Svarshik_odinohka
-
Постов
235 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Svarshik_odinohka
-
Можно подробней,Как часто вы варите или всё же основная работа это головой?
-
Это не сварка ,это сралка куриным помётом!
-
Короче не парься снимай очки,пиджак,галстук. Одевай маску,робу,рукавицы,бери держак и вперёд за запахом расплавленного металла,а то так мимо сварщика и пройдёшь не узнав этого счастья(своей мечты). PS:Можно совместить с запахом тайги.
-
Ну не знай,я вот к примеру открываю сайт и вижу что конструктором 9 страниц на поиск сотрудника и зарплаты есть не меньше сварщика а то и на порядок выше!http://spb.hh.ru/catalog/Proizvodstvo/Konstruktor/page-4 и всего 2 страницы на сварщика и зарплатки не больше http://spb.hh.ru/catalog/Rabochij-personal/Svarwik
-
Нормальной работы действительно мало(где и зарплата средняя и Всё по ТК.РФ.) В основном шараж-монтаж с чёрной зарплатой и не всегда достойной. Так что и востребованность пропорциональна условиям работы. PS:Какие у Вас были условия и заработок в ИТР и какие ожидания от новой работы(Интересует только лишь запах металла,пыли и дыма )?
-
BelaZZ А можете разрезать ближе к шву и сделать фото получше?
-
Один в один с таким чудом работаю!(все глаза измазолил). Я то нормально зарабатываю а этот как пёсик и начальник у него хороший,ведь за брак по пьянке особо не трогает бывает и нальёт ему(зато дауну платят в 2 раза меньше и на деньги его кидают он же не бе не ме 2-ух слов связать не может)мне аж жалко его.
-
Да большинство бед конечно от аутсорсинга. Работодатель скинул с себя часть соц.ответственности и т.д.(Инструктаж то хоть по Т.Б. провели и т.д.? http://delo-press.ru/articles.php?n=13943),ааутсорсинговая шарага сегодня есть завтра нет её! Да тех же льгот не будет(там у местных и выслуга,полярные и т.д). Теперь только с этой шарагой ему судиться?
-
Может ЛТИ-120,ЛТИ-120 LUX, ФКДТ?
-
Когда то не было инверторов а варить нужно было
Svarshik_odinohka опубликовал запись в блоге в Svarshik_odinohka's блог
Девайсы самоделки. -
На горелку фартук цепляли?
-
Да нечем не грозит лучше должен работать,ведь по току сечение провода на мощность по железу получается больше. только железо старенькое и сечение большое, я бы применил коэффициент 70.
-
И что он там будет уметь после,принеси подай?да и не каких документов на руках не будет. В каком не будь захудалом производстве можно хоть сварочник врубить и на железяках тренироваться. А у шабашников им не до него совсем ,им быстрей сделать заказ и бабла срубить.
-
Некогда не работайте себе в убыток,это бред воспитывать в себе раба .лучше найдите где меньше платят(возможно не по специальности) но не в убыток!
-
А потом частицы вольфрама попадают в пищу,хорошо если он ещё не фонит.
-
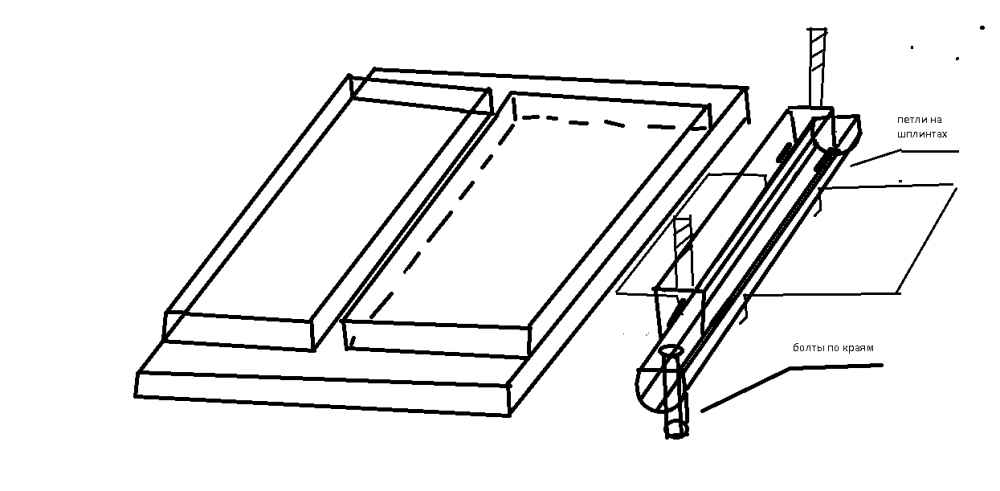
Делаешь матрицу и пуансон и подтягивая болтами лупишь кувалдой,ну или что то вроде такой приблуды стягивая за края тоже не забываем кувалдометр после вынимая с одной стороны шплинт с петли гнём в нужную сторону...

-
Некто даже не спросил материал изделия его толщину(самый главный вопрос в помощи) Не знает толщины стяжки как крепится пластина к трубе,как к полу или обрешётки и т.д?, а сразу это не то то не сё!
-
Документы есть но горелка в них другая. Интересный у Вас подход и причины,а не задумывались что у других своих имеется достаточно?
-
Про СТП это Вы писали(пост #446 ),у меня его нет(в жизни не видел СТП с этой горелкой, и если у Вас нет возможности описать что там по горелке так и скажите),и нечего смешного не вижу в том что горелка один в один как на ролике (смысл делать её фото?)
-
Вот как раз такая и валяется(сегодня глянул) https://www.youtube.com/watch?v=HCiJcJHn4sg Что то не особа она мне приглянулась чтобы варить ей титан.(нужно будет как не будь попробывать её в деле) Не понятно реально какую глубину можно варить,показалось что маловата ширина сопла мм 10,не понравилось паспортная характеристика"расход аргона 6-15л/мин при номинальном токе 500А" Интересно что насчёт этого по СТП?
-
Думаю если бы было выложено то уважаемый КорабелНе задавал вопросов...(как вы любите говорить без комментариев) Можете не продолжать не мне это нужно.
-
Да ладно не горячитесь,при таком шве вполне возможно, а в некоторых случаях даже перспективно. PS:Для понятливых прошу приводить изначально примеры о чём речь,и если говорим 60мм 2-ух сторонний, то и выкладывайте чертёж на это а не 37мм.
-
Возможно только вот где будет наплавка?
-
Во во Корабел Где же тут наплавка?И как я указал выше замок кольцо ну и корень Я не знаю автоматом или полу а аргоном постараюсь сфоткать древнею горелку вам по щелевым.
-
Бредуйте тогда без меня. От вас нет никакого обоснования. Весь титан,прокат,поковка,штамповка,литьё,с коркой(вобщем припуск имеется) который обрабатывается.и нет нужды наплавлять так как можно сделать нужную разделку! а если это как вы говорите щель и она сразу заполняется с соединением 2-х кусков то это уже сварка а не наплавка. Оприделитесь сначала что варите?Вы хоть соединение привидите в пример так как много на титане при болльших толщинах идёт в замок PS:Да уж литератор из вас отличный.