sabanur
-
Постов
106 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент sabanur
-
Мастер ты, конечно, классный В деле сварочных работ. В праздник твой желаю счастья, Труд пусть радость принесет. Пусть обходят дом ненастья, Будут верными друзья. В жизни личной кипят страсти Ведь без этого нельзя.
-
Проволка омедненная, наконечник новый ставил, внутри прочистил, кишку поменял, но ..., Все равно бывают бзики, но только временами
-
Вопрос парни по п/а. Иногда проволока просто отстреливает за секунду 50 мм, при этом проволка не горит, просто резко выскакивает и все, приходиться кусачкой откусывать проволку. Обычно варю на Т4, но бывает и на Т2 приходиться варить, и на Т4 и на Т2 отстреливает бывает временами. И сам вопрос: из-за чего такой выстрел проволки, пока я сам не понял. Рукав самый дешёвый, наконечник также, газ СО2, аппарат брима 500 на 380 V
-
Скорее всего так и получается
-
Риск прожога. Напряжение в составах на основе Ar на несколько вольт ниже, чем при сварке в СО2 при той же скорости движения сварочной проволоки. Это означает, что в сварочную ванну передается меньше тепловой энергии и риск прожога тонких пластин значительно снижается. Итак, выгоды, получаемые при переходе с чистого СО2 на смеси Ar и СО2, следующие: ● снижение потерь металла вследствие разбрызгивания; ● небольшое количество шлака, всплывающего на поверхность шва; • улучшение мех. свойств шва (пластичные свойства, вязкость, усталостная прочность); ● меньшее выгорание легирующих добавок, что означает более высокое значение предела текучести и прочности при растяжении; ● плоский сварной шов с отсутствием резких «скачков» при переходе к основному металлу; ● более высокие скорость и эффективность. ● более простая установка оптимальных сварочных режимов , расширенный диапазон, в котором дуга стабильна — малый риск получения дефектов в шве; ● меньший риск проплавления, особенно, если речь идет о тонких листах за счет пониженного количества передаваемого тепла. Отсюда можно сделать вывод что тебе не хватает температуры для проплавления тонкого металла.
-
Всем привет. Сегодня добил свои наколенники, отработали ровно 3 месяца, наколенники матерчатые с пластмассовыми чашками, чашки на заклёпках приклеплены были к материи. Чашки просто оторвались.
-
. И вы правы
-
Все молодцы, урок окончен. Всем по , молодцы Оценки мои выставленные пропали
-
Этот клей может разъесть изолон, надо спрашивать или экспериментировать
-
На 4 фотографии (сверху вниз) идёт коррозия металла около крепления моста к раме. Там рама и накладки уголковые
-
Вроде так и было
-
Я когда маленький был, тоже поливал уголь водичкой в деревне. А вот в какой момент забыл. Маме позвоню, попробую узнать, может даст дельный совет.
-
А может просто поставить вот такую, просто , дешево, воткнул в розетку и теплая водичка тебе
-
Я отказался на работе от своей ресанты, больно сильно щиплет в сырую погоду, аж колотит потом. Взял другой аппарат, этот не сильно щиплет
-
И плавно тема перешла как буржуй использует ок46 на прожиг отверстий в уголках. На прожиг 2-х отверстий в уголке уходит 1 электрод 2,5 мм. Теперь у меня например 30 кронштейнов, уходит 30 электродов. Вы не знаете что еще я с собой таскаю: перфоратор, буры от 6 -20 мм; коронка 57 мм, штанга короткая и длинная 800 мм; круги отрезные 150,250 мм несколько штук; ключи газовый 2 номер, разводной до 40 мм; рулетки 5, 30 м.; молоток, такой увесистый; грунтовка банка; кисточки; болгарка; в чемодане лежат еще краны 15, 20, 25, 32; изоляторы; нипеля; шнур; уровень; сгон в сборе с контрагайкой и муфтой разных диаметров. Электроды пачка 5 кг: ок46 и уони 2,5 мм эсабовские. Таскаю сварочный аппарат, 2 удлинителя по 20-30 м. Я работаю в полевых условиях, не сижу на базе. На базе бываю раз в месяц, а то и не бываю, как то так
-
На аппарате выставляю и так 120 ампер, уголок 30*30 или 35*35, толщина всего лишь 3-4 мм. Смысл тока добавить не вижу. А с собой таскать еще электроды мр не вижу смысла. Тогда уж таскать с собой арсенал троечку чем ок46
-
Мне дали работу, заказал электроды какие нужны и пошел работать. Я и так таскаю пачки уони 2,5 и ок46 от эсаб. А тут еще мне предлагаете парни таскать с собой МР. А потом таскать с собой еще сушильный шкаф. Не парни, так не пойдет. Просто электроды хранятся при уличной температуре и погоде. Я не сижу на одном месте. Сегодня здесь, завтра с утра там, политика работы нашей организации такая.
-
Получается слоеный пирог из металла, дуга не прожигает уголок а просто ложит слой за слоем металл. Я просто первый раз так столкнулся, что бы ОК 46 так козырял электродом в бок. До этого ок46 такие фокусы не показывала
-
Аксакалы огненной дуги может подскажете в чем дело. Электроды ок46 2,5 мм, прожигал отверстия под хомуты в уголке. Так вот электроды начинают гнать дугу в сторону, сколь не зажимай а дуга в бок идет и все, получается этакий блин в 2-х рублевую монету. Приходилось этот электрод выкидывать и ставить новый, с новым электродом все нормально прожигает отверстие в уголке. Аппарат у меня Неон, думал может мой аппарат что то вытворяет. Позвонил парню с работы, у него тоже аппарат Неон, говорит тоже дугу гонит в сторону. Только дугу гонят электроды например из 10 электродов только 1, а остальные нормально. Электроды доставал только что с открытой пачки, не сушил.
-
Спасибо
-
Сколько стоит парни регистру сварить из 57 трубы, в одной секции 4 штуки, ну скажем секция длиной 2 метра. Надо 20 регистр сварить, по ходу в ангар на отопление. На счет монтажа отопления пока ничего не знаю. Просто хотелось бы узнать стоимость работы одной секции. Материал и расходники хозяина, с нас сварочник и болгарка
-
Надо посмотреть саму маленькую трубку, может там задиры какие нибудь или края острые и или в рукаве кишку поменять. Ролики тут не причем я думаю. Вы посмотрите, по времени, после запуска аппарата через какое время проволку начинает сминать Правильный ответ где то крутиться здесь, в мыслях парней или уже в записях, надо присмотреться вам. Мы можем только мысли здесь писать, или проблемы которые были в процессе работы
-
Как может сминать проволку после роликов, По сути если думать, идет проволка, ролики крутится и в рукаве происходит движение проволки. Вот если в рукаве будет проволка закусываться, а ролики продолжают крутиться то и может такое случиться. Я работал на ПДГО570-4К, ставили 1мм, 1,2мм и 1,6 мм проволки, но такого не наблюдал. Бывало проволка по рукаву не идет когда горелку слишком загнешь под какой нибудь угол, ролики крутяться, а проволка не идет. Трубка на ПДГО тоже стояла далеко
-
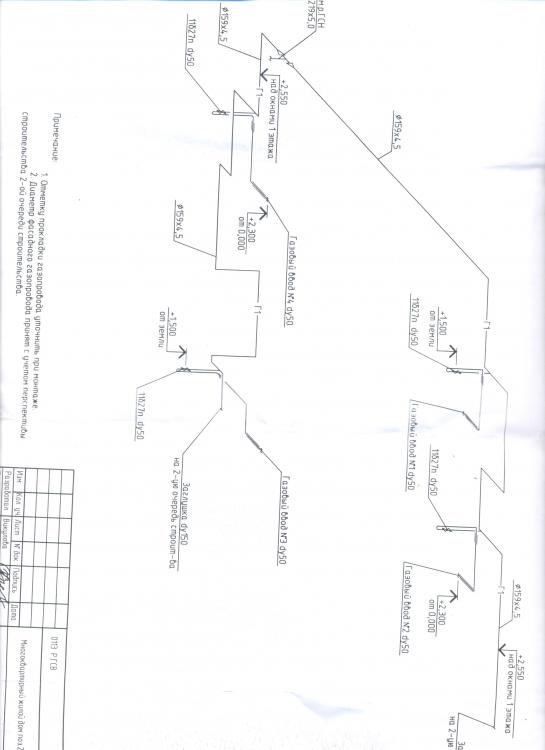
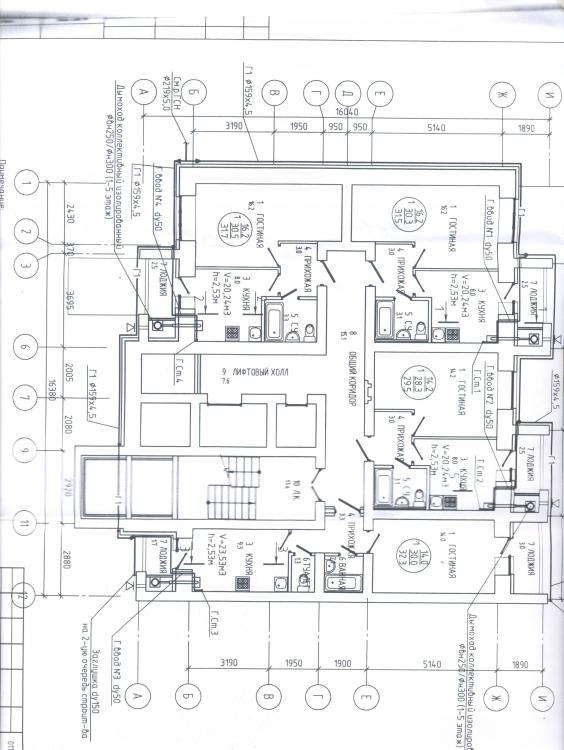
Фотографии нету, я вам проект отправлю, завтра начну варить. В пятницу подготовил кронштейны, еще не успел конечно повесить

-
Недавно дали такие справки, сказали что это по новым требованиям законодательства сделаны, а старые(предыдущие) справки можно выкидывать. До пенсии далеко ничего пока не буду выкидывать. В этой организации уже не работаю