konstantinXX
-
Постов
2 100 -
Зарегистрирован
-
Посещение
-
Победитель дней
9
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент konstantinXX
-
Валер, за поджиг трепи их. не дело так загораться. особенно зная твою любовь к чистой поверхности ала, по определению вольфрам должен сам гореть. как у футболистов - в касание.
-
аналогичного мнения. форсаж здесь не при чём.
-
можно и тем и тем. в зависимости от свойств которые хотите получить, ну и смотря с чем варите этот самый ад-31. кстати, у есаба есть отличная таблица свариваемости различных аловых сплавов друг с другом с выбором присадки и указанием свойств. на их оф. сайте посмотрите. я скачал и заламинировал.
-
спасибо. со сваркой проблем то и нет, ни чего сложного. но ни какие усилки и ноги туда не добавить, это деталь станка, причём внутренняя. видимо откажусь. за две цены метлома предложу забрать половинку побольше.
-
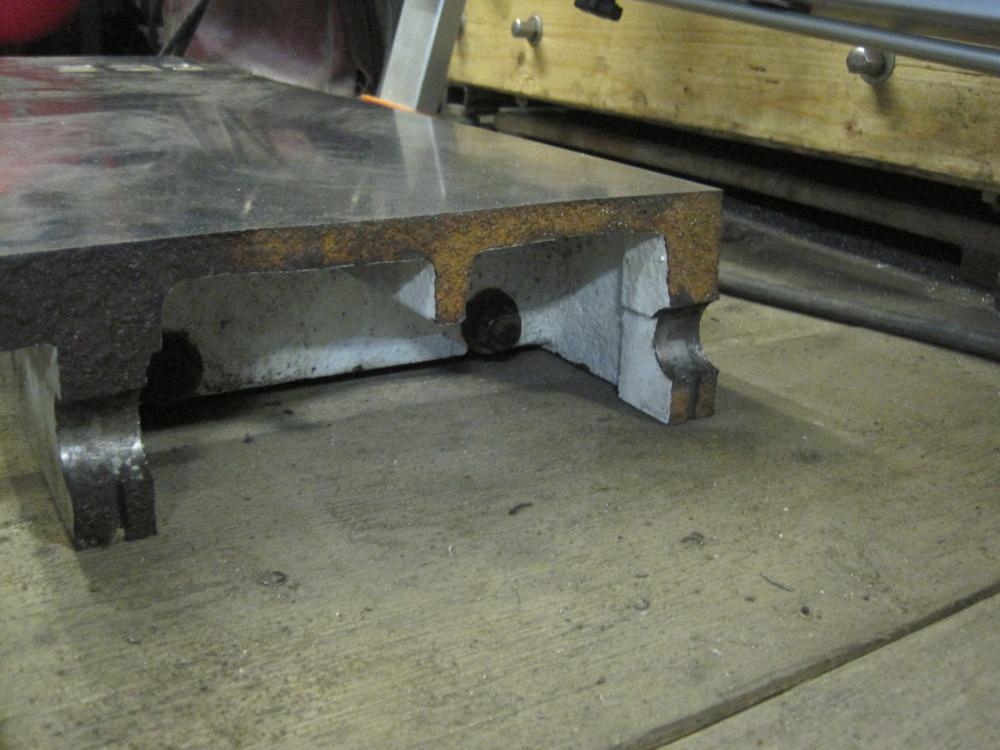
господа, есть такой вопрос. принесли на ремонт стол от деревообрабатывающего станка. его слегка сломали, налапопам. надо сделать, т.к. этот стол жуть какой дорогой как память для заказчика. я пока думаю браться или нет. фото прилагаю ниже. сложность ремонта в том, что этот стол узкий, длинный, тяжеленный и ровно его половина будет висеть в воздухе как доска над бассейном, без опоры. плюс сверху ещё и деревяшкой прижмёт. но даже это полбеды. накладки сбоку не поставить,т.к. заказчик утверждает, что снаружи места нет, а внутри просто не к чему крепить. и сущая мелочь: стол сверху покрыт слоем хрома для скольжения доски. хром, конечно, слегка исчезнет на месте слома после разделки и сварки, но вот как точно выставить между собой две половинки каждая длиной в метр я пока не знаю. а точность нужна в десятых долях миллиметра. браться али нет, господа?



-
а по мне так наоборот надо начинать варить в положении удобном, но без опоры. иначе потом, на "боевую", тяжело будет. сей час на весу я варю без проблем, если треба, то на большой палец опираюсь, хоть через ногу и то получается. а всему виной то, что привык варить не опирая ладонь. конечно, если есть возможность опереть, то так и сделаю.п.с.: супер, вчера заметил, что подаю присадку одновременно с её продвижением в ладони и даже не думаю об этом! раньше такого не было, т.к. не было этого автоматического навыка. а потребовалось на этот навык каких-то полтора года. теперь можно не прерываться на перебор присадки.
-
теперь старый анекдот про гаишника и пьяную мадам приобретает новое звучание: не поверишь - конфетка с водкой попалась... ик...)))
-
не знаю, но сколько раз за банки и прочую учебную дребедень ни брался, но на долго меня не хватает. не забирают они, сердечко не йокает, сфинктер не сжимает. хозяйский радиатор варить - это хорошая тренировка. чуть ошибся и что жил, то зря. но, видимо каждому своё. имею скромное мнение. что б не быть голословным, кондей с пЫжО:


-
не совсем так, точнее совсем не так. дело в том, что ал припаян здесь не к стали, а к подслою цинка. здесь вся фишка при пайке - цинк не сжечь (а это на раз делается). хрупких интерметаллидов нет. да, от проворачивания буртик там удерживает, но и на разрыв прочность приличная, как и у любого паянного соединения. главное в нахлёст паять. в идеале - 4 толщины материала нахлёст делать, тогда равнопрочность основного ала достигается. по крайней мере так рекомендует инструкция 50-х годов по пайке ала.
-
да про прихватки понятно. просто мне показалось, что ты пробуешь этот режим для сплошного шва тонкого металла.
-
Валер, прости, а какой смысл в сварке в спот-режиме?
-
да конечно это ал. они швы зачищены не просто так, это обязательное требование заказчика, т.к. уже утром эта подножка должна быть на авто и уехать в польшу. если не влезет, то секир мне башка, клиент то - постоянный. поэтому зачистка в размер посадочной площадки и зенковка под шляпки крепежа. потом подножка была спрятана в траву под опорой ЛЭП, рано утром заказчик её забрал. да и смотреть там не на что. это я раньше заморачивался с такими подножками и драил их до блеска перед сваркой. теперь просто болгаркой где подлезть лепестковым кругом, да щётка на шурике, току побольше и поактивнее присадку подавать. иначе не рентабельно для заказчика получается, если долго с ней возиться. а сплав хороший на них, если газу и току не жалеть не газит ни когда, пор нет. это, кстати, и на зачищенных местах видно (небольшие точечки это прилипла стружка при зачистке фрезой, т.к. с масло/керосином чистил). но есть один маленький нюанс: варить надо подножку от и до, что бы нагрета была конкретно она. иначе хрустеть прихватки будут, если сначала собрать, а потом перекурить. с зачистками на полчаса работы, в общем.
-
часть моих суровых рабочих будней: это вечерком в гараж пришёл поработать, а тут товарищ уставший, но заряженный. однако работа от меня не ушла: было стало



-
так и немчики в евээме сделали, удобно.Валер, поджиг и правда мне чего-то не очень понравился на видео. способ древний как мир - почесать электродом о люмишку, если не загорается электрод. но на моём аппаратце достаточно лёгкого касания электродом люминя перед зажиганием, а форсаж как-то с трудом поджигает, даже после постукивания. пусть исправляют. надо лучше. обязаны лучше. евэм то же косячит бывает. не далече как вчера отказался электрод зажигать в рдс-режиме после сварки в радс. перезагрузил и всё ок. так что косяки у всех аппаратов бывают. но то, что сделали рязанцы - респект) п.с.: скрещу пальцы за импульсный п/а из Рязани.
-
@krech, а я сегодня после чугуна. 92.60, 92.58, во рту конкретный привкус графита, злой от неспешности работы. хочу люминь) но и от свадьбы то же не откажусь. поздравляю!
-
извиняюсь - обознался. на фото выглядит очень объёмно.
-
@Георгий 11, на втором фото над швом и под ним какая то "гусиная кожа". я её принял за перегрев, аналогичная сморщенная шегрень получается при пайке ад-31 припоем 4047, если горелку подольше необходимого подержать. или это след от зачистки щёткой? выглядит очень объёмно, наверное, хороший фотик.
-
@Svinovod, после вд-40, после высыхания, остаётся липкая воскообразная плёнка, после керосина такого нет. вряд ли это "родственники". а если керосин литрами не лить, то хватает его надолго. да и покупаю я его на деньги заказчиков. звиняюсь за отступление от темы.
-
это я и называю - культура труда! п.с.: надо добавить: made in...
-
это замечательный сплав. варится на раз и 4043 и 5356, но я выбрал бы 4043, а 5356 оставил бы на случай его соединения с амг. только перегрели зачем? не заслужил он этого. п.с.: он же не полируется, зачем из него перила??
-
@krech, в сравнении с 4043, как в электрод.ру утверждают, более текучая при сварке и меньше риск горячих трещин, т.к. меньшие усадочные деформации, покрепче немного. пользуюсь ей редко, в основном на радиаторы использую. ну, и паять ей хорошо. и литьё, где написано си-12 то же ей. а всё остальное - 4043. её как грязи. а за 4047 у нас побегать надо. я свою полтора месяца ждал.
-
синеву в дуге даёт как литьё с содержанием меди, так и банальная плохо зачищенная краска. порошковые краски въедливые и дают фиолетовое окрашивание дуги. по крайней мере для себя так решил. п.с.: как литейный сплав с синевой в дуге попадается, так понимаю - тащи бубен, начинай танцевать)
-
можно просто купить, ровные не большие кусочки нужной толщины. в личку постучите, скажу где можно приобрести не дорого и с доставкой. а то забанют за рекламу.
-
@сашик, если хорошо нержу подогреете, то ал на неё перескочит, т.к. интерметаллид имеет меньшую температуру плавления, чем сама сталь. а прогревается нержа быстро. поэтому хороша именно медь. в качестве втулок можно использовать латунь или бронзу.
-
@krech,навряд ли мне когда-нибудь придётся такое варить, но для общего развития спрошу: постельки сначала ограничиваете шовчиками с краёв, а потом посредине между масляными каналами завариваете? и каналы то же сверху завариваются, а потом сверлятся?