АВН
-
Постов
8 646 -
Зарегистрирован
-
Посещение
-
Победитель дней
244
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент АВН
-
А "холостые выреза" образуют весёлый смайлик.
-
Что для этого нужно делать пользователям?
-
Очень хочется ошибиться с материалом...
-
Зачем в ЗТВ докрасна? Для отпуска не обязательное условие. Вы болванку будете отжигать, шов или трубу?
-
http://websvarka.ru/talk/index.php?showtopic=46
-
Издалека, чтобы успеть убежать: "Отжигающий валик!!!"
-
MMA-РДС. Можно по второму варианту...
-
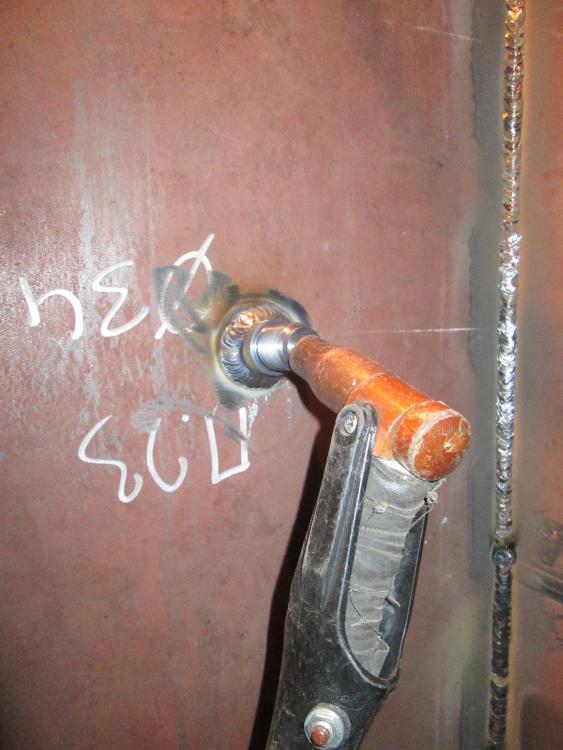
Пост №1 - горелка с чёрной изолентой, старая. Пост №2 - горелка поновее, кнопка нештатная (на неправильной гайке). Пост №3 - горелка почти новая, изолента ПВХ, напарник поменял недавно. Пост №4 - горелка в ремонте, на подмене более короткая. Пост №5 - сопло немного коротит... Есть и другие. Где-то стоит ГСН-1, для мелких работ. На "OригоТИГ стоят THX400W. Где-то на "МАРК-500" стоят горелки Бензель. Поступало предложение попробовать АГНИ. Продолжать? :-)
-
На разных постах разные горелки... Резина трескается от воздействия дуги. Под изолентой слой асбестового шнура. Раньше я каждый шланг проматывал отдельно пхв-изолентой, но здесь не сплав - токи большие, точность сварки - маленькая, "не рентабельно". С завода каждый силовой шланг приходит с пружинной защитой - наладчики сразу снимают и переделывают.
-
Какой-то упырёныш варил: Останавливаться не умеет.

-
Подрыв китайского замкостроения: Просто будни:
-
Отвечаю лишь потому, что упомянут в обращении. Претензий не имею, подписчиком не являюсь.
-
Не смогут. По последнему абзацу первоисточника, т.е. #260.
-
Тогда логичнее задавать вопросы в уже открытой ранее теме http://websvarka.ru/УДГУ302, там хоть предметные картинки есть.
-
@sanderlend, такой ?
-
На мой взгляд проще делать по другому. Варить снаружи 1-ый в холостую обратно-ступенчато, 2-ой напроход с присадкой; можно просто положить на угол и поверх неё вести, давая растекаться на кромки металла (т.е. варить "через присадку"). Потом изнутри угла (варить) уже исходя из провара и требований. Внутренний угол даёт больше деформаций... но это др. тема.
-
@Elektro_D, не пойму - это угловой шов? Один проход делали снаружи "в холостую" (т.е. "своим телом"), а внутри с присадкой и щёлкали кнопкой?
-
@saper24, демультипли т.е. с мотор-редуктора должно выходить два вала с шестернями, которые будут приводить в движение по паре роликов каждая? Не жирно будет, даже для REHM, EWM и пр.?
-
Вот такие: Как будут называться?
-
Вау! @Welderrus, а чего так? Слабо показать швы или не верите, что ГСН и ПРС существуют?
-
Лорх V - это конечно хорошо, но чтобы Вы делали на этом? Как насчёт фляжки из 0,5 мм встык на медной трубе? Ни одной заваренной Вами трубы, листа, изделия из нержавейки я на форумах ещё не видел, как впрочем, и Вашего оборудования.
-
@Tibidabo
-
Гость @Welderrus, может Вы представитесь в "Кто есть кто" (ещё лучше с фото в "Св. швах"), прежде чем давать такие однозначные советы? Для примера: на 20-ти есабовских Амперах я привариваю встык 2 мм присадку (с теплоотводом в тисках), на 50-ти тройку встык - при этом d вольфрама бывает и 2, и 3mm. Сварка листового нерж. проката от 1,5 mm уже 80-100 А в зависимости от ситуации. При том, что в 90-ые и W-тройка была в радость, просто затачивали 4-ку "на иглу" и варили миллиметровку.