kaev
-
Постов
27 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент kaev
-
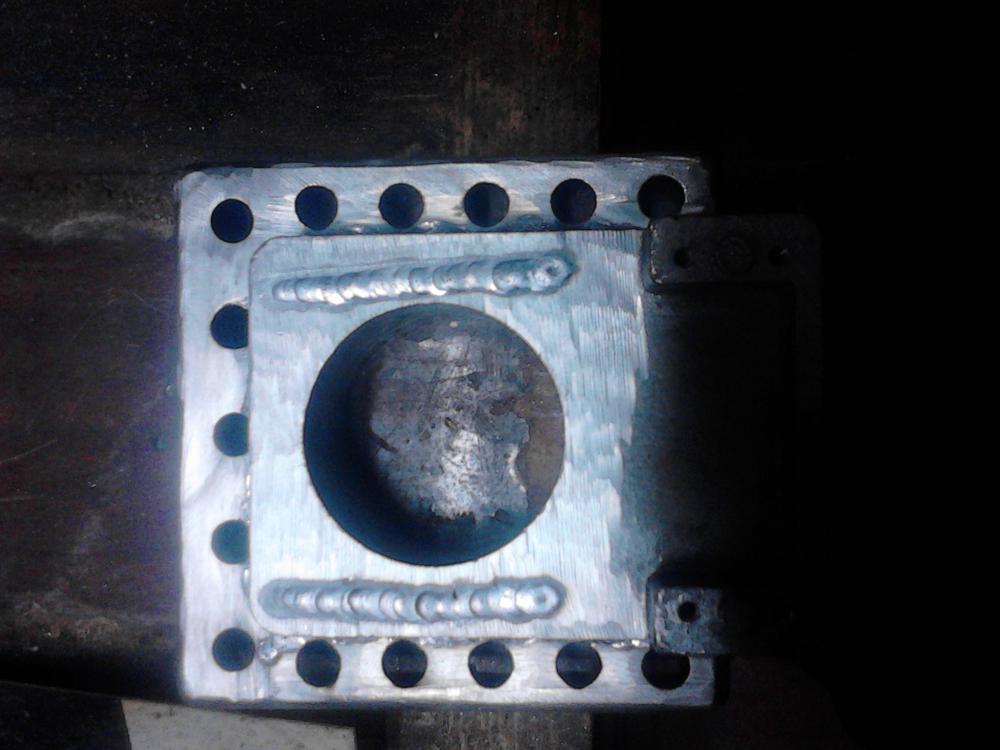
Люди, подскажите для чего служат контакты, указанные на фотографии? Сам склоняюсь к мысли что это контакты вторичной обмотки, для разных диаметров электродов (3, 4, 5 и 6). Как определить какой контакт, для какого диаметра электрода?

-
Всем привет. Сегодня нашел люминь от фотоувеличителя, пытался катать валики, начало кое что получаться. Затем пытался положить угловой шов. Чешуйки не получаются. В чем проблема, малая скорость? Настройки одинаковые на прямой и на углу - электрод 2.4, ток 85, баланс на 10 часов. И еще вопрос – кончик электрода, немного подгорает (чуть-чуть). Заточка под иглу на алмазе. Выложите кто-нибудь фотки угловых швов, чтобы видеть, к чему стремиться.
-
Всем привет! Читал что, на конце электрода, при правильном балансе, должен образоваться шарик. У меня этот шарик не получается. Затачивал на алмазном круге, сначала под иглу – дуга была стабильная, но шарика все равно не было, потом закруглил кончик электрода (надфилем) – дуга загуляла из стороны в сторону и выходит не из кончика электрода, а с боку, шарик так и не появился. Крутил «баланс полярности» в разные стороны. Настройки аппарата на фото + фото электрода. Алюминь 2 мм, «ток импульса» ставил 15 и 30, на 30 прожигает, зачищал болгаркой затем ацетоном, газ 7–8 литров. Сопло 6 и 7 (по очереди). Когда зачищал металлической щеткой, мне кажется, шов был лучше, но шарика все равно не было. Сам склоняюсь к тому что, проблема гуляния дуги, в надфиле, закруглять конец электрода надо было на алмазном круге. Но почему не образуется шарик на конце электрода? Специалисты, в чем может быть проблема?
-
@chdv1971, Все понятно, базовые знания конечно нужны, но главное практика...
-
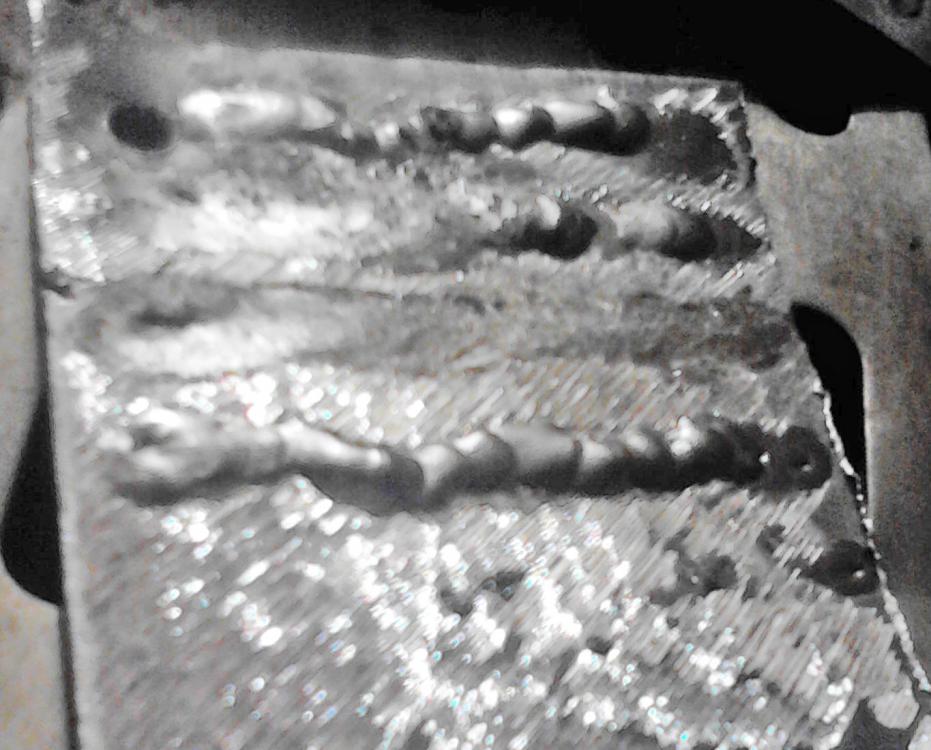
@валера1963,@Менгон, Сегодня внял вашим рекомендациям и зачистил заготовку металической сщеткой. Выкладываю результат. Конечно сравнивать с качественным швом пока рано, но по сравнению с моими прошлыми попытками, результат имеется. И на обратной стороне нет ни каких валиков.
-
@валера1963,@Менгон,@Sakhalin_Cat, Всем спасибо за рекомендации, завтра буду тренироваться
-
Менгон, зачистка металла шкуркой, потом обезжиривание ацетоном. Правда фаску не снимал - это важно?
-
Я вас понял, нужно увеличить скорость. Про чувство металла - так я только учусь, поэтому и задаю такие вопросы. Появился еще один вопрос, возможно, то же глупый для спецов: При сварке встык и внахлест, края оплавляются. Если вести быстро ванна не успевает образоваться, если медленно - горит. В чем моя ошибка?
-
Мне здесь дали совет, снчала научится варить без импульса.
-
Подскажите, выпуклость на обратной стороне. Так и должно быть? Лист алюминий 2 мм. ток 20А, баланс на 10 часов.
-
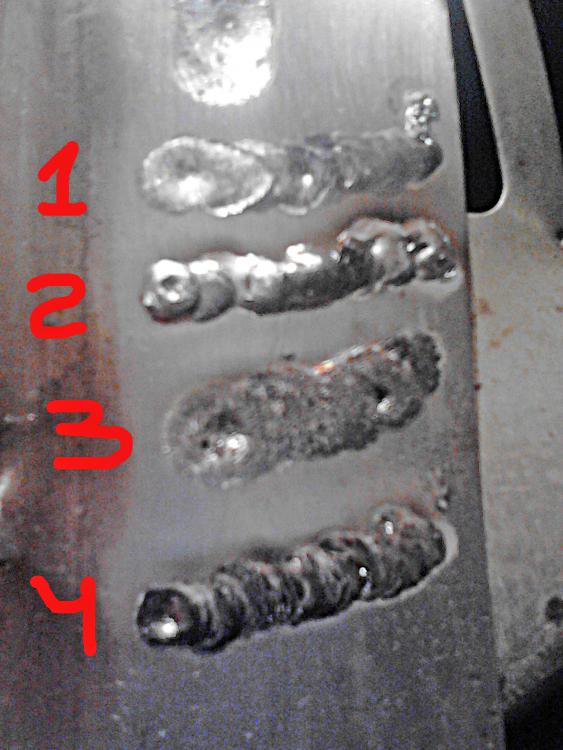
Всем спасибо за отзывы. Прав оказался круазик (Город:Алматы). Выкладываю фото: 1 шов - баланс минимум (20), ток импульса - 40, 2 шов - баланс максимум (80), ток импульса - 40, 3 шов - баланс минимум (20), ток импульса - 20, 4 шов - баланс максиму (80), ток импульса - 20, Валера, спасибо за ссылку. Сам читаю Юхин Н.А. - Ручная дуговая сварка - http://www.chipmaker.ru/files/file/6064/
-
Газ перед - на 9 часов Ток импульса - 20 Базовый ток - 30 Переключатели - АС, 2Т, импульс отключен. Все остальные на миниму, кроме газ после сварки - на середине.
-
Спасибо за ответ. Посмотрю еще раз настройки.
-
валера1963, не монимаю зачем тебе посещать данный форум. Судя по всему ты преуспел в сварке. Тебе видемо доставляет удовольствие посылать новичков на "F.A.G. по ТИГ"
-
валера1963, извени за безграмотность, не могу найти определение "линейный ток". Это ток импульса или базовый? Тумблер импульсы - выключен. Видео пересмотрел много, но не могу разобраться с настройками. Один раз настроил и заварил дно 250 литровой бочки и охренел от радости. Потом варил нержавейку, а настройки алюминия и башки вылетели. Теперь опять методом тыка пробую.
-
Уважаемые профи, объясните новичку, что делаю не так. Пытаюсь наложить шов на алюминевый уголок, толщина 2мм. Газ перед - на 9 часов Ток импульса - 20 Базовый ток - 30 Все остальные на миниму, кроме газ после сварки - на середине. Присадок ER4043 Может медленно веду гарелку? На втором снимке обратная сторона
-
Все понятно. Спасибо.
-
Присмотрел набор сопел с газовыми линзами. Там два вида сопел, длинные и обычные. Кто знает для чего нужны длинные сопла и нужны ли они вообще?
-
Не ЦАМ, хотя бы потому что бочка имеет деформации-пластичная а ЦАМ почти не деформируется - это раз; Два: - ЦАМ тяжёлый сплав, гораздо тяжелее анологичного объёма алюминия, хрупкий, "из него льют" - кто будет бочки отливать? Хотя и сплава и изготавливаются листы, но совершенно для других целей. Вы "просто алюминий"( обрезки), на тех же параметрах пробовали поварить для проверки? Благодарю за разъяснения. Пробовал варить два уголка, все получилось, не идеально конечно, но хорошо, видно ванну, и присадок хорошо плавился. Я думаю что газовое облако, на уголках, хорошо создавало защиту, а на бочке, как утверждают специалисты, на наружных угловых швах, нужно увеличить расход аргона до 13-15 литров, а я максимум делал только 9.
-
Потихоньку начинают опускаться руки, испробовал все Ваши советы, бочка не поддается. Может - это сплавы ЦАМ. Читал на какомто форуме : Цинк окрашивает дугу в красноватые цвета (малиновый, сиреневый)+ копоть в около шовной зоне. Варить довольно гиморойное дело. Очень похоже на мой случай. Как еще можно определить из какого алюминия сделано изделие?
-
А Вы присядьте... У меня на совсем мелких швах голова почти на столе лежит, сбоку смотрит. 45гр - это ну совсем много, у вас факел от горелки закрывает траекторию присадки и "выжигает ее" (ее тогда надо как-то сбоку или сзади вносить, что совсем уже странно)... 10-15гр максимум... У меня на AC проверка простая - дуга горит - значит аргон есть, что-то чернеет сначала думаем почему, ненаходим - добавляем...бочка внизу открыта? вопрос может и глупый, но сегодня испортил шов - забыв оставить выход из замкнутой конструкции, весь воздух расширяясь плюнул в меня алюминием и вспенил шов отдуши - тут-бы и 20л не спасло... Еще одно - шов надо чистить, то есть если туда уже воздуш попал и "вспенил" его, то просто так переплавить боюсь не получиться, вырезать - зашивать, и снова варить... Спасибо! Спасибо!
-
Что-то все описанные вами симптомы напоминают неправильное положение горелки, если ее накланить градосув на 45 относительно шва, то будет примерно так... тоесть: темпло будем выдувать и прямо в присадок (который заведомо более плавкий чем материал), в добавок сильный поток аргона будет затягивать воздух и окислять все кругом. Горелка смотрит в шов и наклонена 3-5-7 гр по направлению шва, как учат великие? (П.С. продолжаю варить на 1.5л, 10л представляю как страшный сон, этож можно за 10см пальци прожеч) Все правильно, положение горелки градосув на 45 относительно шва иначе плохо видно присадок и ванну. Буду исправлятся... Ротаметр, ABICOR BINZEL (Германия)
-
Присадок 4043 и 5356 (поочередно), прилипает очень плохо и тот и другой, болтается на конце прутка как на фото. 15 литров конечно попробую, но ведь по книжке Юхина Н.А, 5-8 литров, а на 15 можно и раззорится.
-
Спасибо, приму к сведению. Установил газ 9-10 литров. Факел получается внушительным. На 50А в некоторых местах приварилось. Посоветовали переключится на линейный ток, вместо пульса, и варить ампер 100. Завтра попробую. И еще, шов плучается серебристый, но с черными вкраплениями - это из-за присадка?
-
МИХА75 и morgmail, спасибо за рекомендации, буду тренироваться.