

КаЛьЯнЫч
-
Постов
348 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные КаЛьЯнЫч
-
-
КрасотаИ я добавлю немного золота. На нижней фотке с соплом пятёркой на 9 горелке. Синева. На верхней с биг соплом.
http://s11.radikal.ru/i183/1607/1b/e8f6cdd0edd7.jpg
http://s42.radikal.ru/i096/1607/67/fd3fb9bb9636.jpg
http://s41.radikal.ru/i093/1607/ce/25df09fbb25f.jpg
-
горелку держу под наклоном чуть вправо,вылет 5мм,сквозняков нету. Шланг пакет нормальный,не наступали не наезжали,подсосов нет,поток газа большой расход 15 лвылет электрода и наклон горелки.. это как вариант того что может явится причиной, но только в том случае если с трактом газовым все ок, а сквозняки исключены
-
Вчера попробовал импульс,вот что вышло из этого.
Швы так и остаются серыми,только конец цветной



-
 2
2
-
-
К примеру для нержи 2 мм,берем пиковый ток 80а,базовый ставим процентов 30 (примерно 24А), частоту 0,6Гц, пульс 50/50,пойдут такие параметры ???Ну это все зависит от толшины нержи да и других факторов очень много в том числе и от привычек. Вот у меня привычка пик обычно большой как выше заметили 97А а его время короткое всего 27%, а база наоборот ток маленький порядка около 7А а время 73% и получается в пик я успеваю сунуть присадку и потом база только поддерживает горение дуги и дает остыть шву не перегревая нержи . Но повторюсь вариантов много , просто надо пробовать и что вам понравиться и по швам вас устроит значит вы поймали свою "птицу" . Но совет дам , поставьте импульс-пауза 50х50% и от этого начните плясать убавляя или прибавляя тот или иной параметр , иначе не как не получиться. А 50х50% он как бы для понимания импульса самый легкий и от него можно дальше отталкиваться.
-
Именно так и хочу научиться@КаЛьЯнЫч, А может если абстрагироваться от частоты импульса, то стоит присадку подавать в образовавшуюся ванну.
Опишу это так. Ток паузы, низкий ток(подогрев, но не достаточный для плавления).
Ток импульса(ток достаточный для образования ванны за время импульса).
Если смотреть за процессом, то ванна образовалась, подали присадку(время импульса нужно подобрать так чтобы успеть подать присадку, но не больше), и в токе паузы сместили горелку вперёд.
Ставим и пробуем.
-
2
-
-
Спасибо,какой ток лучше выставить пиковый и базовый и сколько иниульс в %
Очень благодарен буду за помощь
-
1
-
-
А кто подскажет,как выставить такую частоту пульса,чтобы в момент пикового тока подавать присадку ??? А то получается очень частый пульс
https://www.youtube.com/watch?v=ridE6PiN5H0 Смотреть с 7:45
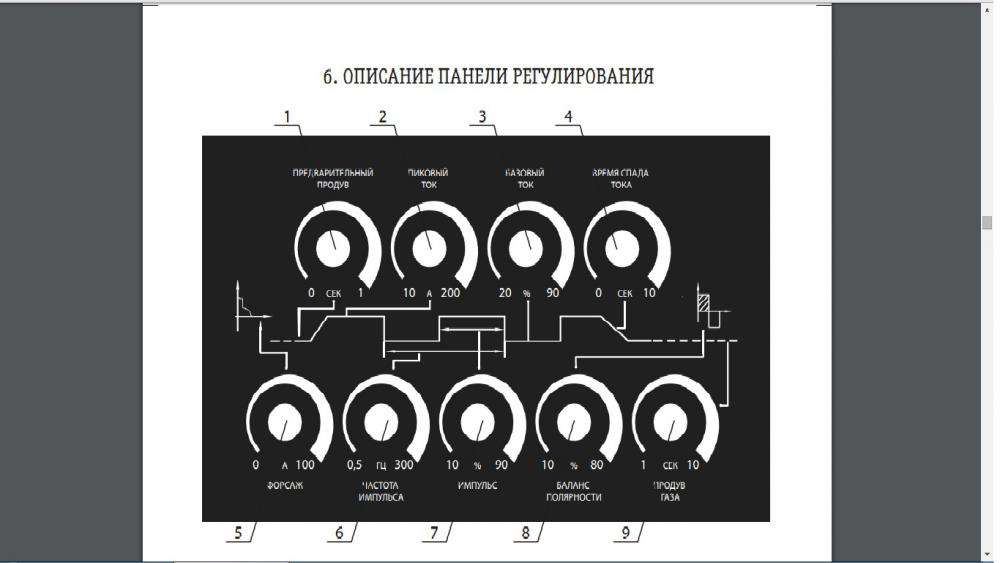
Вот моя панелька китайца
-
Аппарат под столом,а в чем может быть причина того что дальше от стола стоит@КаЛьЯнЫч,Двери одно,давненько это было,тоже поиск причин,дошло не сразу.Аппарат рядом с столом стоял и то варится,то не варится,переставил аппарат назад подальше и всё стало нормально.
-
В гараже,двери закрытыА не может быть сквозняка поблизости? С маленьких газ успевает сдуть, а с большой ширины хватает, чтобы защитить?
-
Скорее всего не "реальное" , он должен в баллоне уже чистый и отфильтрованный быть.
Да я вот посмотрел на ваши фотки-пробы и для "себя" сделал вывод что у вас нормальный аргон так как есть хорошие пробы на фотке.
И дело скорее всего в расходе газа с коем вам надо поиграться, кстати выше мой фотки и расход где то по ротаметру 10литров , я им не верю и практически не смотрю на них и уже на щеку проба или шов пробный делаю.
Расход ставил вплоть до 15 литров,нормальная проба на большой линзе,на маленьких все печально.
Вот же промелькнул один шов нормальный,сверху и цвет хороший

-
1
-
-
@selco,а бывают какие нибудь фильтра для очисти аргона на выходе из баллона ??? Или что то нереальное ?
-
@selco,спасибо,попробую параметры
-
1
-
-
Имейте в виду,что аргон используют не только для сварки,но и в других целях,например,при изготовлении пластиковых окон,где чистота газа не имеет никакого значения.Вполне возможно,что такой аргон вы и купили
Спасибо.. Буду иметь ввиду
-
@Точмаш 23,Как раз таки на баллоне есть наклейка,99,993,а в тот раз брал газ,на баллоне вообще ничего написано не было,а варилось отменно..
@Георгий 11,На последних фото стоит самая большая газовая линза,а на верхних маленькая...
-
@КаЛьЯнЫч,по виду неплохо,а чего разные результаты,на тех фото все по другому?
не очень понял про что вы
-
-
@КаЛьЯнЫч,не знаю,у нас после пробы на пятно такие баллоны браковали и дальше в работу не пускали.
а как должна выглядеть нормальное пятно ???
-
Нее, сначала на люминии проверь... может подсос... хотя вольфрам чистый...
с обратной стороны ежи есть? если есть-мала скорость...
Ежи есть,вот алюминь. Шарик электрода синий. Смотри левый шов

-
@КаЛьЯнЫч,меняй баллон.
Сори,за может глупый вопрос.А почему тогда на большой линзе шов цветной наполовину ?
-
@КаЛьЯнЫч,предгаз 1 с.,постгаз максимальный,ток 60А,до образования ванны.
Сегодня провел пару опытов:
На горелке ср9



Горелка 26 с маленькой линзой

 по середине пятно
по середине пятно
Горелка 26 с большой линзой

 Посередине пятно
Посередине пятно


Почему тутпол шва темные,как останавливаешься,цветной ???

Не понимаю почему так???
-
Как провериь,сколько предгаз,пост газ ставить и сколько А выставлять ??? Просто чтобы загорелась дуга,образовалась ванна,и сразу отпускать кнопку ?@КаЛьЯнЫч,на пятно проверьте.
-
Пост газ 4 сек,ток 70А деталь 2 мм электрод 1.6 золотой.много тока, мала скорость, ИМХО.
мал пост-газ.
3 мм для такой толщины много, 1.6-2.4 мм.. 15 литров гвза,если в реале-очень много...
Грязный аргон попался ?
-
Расход и так большой+ газ линза,уменьшаю ток,валик шва выше,а швет и шелуха такая же@КаЛьЯнЫч,Я хоть нержавейку (не понимаю), перегреваете, защиты не хватает.
(горелка АГНИ, эл. 3мм.) может Вам (джамба) поможет?
-
Доброе всем время суток. Недавно заправил баллон аргоном,и стали получаться вот такие швы,как в полуавтомате,кладешь шов,а потом отлетает корочка,из за чего это может быть,грядный газ ???



А вот такой цвет шва получался раньше на этом же материале.

Зачищал диском,после все обесжиривал и варил. Расход газа 15л, кончик электрода синеват






















Советы начинающему аргонщику, часть 2
в Аргонодуговая сварка — TIG
Опубликовано