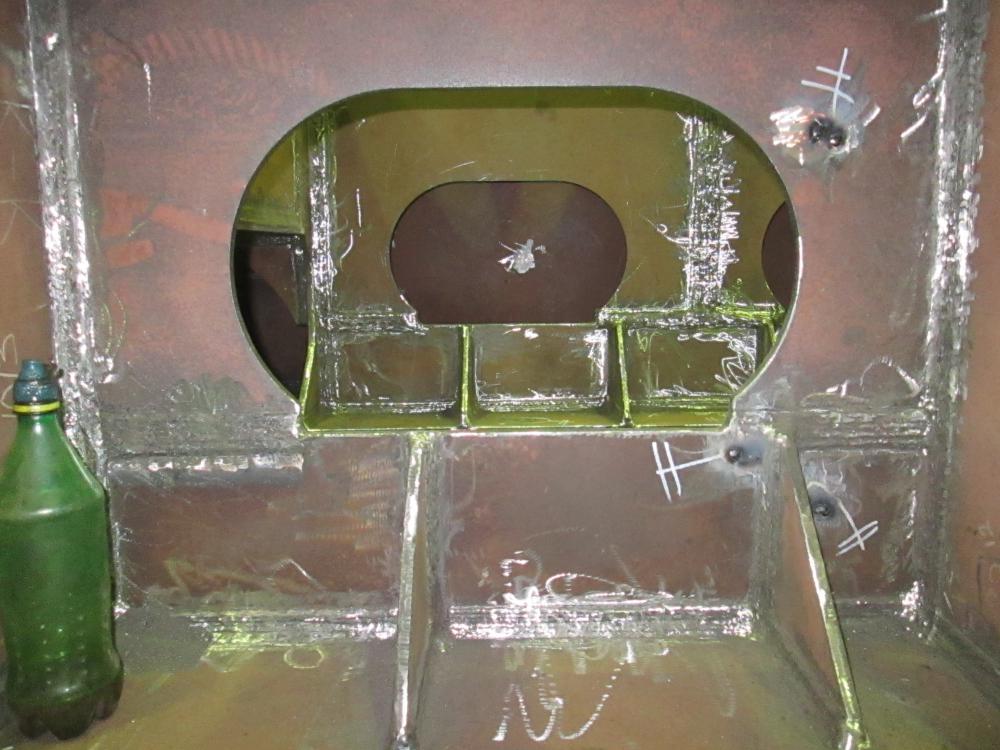
По эскизу... :-) Макетные сначала секторами собирают на прихватках и варят. Потом сваренное стыкуют с монтажными частями (что с фланцами в макет прикручены), собирают на обушках, прихватывают и варят "четвертями"/"восьмушками" обратно-ступенчато, наблюдая за усадками, чтобы не увело от оси. Это больше интересно по сборке, а не по сварке... Подбираешь присадку по зазору и тупо разводишь кистью руки в лево-право "с дындочкой" на обратное формирование. Дындочка больше - уменьшаешь бОльшей подачей присадки, дырочка уменьшается - медленнее ведёшь и оттягиваешь присадку. Главное, чтобы поддув снизу шёл сразу за факелом дуги, тогда от поддувальщика меньше горелым мясом пахнет...
-
Добавлю: "...и незачем". Этот "тр. щит" только для определённого +/- диаметра. При чём на видео, как и обычно, не показано как делается второй-третий проход, когда нужно будет выполнять колебательные движения и манипуляции с изменением наклона вольфрама _\/_. Из приятного - качественная защита от окисления в монтажно-уличных условиях, этого не отнять. Из прикольного: зазор и прихватки... Возб Впечатляет.
-
@AlexSanya, Вы можете обставить меня минусами со всех сторон, но в данном случае: Вращатель с электро/мех. приводом или Второй человек для вращения детали. А экономии/фантазии типа: "Купец Монеткин, чтобы найти старый замурзанный пятак сжёг пятирублёвую ассигнацию" или "Быстро и Красиво",- пусть остаются на совести Ваших работодателей.
-
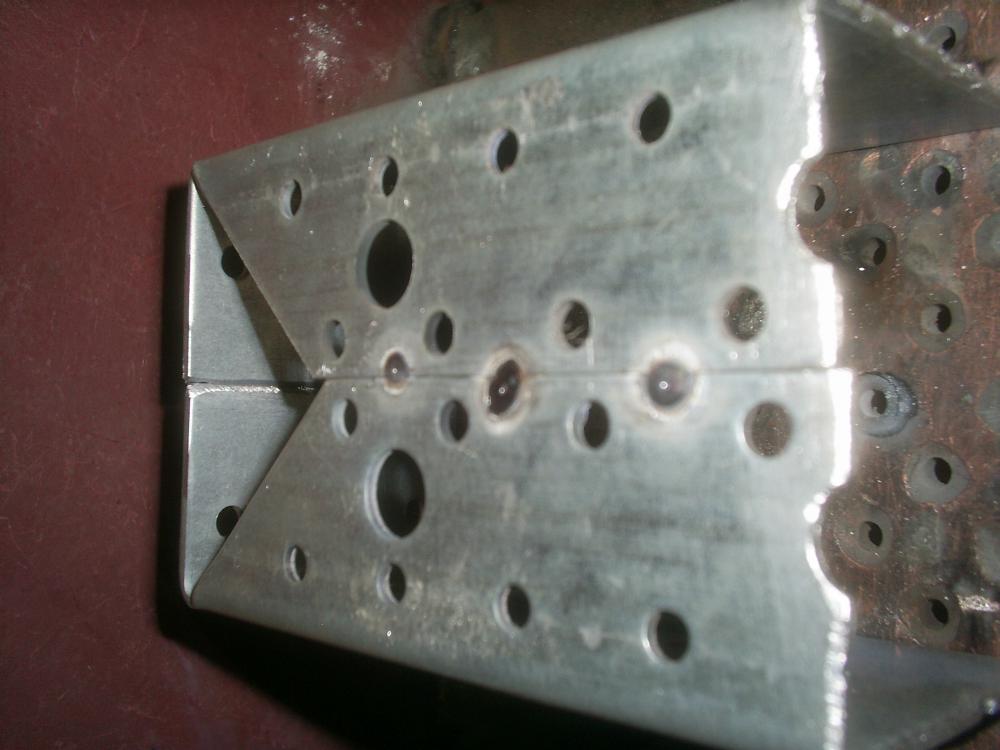
Больше ни в одном ролике этого пресловутого стыка не нашёл. Конечно же :-) Эти три точки/прихватки и есть вся сварка. Цель? Переделка готовой детали из магазина в нужный размер. На оцинковке были нанесены контрольные точки - счищать не было резона. Деталь давно прикручена к полу и закрыта гипсокартоном. @sergei2912, зависит от объёмов работы, требований к шву и ваших возможностей.
-
Появляется уже несколько раз, вчера вечером и сегодня с утра: Обслуживание данного сайта было приостановлено Возможные причины: 1)владелец аккаунта приостановил обслуживание; 2)была просрочена оплата текущего периода хостинга; 3)пользователем были нарушены правила хостинга. PeterHost
-
Можно увидеть фото этого "табло" в работе?
-
Совсем не понимаю; для чего делать ширину валика 20-50 мм? Почему не 70 или 80-90-100? Если сделать 150 мм, то наверное ещё хуже будет получаться... почему нельзя соблюдать элементарные правила нормативных документов?
-
@grisom, у Вас газовая линза? Если нет, то при большом давлении в струе газа будут завихрения - этим и плохо.
-
Лауреат прошлой недели на "Разговор Года": -Тебе Где Пятый Разряд давали?.. -В МостоСтрое... -Ещё один такой шов - ты там и будешь работать... по 4-тому!!!
-
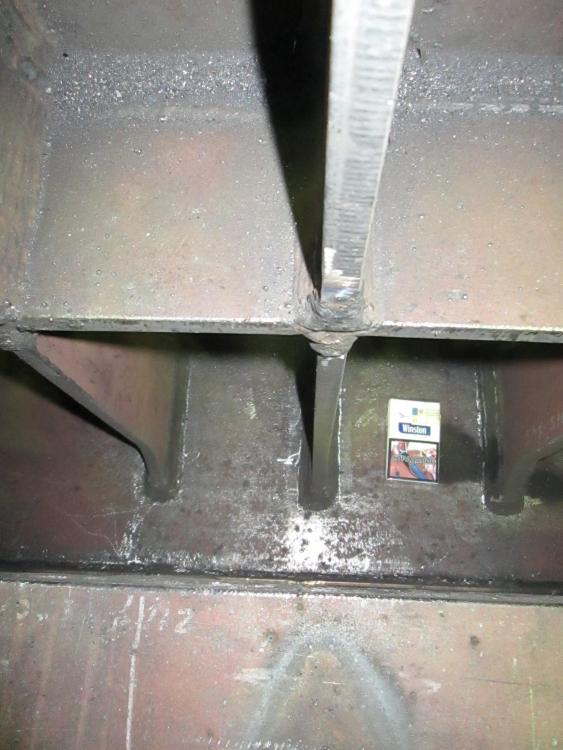
Демонтаж и восстановление фрагмента дверного проёма . Слесаря поленились толком зачистить: Толщина наличника ~1,5 мм. Пропил был сделан болгаркой с диском 3 мм. Варилось УОНИИ-13/45Р, фото до сварки делать было некогда да и не совсем удобно (место слишком проходное).
-
1) Цитата: "...от многих причин, в том числе от температуры атмосферного воздуха..." Замечено неоднократно и не только мною, что при пониженной t0 C воздуха швы более "светлые". 2) Если варишь с фартуком, то при его снятии от шва, даже при достаточном (но неполном) остывании, шов моментально меняет цвет от серебряно-жёлтого на розово-фиолетовый.
-
Углекислота, Св.08гсмт - 1,2: Работа над ошибками: