Bizet
-
Постов
165 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Bizet
-
Без необходимых знаний набивку пальцев тренировать крайне опасно - чревато потерей зрения. Нервные окончания пальцев как-то связаны с глазами.
-
У соседей встретил фразу "Берегите г***сварщиков и скупых клиентов, будьте с ними вежливы и внимательны, ведь они наша реклама и усилитель наших доходов" (С) Sakhalin Cat
-
Подскажите пожалуйста, во сколько обходится наплавка 1 кг металла (цена проволоки+газа) примерно. Дороже чем MMA сварка?
-
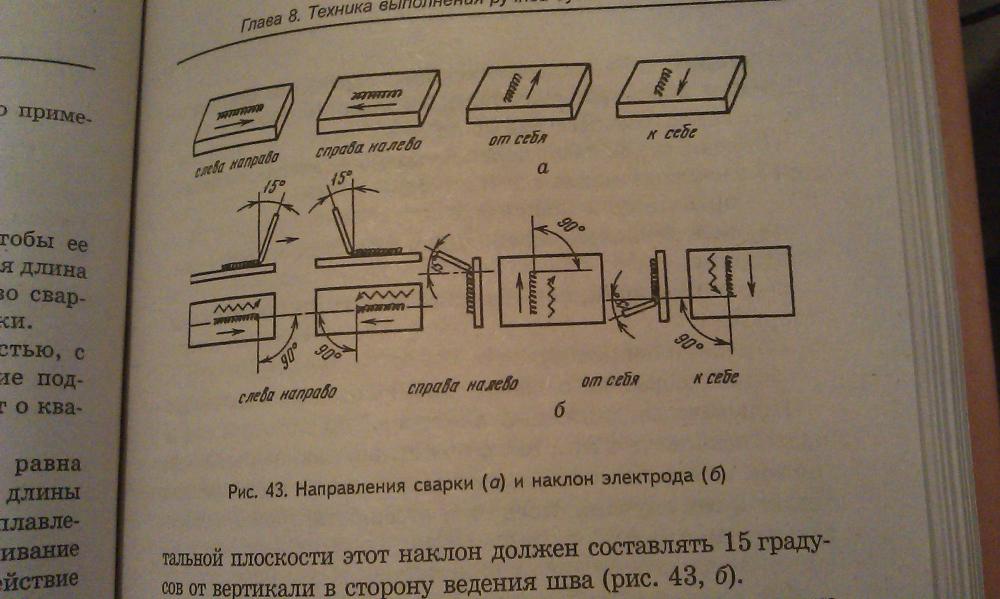
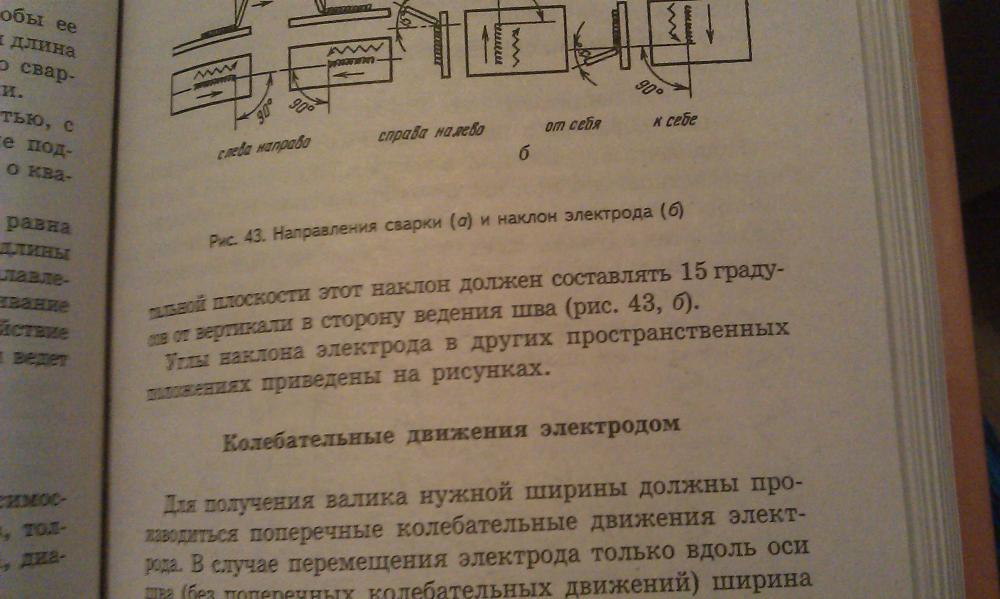
Тогда прошу извинить за недопонимание . Привожу фото со страниц 98 и 99 Главы 8 "Техника выполнения ручной дуговой сварки". десятого издания книги Сварочные работы под ред. В.А. Чебан Ростов-на Дону "Феникс" 2013 г. (учебное пособие для студентов специальных учебных заведений подготовлено в соответствии с Государственным образовательным стандартом начального профессионального образования РФ и программой учебного курса). Прошу извинить за качество. Если требуется, то сфотографирую на цифровую зеркалку обе страницы полностью. Но как уже писали опытные сварщики - вполне допустимо варить тонкий металл и углом вперед.

-
Для начала для избежания недополнимания скажу, что углом назад и ведение электрохода на себя в нижнем положении для меня разные понятия. По поводу вашего вопроса. Ведение электрода углом назад обеспечивает более глубокий провар, что с точки зрения создания прочного неразъемного соединения гораздо более важная задача, чем наплавка широкого усиления шва. Более того техника ведения электрода углом вперед даже не рассматривается в некоторых учебниках по сварочным работам, что позволяет вполне логично предположить, что данный способ не является основным. Более опытные сварщики пусть поправят, если я не прав, но многопроходные сварочные швы углом вперед не очень удачная идея. Считаете что это не так? Обосновывайте пожалуйста, вам только спасибо скажут, тогда как при голословные заявления не найдут отклика у пользователей форума.
-
Нет, просто уменьшится глубина провара и увеличится ширина шва. При горении дуги шлак будет отгоняться газами, выделяющимися из обмазки. Основной способ ведения - углом назад.
-
Не знаю чем некоторые сварщики так вилки любят. У нас когда из-за снабженцев не поступили вовремя держаки на одном участке пришлось варить трезубцем на объемной металлоконструкции. Куда можно положить трезубец когда отбиваешь шлак, если варишь на полностью стальной конструкции? Дуга то там, то здесь вспыхивает то там то здесь при случайном касании.
-
Батарейки сели. Батарейки поменяете и будет работать безотказно (ну в 99% случаев). В смысле включаться вовремя и без задержек. Еще надо настраивать чувствительность датчиков (должна быть крутилка). Ссылка на русский мануал http://www.tehnoterm-s.ru/pdf/maska-clearvisionII.pdf Заявлена как без батареек, но скорей всего там есть несъемные элементы питания внутри. Если нет желания разбирать чужую маску, то попробуйте перед работой на полчаса выставлять под солнечные лучи или яркую лампу чтобы чуть-чуть поднакопился заряд. Возможно хватит и простой настройки чувствительности. Срабатывать может на отблески сварки, либо Солнца. На дорогих масках такие вещи лучше отфильтровываются.
-
Фотография есть? Если выложите, здешние мастера смогут подсказать. ИМХО мост в масле никто не заварит надежно. Если мост не из чугуния, то УОНИ адекватный выбор после зачистки и удаления (к примеру выжигания) масла. Фотографию приложите если возможно. Непонятно можно ли без демонтажа сделать качественно.
-
Надо читать документацию, если нет отдельного договора с условиями гарантии. Так то 80\20 можно нагнуть продаванов.
-
Мне бы так сказали. Выставил бы претензию и отбил процентов 40 стоимости инструмента в качестве неустойки . А после третьей поломки одной и той же детали по законам РФ можно требовать замены изделия
-
Поднимите электрод на метр над бетонным полом и отпустите. Если обмазка осыпалась - электроды на выброс - отсырели или заводской брак. Ток 80А по показометру адекватный.
-
Так то да, но на всякий случай предупредить. Тот же кабель КГ-16 стоит у нас 58 рублей за метр. 10 метров=580 руб. КГ-25 83 рубля. Без крайней необходимости брать больше 10 м ИМХО не стоит. Опять же на дачах сети почти всегда просаженные.
-
Там по моему не сколько ампераж падает сколько вольтаж. На инверторах с низким напряжением могут возникнуть проблемы с поджигом основных электродов типа УОНИ. Тут еще от качества сети многое зависит. В том смысле, что на плохой сети длина проводов сказывается сильнее.
-
В России во все времена было принято читать между строчек . Я даже боюсь представить "полупрофессиональный сварочный агрегат" на 500 А . Он наверное еще и однофазный
-
Вы невнимательно прочитали текст. Там указано для "полупрофессиональных сварочных агрегатов", поэтому о 100% ПВ говорить не приходится. Для профессионального использования необходимо следовать ПУЭ. waha исчерпывающим образом ответил по сечению для непрерывной работы. Копию ПУЭ надо отправить в представительство Ресанты с её тонкими алюминиевыми кабелями .
-
В обсуждении электродов читал, что при сварке основными электродами больших токов лучше избегать т.к. обмазка начинает плавиться неравномерно и сопровождается разбрызгиванием расплавленного металла электродов, загрязняя околошовное пространство, а так же отрицательно влияет на внешний вид шва. Поэтому и уточняю. Не зря же огород городят с большим сварочным током. Вот и выясняю чем это обусловлено.
-
Вкуривал тему про ремонт грузовых прицепов http://websvarka.ru/talk/index.php?showtopic=1600&page=1 . Вопрос касается не MMA, а MIG\MAG, но решил спросить здесь. В теме рекомендовалось по возможности для ремонта использовать ПА на 380 Вольт. Чем это обусловлено? Позволяет за счет более высоких токов быстрее заваривать и наплавлять металл? Или речь идет о более высоком ПВ? На провар не влияет? И такой вопрос по ММА. Собственно для чего нужны высокие токи больше 200А? Сварка электродами 5+мм и выше? Как я понимаю на 4мм покрытых электродах выкручивать токи на максимум некорректно по причине разбрызгивания обмазки? Или я не прав?
-
Не подходит - у меня спортивные сумки списываются из-за выхода из строя молний . Пока вожу в чемодане на колесиках , но это как-то габаритно - чемодан большой и остается много свободного места.
-
Подскажите пожалуйста, на моем инвертере Сварог (Jasic j96) имеется тумблер переключения режимов MMA\TIG. Чем принципиально отличаются режимы работы аппарата? И еще, можно ли реально использовать режим TIG на таких аппаратах для сварки низкоуглеродистых сталей и нержавки? Вообще покупал для РДС, но подмывает попробовать РАДС...
-
Такой вопрос. Как вы транспортируете сварочное оборудование ММА если выезжаете куда-нибудь на машине? Кабель, сам аппарат и главное маску? Заводская картонная упаковка быстро изнашивается. Хамелеон все-таки хочется уберечь от царапин, пыли и риска раздавить чем-то. К некоторым сварочным аппараты кофры есть в комплекте, но и про них отзывы идут, что они недолговечные - пластик коробится, рассыхается, трескается. Думаю может какую транспортировочную тележку-сундук сваять ? Хочется чтобы маска, провода, аппарат, герметичные "колчаны" с электродами были в одном месте и защищены от внешних воздействий. С другой стороны насколько подъемной будет эта конструкция? В общем кто как возит, други?
-
Встречал инверторы от 10А и есть от 40А. Т.е. понятие довольно растяжимое. Пожалуйста уточните сколько Ампер примерно выставлять, если у вас есть такая информация.
-
Да, троечкой выше 100А не понадобится. Да и для непродолжительной работы 1х16 можно использовать до 160А (120 А хватает для электродов диаметром 4 мм) совершенно спокойно. Мы ведь говорим о бытовом использовании? Кабель с сечением 25мм безусловно даст запас надежности, но цена в полтора раза дороже, чем 16 и настолько же тяжелее. Есть возможность и предполагается продолжительная работа - купите. Еще и внукам останется . Считается, что 1мм медного кабеля позволяет подавать ток 10А, но рекомендуется иметь запас и на 1 мм подавать не более 7,5А. Т.е. опять выходим на 120 А, достаточных для сварки 4мм электродом. При работе обязательно разворачивайте кабель в линию т.к. при сворачивании в бухту образуется индукционная катушка, которая будет нагреваться. Возле держака на кабель оденьте отрезок ПВХ трубы и замотайте изолентой - поможет избежать обрыва жилок кабеля в следствии постоянных изгибов.
-
25 это максимум, что надо для бытового инвертора. В принципе даже 16 сечения будет нормально, если не гонять весь день в режиме нон-стоп и кабели не длинные (метров 5 ИМХО хватит за глаза; при большой длине эдак больше 10 метров будет падать напряжение). Толстый кабель имеет такой недостаток как тяжесть. А если к этому добавить качественный электрододержатель (я вот не нашел ЭСАБовский на 200, пришлось купить на 300А ) из меди\латуни. На массу и на электрододержатель одной марки. Обратите внимание, что вам скорей всего понадобятся байонетные разъемы (кабельные наконечники), если не идут в комплекте. Электрододержатель и "прищепку" массы проверяйте магнитом - настоящая медь и латунь лучше, чем покрытие.