Точмаш 23
-
Постов
5 463 -
Зарегистрирован
-
Посещение
-
Победитель дней
413






Достижения Точмаш 23
")
Мастер (14/14)
-
 Редкий
Редкий
-
 Редкий
Редкий
-
 Редкий
Редкий
-
 Редкий
Редкий
-
 Редкий
Редкий
Последние значки
17,1 тыс
Репутация
1
Ответы сообщества
-
 С днем рождения,товарищ Игорь.
С днем рождения,товарищ Игорь. -
Трубки гур низкого и высокого давления. Не надо бы к ним лезть полуавтоматом,но все равно это делают,а потом приходится городить огород.

-
Печка фольксваген. Трещина по шву 10-12мм. Место не слишком удобное для пайки таких трубок ,поэтому пришлось заплатку ставить.
-
Работай,пока дергаться не начнет...нормы,бл...
-
Переходной слой панч,а остальное неважно чем.
-
Корпус турбины Рено.
-
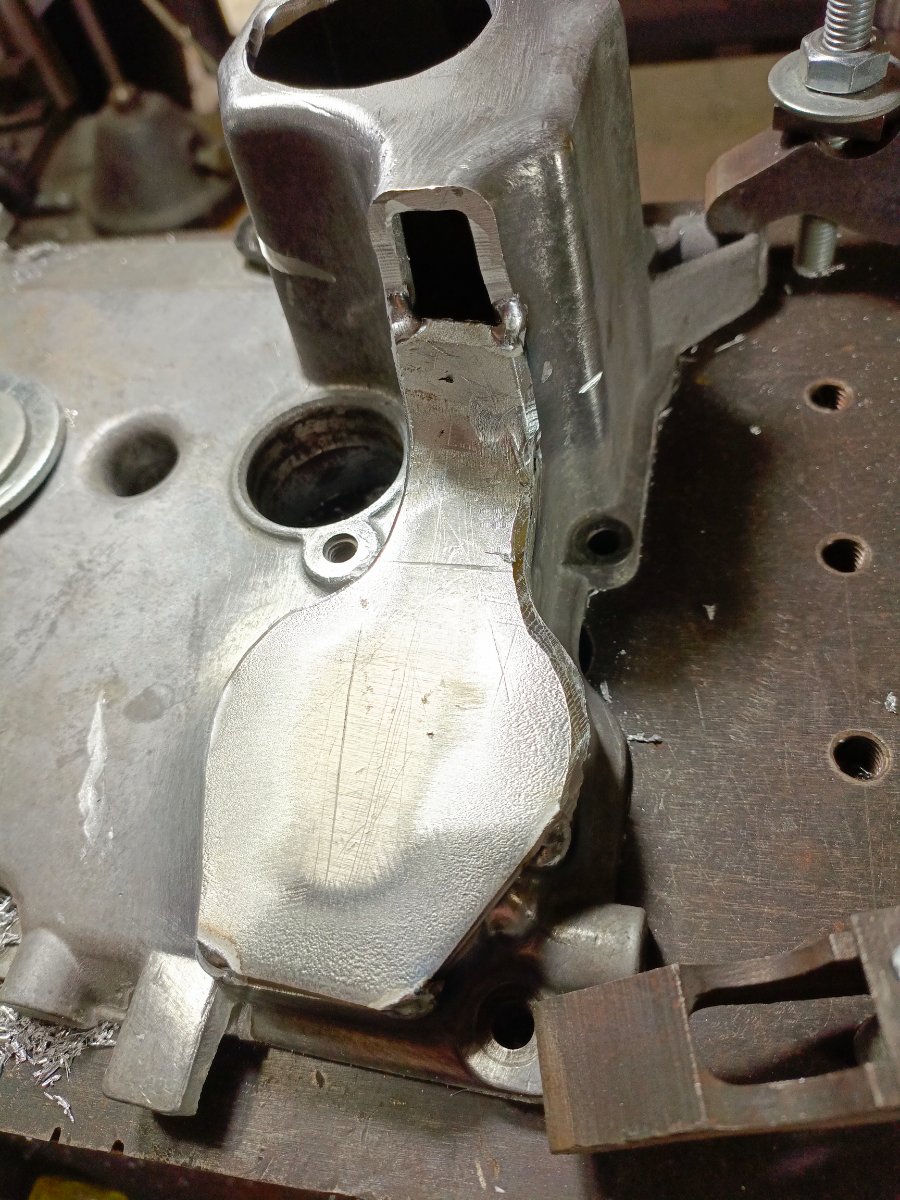
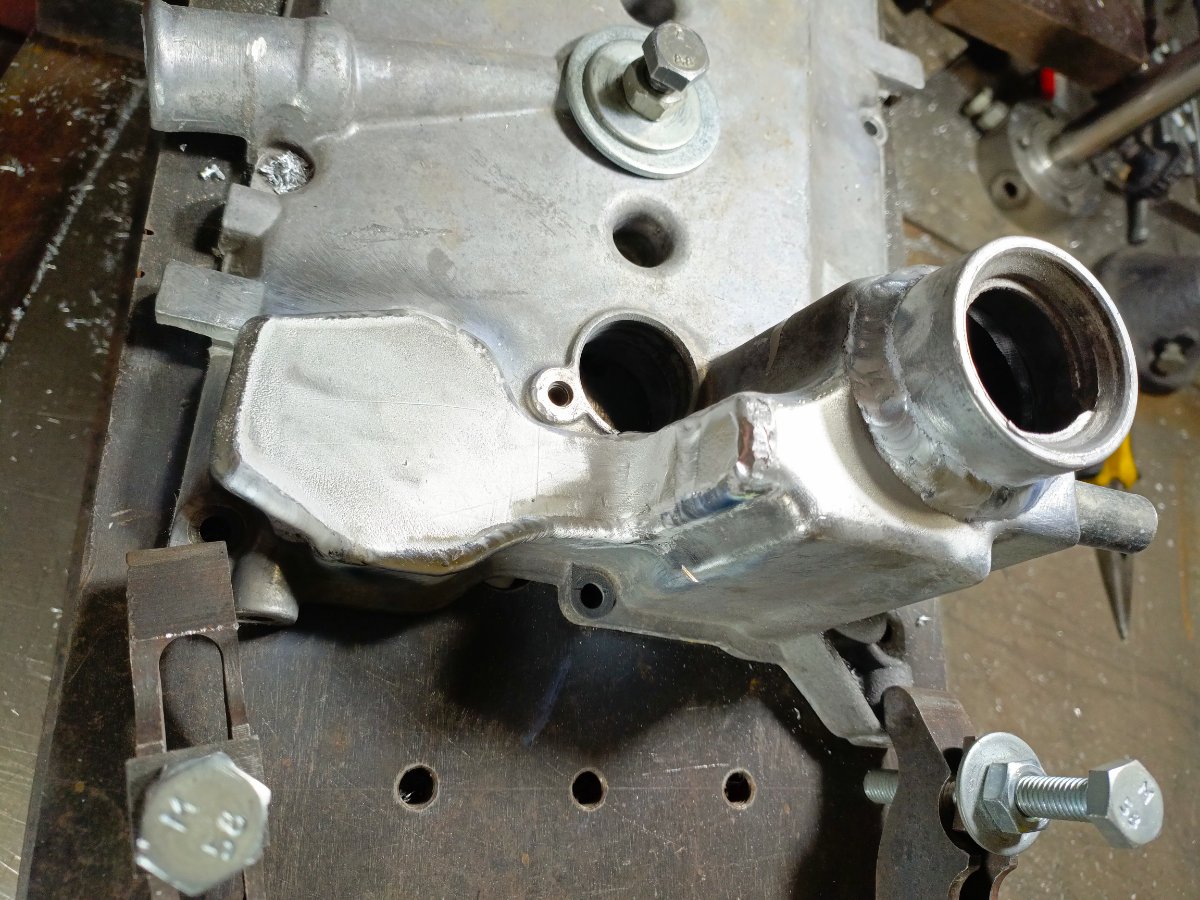
Крышка.Перенос горловины.
-
Субару. Надо было заменить резонатор гельмгольца.Швы перед вами,но,надо сказать,что они работали и будут работать,как бы не насмехались на ними. Только без лишних комментариев,чтобы тему не засорять.
-
Всем участникам этой дискуссии-Заканчивайте препираться с друг другом. Еще раз напомню,что тема называется-Проблемы с подачей проволоки.Так что извольте по существу вопроса...
-
https://www.yaplakal.com/forum28/topic3053359.html Красненькая Шапочка
-
Подведу черту теме с несколькими постам,которой уже 13 лет. Опасность газа определяется интеллектуальной мощностью сварщика,которая измеряется в придурковаттах .
-
Вам пожизненный эцих без гвоздей,то бишь модерация контента,чтобы не тащили всякую хрень на главную страницу форума из глубин забвения.
-
А если метры в минуту,то легче станет или понятнее?