konstantinXX
-
Постов
2 101 -
Зарегистрирован
-
Посещение
-
Победитель дней
10
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент konstantinXX
-
@Big_White, сеточка в линзе многослойная. Верхнюю отдерите, ещё слои останутся, это нормально. Я недавно так же чуть линзу не загубил на лотках под которыми была смесь жира, воды и плитонита. В итоге взял п/а. Но это больше к слову, звините за флуд.
-
Кошерный набор) Для моей девятки то же пришлось комплектом брать: десять одних колпачков, десять других, керамика всё по десять, газовые линзы... жуть. Мне тогда горелка абитиг-9 и комплектуха к ней обошлись в 32т.р. Это ещё бакс 35 стоил. Жуть.
-
@Dmitry1962, а в солнечный Псков почтой вышлите? Я бы не отказался. А то аноды покупать накладно выходит, да и грязные они какие-то. Или мне так кажется.
-
я знаю)Извините, но снимать фото возможности не было, т.к я слегка батоном прикинулся в том самом кабинете. Меня фоткать было можно, а я не мог. Прям как Владимир Ильич. Я попробую нарисовать, хоть и Пикассо из меня еще тот.
-
@vnuk, требуется совет борца со злостными деформациями, уж не откажите. Значит, валяюсь я сеи час в госпитале. И тут целая куча лотков из нержи. Причем все они по торцам вварные боковины имеют. Широкая сторона лотка имеет стенки загнутые на листогибе. Высота стенок порядка 200мм. Натянуты стенки как струна. Собственно интересно стало - как так можно сварить и без волнистости? Ваш пост про вварку дна цилиндра прочитал и запомнил як "Отче наш". А вот с лотком не понятно. Там ведь не замкнутая конструкция, ее всегда ведет при сварке конкретно, даже на чернухе. Как можно на неи справиться с поводками? Если бы все стенки были вварные, то зазор спас от волнистости, но в нашем варианте вварных всего две стенки. П.С.: часть букв на клаве не работают, поэтому стараюсь их заменять. С уважением.
-
@Area52, горелочкой пропан-кислородной пройдитесь по месту сварки. я такие вещи не разделываю, только зачищаю по максимуму и горелкой прохожу, т.к. не всю краску ушм можно снять - часть трубы по мере роста трещины занижается+ грязь в трещину попадает в ходе эксплуатации, ведь эти архаровцы ездят с трещиной пока аналогичных с десяток ещё не появится.
-
@vnuk, это была сварка своим телом? Я пока только осваиваю объёмные конструкции из нержи и вопрос деформаций стоит особенно остро. Наработки мало, но ваш фирменный шов уже успел попробовать. Не получилось, признаюсь честно. Но я его всё равно сделаю. С уважением.
-
ух-ты, но до Ухты я не добирался, остановился на Сысоле.Надо бы и мне гараж слегка принарядить. Кот как у Валеры у меня есть, только огромный, мерзкий и наглый (за что регулярно получает по ушам). Осталось ёлку найти, тем более, что снег сегодня выпал. Все прелести мокрого снегопада я оценил будучи в районе на пожаре. Как говорится - с Наступающим))
-
@Вад11, это Сыктывкар? снежно у вас там.
-
@Rashid, возьмите амц - не дорого и гнётся хорошо. Если радик маленький, то выручит трубка из ад, что в мало-мальски приличных магазинах продаётся. Кстати, полезно держать таких трубок по не многу разных диаметров. Это и бандаж, и штуцера и просто трубки по назначению. А по первости я просто несколько кастрюль купил на скупке мет. лома. Мне посчастливилось попасть туда как раз после сдачи огромных советских кастрюль из какого-то общепита.
-
я ни слова не сказал про наличие поверхностных загрязнений. Лепестковый круг и бор-фрезы наше всё. Но вот алюминий впитывает в себя всё как губка. И здесь либо травление, либо прожарка. Как пример - кронштейн крыла Дафа. Там, где алюминий через резиновую трубку соприкасается со сталью. Там и гидроокись в неимоверном количестве, и ржа, и въевшаяся резина. Даже после фрезы без пары черновых проходов горелкой не обойтись, т.к. поры лезут, элемент силовой. Пятка кронштейна. Щётка, лепестковый круг, фреза, первый проход вырезан, сделан ещё один. А это собственно кронштейн уже в сборе.

-
@ВлаДон, я вам маленькую альтернативу дам. Можно алюминий до седьмого пота мыть, у Валеры (Selco) это классно получается: мытьё, травление, осветление - талант, терпение, прилежание. Увы, я ленив и тороплив. Току побольше и присадку поглубже. Когда заварили, то сострогали усиление и опять под сварку. Часто бывает так, что только заместив "грязный" люминь в месте трещины или скола на присадку, можно нормально, без пор, заварить. П.С.: эта альтернатива не отменяет и ни сколько не заменяет зачистку алюминия от видимых загрязнений и покрытий.
-
я бы не стал, т.к. не каждый заказчик готов испортить товарный вид поддона. Тот поддон, что выше показывал, был весь зашпатлёван шпатлей толщиной в палец. То ещё удовольствие было варить. А счищал почти два часа. И после меня поддон вместе с движком на продажу ушли, конечно, после шпатлёвки старой латки.
-
@Вад11, так и есть, эти медно-аловые сплавы ещё те весельчаки. Прикурить дают нам конкретно.
-
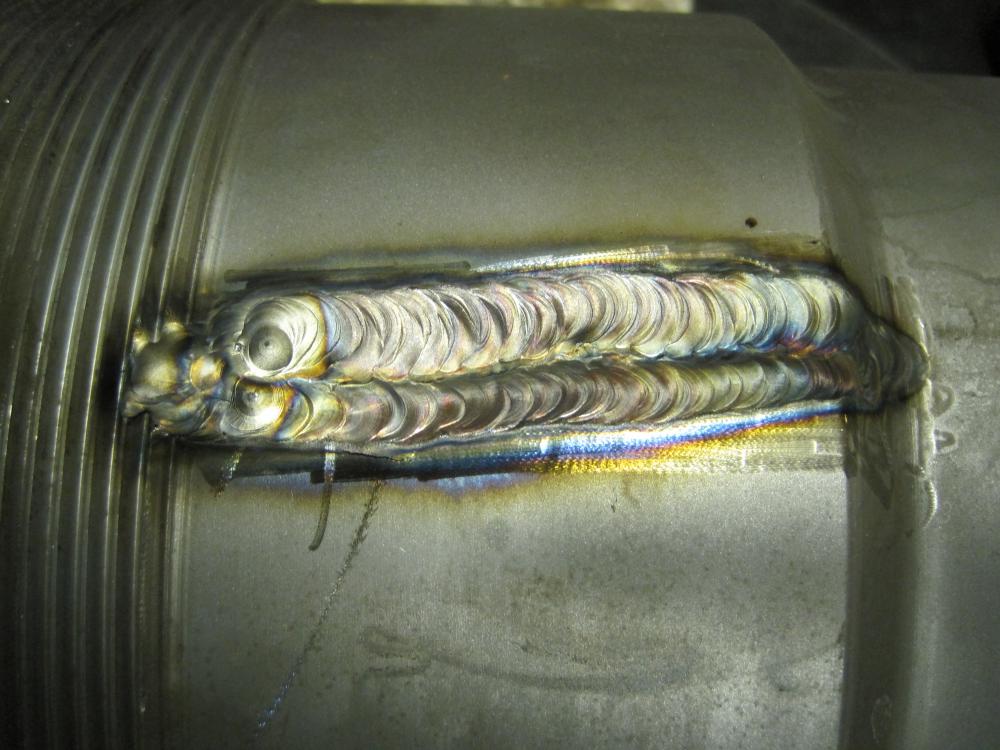
@selco, Валер, наш человек ты. Я такими же вольфрамками пользуюсь. 3мм диаметром, надо бы и потоньше найти, но у соседа на заводе только такие. @Вад11, поддоны эти хорошо варятся. При необходимости их можно из кусков, словно пазл, собирать. А прихватки трещат оттого, что поверхность у него большая, теплоотвод огромный. Тут курить не надо, прихватил и сразу обваривать, не давая остыть. Моя вторая самостоятельная работа и мои первые швы. Уронили слегка, в трещинах всё, сливная горловина внутри, сварка почти без подогрева:
-
нет, это Москва) звините за флуд.
-
@Lohus, за меня и лучше меня вам уже всё объяснили, добавлю только для вашего случая (хоть и не много не по теме): защитное заземление оберегает нас не столько от пощипывания, сколько от выноса фазного потенциала на токопроводящие элементы, который и опасен для нашего драгоценного здоровья. В случае правильного выбора устройств защиты они сработают при этом.
-
однако, столица нашей Родины у вас там! Цены соответствуют статусу.
-
@selco, Валер, начал делать как ты советовал - с полосой. Заодно и функцию спотматик опробовал. Довольно занятная вещь, правда току жрёт прилично. Это ленту от сипа приваривал в нахлёст к кромке бака, т.е. 1мм к 1мм. Ток 230А, время рабочего тока 0,25с, время спада 0,9с (брал из евэмовской таблички), частота 2,5кГц, баланс пульса 50/50. Точки крепенькие, впуклые, почти без термического вливания, но прижимать надо хорошо. Звук при сварке весёлый, но дело того стоит. Рекомендую.
-
@idvnix, пока спорите минутку уделите, возьмите мультиметр и померьте разность потенциалов между нулём и землёй, сразу и ясно всё станет. А пока ваши слова напоминают мне нашу морскую присказку: всё пропью, но флот не опозорю.
-
Спасибо, господа, буду думать. А пока везёт мне на ферритную нержу: Поспешил и на облицовке сделал подряд два параллельных шва. Конец последнего и лопнул. Трещина видна ближе к левому нижнему углу на фото. Мех наше всё.
- 1 794 ответа
-
- 10
-

-
Валер, я то же с дуру спутал их. Неделю назад товарищ на кофеёк заскочил, попросил ал попаять. Спаял две профильные тоненькие трубки, плохенько, прожёг, но спаял. Потом свернул их в узел и разогнул - пайка не пошевелилась. Был он очень удивлён. 4047+34А, пропан.
-
@Вад11, благодарю, значит без подогрева. Варить, конечно, буду не в стык, а в нахлёст, т.к. ванночки не совсем одинаковые и усилителя внутри не будет. А нахлёст почти по центру ванны станет эрзац пояском жёсткости.
-
@evgeniy, на пропан идите. флюс у вас не для ацетилена.
-
Здравствуйте, господа. Нужна ваша консультация. Привезли мне две ванны из нержи. Ванны, видимо, ещё советские из общепита. Размеры каждой 600х900мм. Толщина стенки 1мм. По одной из торцевых стенок у ванн отрезано. Сварить их надо между собой как раз отрезанными частями, что бы из двух ванн получилась одна. Заказчик сказал, что давали варить сварщику, он попробовал и пришёл к выводу, что "не варится". На мой уточняющий вопрос был ответ - трескается при сварке. Прикинул магнит к стенке ванны - магнитит.Получается ферритная нержа. Собственно здесь и засада. Ферритную я ни разу не варил. Знаю, что варить надо с предварительным подогревом, с минимальным тепловложением. Присадку можно взять аустенитную. Сварку с малым тепловложением я сделаю, не пальцем делан. А вот как предварительно подогреть эту ванну?