

КаЛьЯнЫч
-
Постов
348 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные КаЛьЯнЫч
-
-
- Популярный пост
- Популярный пост
Доброе время суток товарищи. Вчера первый раз столкнулся со сваркой выхлопной системы с нуля,если пару вопросов.
Сразу скажу что труба 1.5 мм 304,гибы 2мм 304 нержа. Сварочный ток был 100а,режим пульс(параметры не помню).
На сколько правильно идеально подогнанные детали в стык без зазора,варить своим телом ,без присадки ??? (Обратного валика при этом нету)



Перед сваркой,все кусочки были отшлифованы и обезжирены,при сварке и добавлении присадки шов становился не красивый (темный),почему так,перегревал шов ??? Пруток 308L,расход газа 10литров,поддув аргоном так же делал

-
 10
10
-
@КаЛьЯнЫч, Толстый флянец из черняги, если он на трубу одевается, лучше варить изнутри. Если внутренние диаметры одинаковые - тогда снаружи.
Спасибо,значит изнутри.Фланец 64мм,труба 63мм
-
@КаЛьЯнЫч, четыре прихватки поставьте и четвертинками напротив проварите, никуда его не поведёт. И , если вариант, варите изнутри, гораздо удобнее.
Вот и хотел спросить,в чем разница варить снаружи или изнутри,какие + и - ???
-
@Шурпет Вам правильно сказал, по феншую - 309. Можно 321. Если 308 приварите, тоже не отвалится. Всё зависит от требований к качеству. Если это водопровод или что то вроде того, так варите тем, что под рукой есть.
Спасибо... Это выхлопная система.
При сварке фланца я так понимаю что нужно его зажать,чтобы не повело ???
-
@КаЛьЯнЫч, я невнимательно прочитал. Решил, что вопрос о тиг-сварке разнородных металлов,поэтому и упомянул 309-ую.
Да,вопрос о ТИГ сварке. Нужно сварить трубу нержавеющую aisi304 с обычной чернухой
-
@КаЛьЯнЫч, 309-ая.
Спасибо. Для Aisi 304 - 308LSi ???
-
Подскажите пожалуйста,нужно сварить 2 трубы Aisi304 и Чернуха,подойдет ли присадка 308LSi или какую использовать ??? PS... Для выхлопа
-
- Популярный пост
- Популярный пост
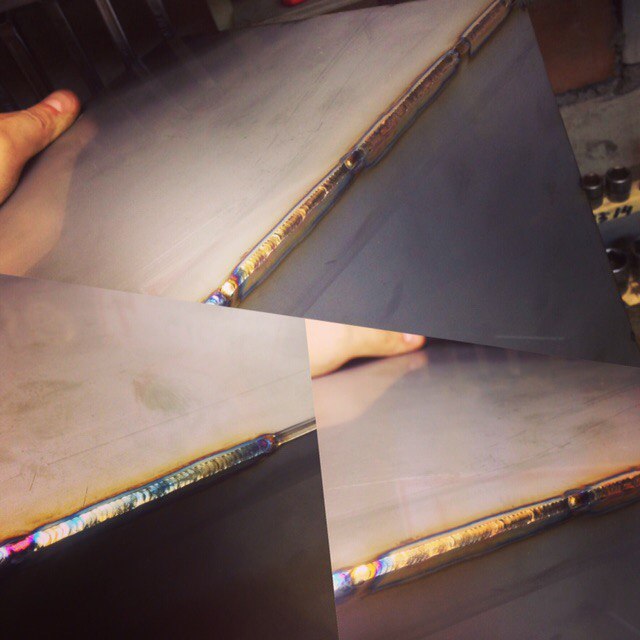
Добавил тока,заточил электрод немножко по другому,убавил газ до 8 литров,получилось как то так... единственное шов немного кривоватый


-
19
-
Хвостик удерживает аргон у шва и не пущяет воздух и шов успевает остыть , если золотистый цвет то успел более остыть, если фиолетовый то менее .
А если в хвостик запустить аргон то можно вообще добиться цвета нерж то есть шов совсем не окислиться. Еще хорошо помогает подкладка из алюминиевого уголка или меди (но ее не найти) и хорошо бы с поддувом.
У вас нормально и будет лучше немного практики , вот чуток хромает равномерность шва , то есть конец шва и начинаете продолжение и его хорошо заметно и от этого надо избавиться опять же немного практики.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1070690.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1070693.JPG
Спасибо за совет,переходы да,заметны очень...
-
2
-
-
Вот здесь посмотрите , и если сделать "хвостик" на горелку то можно золотистые получить , а если еще в хвостик аргону подпустить то можно в цвет нерж получить. У меня вроде там 100А и 1гц частота но на моем можно регулировать спад-подъем тока в импульсе по времени и в том сообщении был "плавный" импульс . Сейчас может быть и по другому сделал импульс "по жестче" и ток бы 200А а время 0,5сек импульса, паузу ток где то 15А и время где то 09сек, чешуйка бы получилась более выражена. http://websvarka.ru/talk/topic/166-svarochnye-shvy/?p=102187
http://websvarka.ru/talk/public/style_images/master/attachicon.gifpost-1431-0-20511600-1361622669.jpg
Бывает и на постоянке и на переменке все от задачи. Но соглашусь с вами на переменке CuSi3 красивее выходит и зачистка не нужна.
А зачем этот хвостовик ???
Вот такие получались:
Может из за поддува с другой стороны шва ???
-
7
-
-
без присадки ,своим телом . попробуйте на тестовых пластинах настроить ток , газ и скорость ведения горелки , а потом переходите на изделие . У каждого свой темп и ток сварки - подберите свой .
Уже подобрано... Вопрос не в этом
-
если варите в пульсе то 69 а мало http://websvarka.ru/talk/public/style_images/master/attachicon.gif20170130_1409581.jpgвот 140а 30с и 14а 10с тоже 2мм 12х18н10т сопло 7 линза газ 8-9 л
Немного не понятно,у вас шов выпуклый,это с присадкой ??? У меня аппарат простой,и нету возможности выставлять по секундно пульс
-
Параметры пульса и наклон горелки какой?
Параметры уже не помню,наклон градусов 60 от колпачка по угла. Сразу помечу,что сопло стоит огромное.
-
Прогресс в обучении не стоит на сесте,вот такие швы получаются,прошу дать оценку и критику!!!
Варил телом,2мм угловой наружный шов,ток 69А пульс.
Тут попросили сделать декоротивную вещь,с швами золотого цвета,но вот не задача,вчера пробовал не выходит. Получается синий,это сино нагретая деталь,а желтее,это нужно менее нашревать деталь или меньше ток делать и быстрее вести ???http://s020.radikal.ru/i721/1703/23/fc0dd1e7c487.jpg-
8
-
-
15-20 CFH (7-10 л/мин).
спасибо большое.
-
Подскажите пожалуйста,купил сопла американские и газлинзу,производитель рекомендует поток газа 20-30 + CFH,это сколько литров ??? Никак не могу перевести

-
- Популярный пост
- Популярный пост
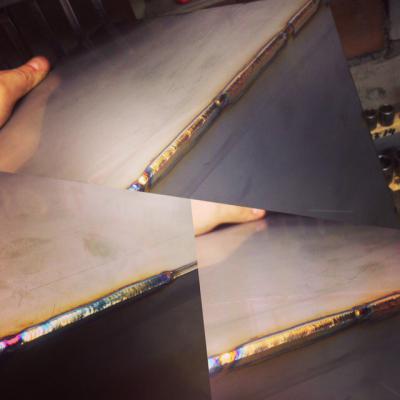
Обварил короб,получилось как то так...



-
19
-
На счет уголка правильно поняли.крышку полностью на прихватках делал сначало.Вот надо было всю крышку собрать на прихватках через 2см часто , достаточно 5см и потом в размер ваши профиль для поддува вставить и прижать его у уголку и листу струбцинами зажимами и импульс "позлее" и покороче по времени , паузу помягче и времени ей побольше и поводок намного меньше будет.
Да и как обварили например сторону и профиль не снимать и дать остыть всему и только потом можно другую сторону делать.
Я немного не понял лист это крышка а ее боковины из уголка ? Лучше надо было полосочек под бока крышки напилить и меньше бы повело , уголок загибается и тянет за собой все.
-
- Популярный пост
- Популярный пост
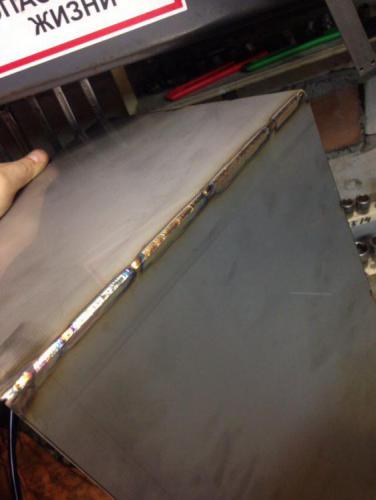
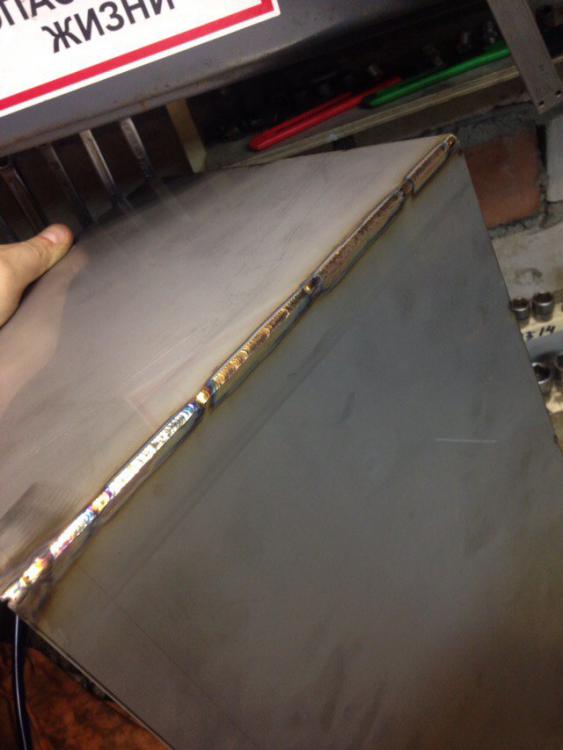
Начал проваривать крышку,столкнулся с проблемой,немного повело,прижимал струбциной,делал прихватки листа к уголку на расстоянии 2 см.варил в пульсе пиковый ток 35А,базовый 30%. Лист металла 2 мм,уголок 1.5 мм.правда длинный шов сначала прошел целиком,скорей всего перегрел. Подскажите как бороться с ведением металла ???
Еще изготовил из профиля алюм,поддув для внутренних углов




-
10
-
На последней страницы темы http://websvarka.ru/talk/topic/3369-ochistka-svarnykh-shvov-nerzhaveiuschej-stali-ot-chern/page-1
спасибо большое
-
А не подскажите поточнее название ???@КаЛьЯнЫч, есть конечно... Есаб литровая банка... С химией
Она убирает черный налет,когда без поддува варишь ???
-
ой ой ой,а нет хим средств в магазинах для сварки,побрызгал,протер и всепопробуй лимонная кислота, массу на изделие в держак тряпку с раствором лимонной кислоты, силой тока и полярностью это сам.
-
Добрый день,делаю для себя коптилку,изготовил корпус и пока все на прихватках. Можно ли как то убрать цветные швы после сварки,какой нибудь химией,кроме шлифовки.
И есть какие нюансы при изготавлении ???



-
4
-
-
Газ нужно отрегулировать и под прямое сопло и на нем это сложнее чем на зауженном сделать , мало плохо но и много тоже плохо.
Ну и теперь про эти пресловутые линзы и кто их изобрел (это я про нынешние современные Китай) ну не работают они как надо .
Советские были и может кто видел они просто сетка с ободком ювелирной работы вставлялись в сопло .
В общем мне про них уже и не охота писать , есть штук десять и попробовав пару линз я их закинул в дальний угол и больше и не буду доставать.
Самодельная сеточка во сто крат лучше и надежнее да и ее в сопле можно подвигать туды- сюды так сказать навести "фокус" как в фотообъективе .
Покупаем вот такую сетку в хозмагазине и линза на любой вкус и случаи за очень дешево , да и работает и с прямыми и с зауженными и даже с "косыми" соплами.
Заказал линзы с америки и чашку fupa#12. Буду пробовать
-
1
-
















Нержавейка #1
в Аргонодуговая сварка — TIG
Опубликовано