Лидеры




Популярный контент
Показан контент с высокой репутацией 12.07.2012 в Сообщения
-
Конечно о красоте и качестве и речи не идет . Варим мр3с или ок 46 3мм. выпрямитель многопостовой на 40-50 А обратной полярностью .



 4 балла
4 балла -
то что помогает приготовить по жрать на природе , котелок покупной .


 4 балла
4 балла -
вот, знакомый попросил трубу обварить. (создал бог человека, посмотрел на него и подумал: вообще то я умею лучше)






 3 балла
3 балла -
Я-дилетант и никогда этого не скрывал.Тема называется "Сварочные швы".Есть тема "Ремонт авто РАДС".Мне безразлично кто,кому и за что ставит плюсики.Если Вы не перестанете грубить и тыкать,то есть нарушать правила форума - придётся обратиться к супермодераторам. Вот пожалуйста,@Sakhalin_Cat,выложил глобальную работу на блоке,конкретные швы-приятно посмотреть.а объемами кузовного ремонта меня не напугать,видел в прошлом веке."Всё в прошлом,я рыдаю от тоски" /В.С.Высоцкий/. Давайте ещё переругаемся из-за "плюсиков",пусть "медоносы" порадуются.3 балла
-
Пролистывая страницы данного форума,заметил,что в разных темах,нет-нет,да и всплывают сообщения,напрямую к этим темам отношения не имеющие,но содержащие разрозненную информацию о трубах в сантехнике.Чтоб не оффтопить и не засорять темы,а заодно как-то систематизировать информацию по трубам,сподвигся на создание данной темы.Как говорится,добро пожаловать! Имея опыт работы конкретно в сантехмонтаже 14 лет,поделюсь своими наблюдениями и личным опытом. Итак...Со сталью,думаю,почти всё ясно.Ну,или почти всё... В плюсе-дешевизна материала,надёжность и терпимость к разного рода сюрпризам эксплуатации (скачки температуры и давления),высокая механическая прочность. Минусы.Соединение на резьбе,особенно в больших количествах и,учитывая отвратное качество ныне производимых чугунных и латунных фитингов (привет братьям-китаясам...)-тот ещё секас...Сварка-процесс непростой,с кандачка не одолеешь.Опыт и ещё раз опыт.И оборудование надо для сварки габаритное и недешёвое.Да и сами трубы в последнее время всё чаще стали попадаться с браком,особенно,шовные.Коррозионная стойкость тоже ухудшается.Думаю,всем сантехникам встречались трубы 60-х,70-х гг,а то и раньше сделанные,насмерть забитые,но без сквозной коррозии.Более свежие трубы зачастую дают течь через 5-6 лет...Как-то не кузяво...Конечно,последние две проблемы имеют дисциплинарный характер,но нам-то от того не легче. Прогресс на месте не стоит и рынок наполнился материалами,имеющими высокую коррозионную стойкость,простыми и дешёвыми в монтаже и имеющими пониженные требования к квалификации сантехников и сварщиков.Исторически раньше у нас появился металлопластик.С него и начнём.Сама металлопластиковая труба дешёвая,гибкая,коррозионно-стойкая.Коэффициент линейного расширения-как у стали,т.е.,с температурной компенсацией длины можно особо не заморачиваться.Фитинги существуют в двух вариантах стыковки с трубой:обжим пресс-клещами и обжим накидными гайками.Обжим клещами более надёжен,но в малых масштабах невыгоден из-за цены инструмента.И само соединение фитинга с трубой-неразборное.Если что,только отрезай и устанавливай новую деталюшку.Обжим накидными гайками более популярен именно при небольших объёмах работ и практически полном отсутствии опыта.И инструментов нужен рекордный минимум.Ножницы для резки труб (пойдёт даже ножовка),да пара разводных ключей.На этом плюсы металлопластика заканчиваются.Металлопластик хорошо переваривает холодную воду.С горячей-не всё так гладко.Гарантированно он держит до 65 градусов,а дальше-как карты лягут.Много зависит от качества самой трубы (а оно весьма разнится),уплотнений фитингов и грамотности монтажников.Я в своей практике уже много встречал аварий именно на отоплении и ГВС,где трубы выполнены в металлопластике.Есть ещё одна проблема,связанная с проходным сечением фитингов.Допустим,сама труба вполне соответствует по своему сечению.А вот проход в фитинге-эдак в 2 раза меньше.Ладно,когда смонтирована времянка с несколькими фитингами.А если-целый дом,где их-сотни?Из-за такого количества дросселей от напора на входе в конце остаётся пшик...Впрочем,в таком случае дешевизна очень относительная,так как сами фитинги стоят не 2 рубля.Встречал случаи,когда сделать дом\коттедж медью вышло бы дешевле...Посему,я монтажом металлопластика почти не занимаюсь,предпочитаю иные композитные материалы.Исключение-тёплые полы в коттеджах,где температура и давление невысокие и всегда под контролем. Собственно,о меди.На рынке она появилась параллельно с металлопластиком,но учитывая её цену и малый опыт монтажа,она оставалась вешью в себе.Так,чисто для пацанов...Позже плюсы меди расчухали и процесс пошёл.А что,коррозионная стойкость высокая,фитинги относительно дешёвые.Можно спокойно хоронить в штробе.Сечение соединениями не заужается.Самих фитингов-на любой вкусТруба отлично противостоит температуре и давлению.По этим позициям впереди-только сталь.Композиты-аутсайдеры.Соединение труб-в трёх вариантах.Обжим.Популярен ту низкоквалифицированных монтажников.Так же,как и металлопластик,по тем же причинам.Но,фитинги дорогие.Пайка оловянным (мягким припоем).Проста ,дешева и относительно надёжна.Важны аккуратность и тщательность при подготовке и пайке.Фитинги стоят дешевле,чем на обжим.Данный способ пайки медных труб-самый распространённый.Требует самой простой пропановой горелки.Пайка медными припоями.Обладает очень высокой надёжностью,но требует повышенной квалификации (ибо по процессу ближе к газосварке) и пропан-кислородной,или,хотя бы,ацетилен-воздушной горелки,дающей большую температуру.Данный способ,в основном,практикуют монтажники климатического оборудования.Они же,для предотвращения окисления труб изнутри в процессе пайки,продувают их изнутри инертными газами (в основном,азотом и аргоном).В сантехмонтаже это не шибко актуально и выполняется чаще по прихоти богатых заказчиков (было бы предложено).Медью я работаю помногу и с удовольствием.Предпочитаю пайку жёсткими припоями. Гофротруба нержавеечная.Её появление сантехники восприняли с особой радостью.Коррозия пофигу.Температура-тоже.Гнётся на раз-два руками и под любым углом.Фитингов-минимум и они не заужают сечение.Стыковка-накидной гайкой и уплотнение силиконовыми манжетами.Мечта!И начали лепить гофронержу,куда можно и нельзя,напрочь забыв про то,что гофрированная поверхность создаёт нехилое гидравлическое сопротивление...Отсюда проблемы в системах отопления и водоснабжения (особенно,с высоким расходом воды).Я применяю гофронержу в нескольких случаях.Её применение связано со способностью данной трубы сжиматься и изгибаться.Например,при монтаже и обвязке канальных и подвесных калориферов в системах приточной вентиляции.В этом случае труба сглаживает вибрации от вентиляторов и не даёт расшатать соединения с магистралью.Также это практикую при обвязке медицинского,пищевого и прочего оборудования,при работе которого присутствуют вибрации.Ну и,само собой разумеется,при обвязке гидромассажных ванн,душевых кабинок и прочего сантехоборудования,которое запитывается скрытой подводкой и,при том,от случая к случаю (при ремонте и обслуживании),передвигается и разбирается.Разного рода гибкую подводку из резиновых шлангов в оплётке ставлю только на смесители,да и то,чаще (если клиент согласен),выполняю подключение гибкой медной трубкой ф 10 мм.Знаете ли,люблю спокойный сон. Композитные (полимерные) материалы. Полиэтилен низкого давления (ПНД).Чёрная полиэтиленовая труба.Применяется для холодной воды.К коррозии равнодушна.Пластична (в известных пределах).Лёгкая и дешёвая.Стыкуется на обжимных фитингах,которые нисколько не заужают сечение.Обжим применяется до диаметров 65 мм.Высокое давление обжимные фитинги не держат.Впрочем,на холодной воде оно бывает редко.Для больших диаметров-только сварка.Сварка стыковая применяется,в основном,при укладке труб под землю.Особенно это актуально при бестраншейной укладке,чтоб при протяжке трубы ничего не мешало.Разного рода ответвления,изгибы и примыкания сначала выполнялись через стальные тройники,отводы и переходы сталь\ПНД типа "ёрш".ныне от таких "сборных фитингов" отказались.Нафиг в трубе коррозионно-нестойкий участок?Широкое применение получила муфтовая сварка электромуфтами.В муфту вделана нагревательная спираль.Муфта с натягом напрессовывается на трубу и фитинг (отвод,тройник,переход сталь\ПНД),подключается аппарат для нагрева и по соответствующей программе выполняет прогрев.Стык готов.Сейчас электромуфтовым способом соединяются и мелкие трубы ПНД.Да,стоит оборудование немало,электромуфты-тоже не копейки,зато надёжность-выше всяческих похвал.Кроме укладки магистральных водоводов,ПНД применяется даже для подвальной разводки холодной воды в многоквартирных домах (бюджетный вариант) и обвязке систем водоснабжения в бассейнах,на водоочистке.Также,при обвязке бассейнов применяют фитинги,приклеиваемые к трубам.На небольших давлениях и температурах работает,но очень тщательно надо зачищать,обезжиривать и промазывать клеем стыкуемые поверхности.Поэтому,склейка полиэтилена-удел немногих фанатов данного процесса. Сшитый полиэтилен.В отличие от ПНД,может переносить умеренно горячую воду (до 65 град. гарантированно).Стыкуется муфтовой сваркой (аналогично полипропилену) и на обжимных фитингах.В отличие от забугории,у нас муфтовая сварка как-то не задалась и стыкуют трубы обжимом.Основное применение сшитого полиэтилена-укладка труб тепло- и водоснабжения в пол и стены.Прокладка труб осуществляется в гофротрубе или теплоизоляции из вспененного полипропилена и т.д.,ибо коэффициент линейного расширения СП выше,чем у стали.Трубы применяются,в основном,малых диаметров (15-20мм) на монтаже радиальных систем отопления в коттеджах.Лично я с сшитым полиэтиленом не работаю по причине отрицательного отношения к радиальным системам. Полипропилен.Думаю,что и распространяться о нём много-излишне.Плюсов у него немало.Дёшев,прост в монтаже,коррозионно-стоек.Фитинги стоят копейки,разнообразия великого,сечение не заужают.Но,коэффициент линейного расширения у него-куда больше,чем даже у меди.Отсюда,трубы,применяемые для отопления и водоснабжения,лучше прятать от глаз подальше.Лежащие по синусоиде "кишки" красоты не добавляют.Полипропилен (даже армированный фольгой) плохо переносит высокую (свыше 80 град.) температуру.Начинаются необратимые удлиннения трубы,вздутия,расслоение армировки и порывы.Посему я никогда и ни за какие коврижки не смонтирую полипропилен в системе отопления или ГВС,где нет контроля за температурой и давлением.Слишком часто там,где подача ГВС-не через теплообменник,а напрямую,с теплоузла,да с подачи и перед узлом смешения,температура взлетает по зиме за сотку.Ну,не рассчитан полипропилен на такое издевательство.В загранице такой технический авантюризм давно под запретом.Давление-до 6 атм и температура 60,ну,70 град.,не более.А у нас ещё почти вся страна-на элеваторных теплоузлах...Какой тут контроль?Безусловно,применение полипропилена в системх центрального отопления разных малых городков и посёлков-вполне оправданная мера.Материал и его монтаж стоят копейки (значит,хилый провинциальный бюджет не так пострадает).Температура и давление в системах невысоки и,как правило,зависят от степени адеватности кочегаров.А,вот,химподготовка теплоносителя-часто ни к чёрту...Стальной трубе жить пару-тройку лет...Хрен с ними,с наружными сетями.Главное,чтоб в домах ничего не текло и не отваливалось...В коттедже,частном доме,полипропилен для водоснабжения-само то.Уже немало смонтировал систем в домах на полипропилене.Но,всё стараюсь спрятать.В стяжку,в штробу.Чтоб глаз не резало.И трубу укладываю в рубашку из теплоизоляции,в короба со свободным креплением,чтоб трубы двигались при удлиннении.Пока нареканий нет.Монтировал из полипропилена системы снабжения сжатым воздухом на производстве.Оченно кошерно!Влага,даже если и есть (осушителей нема или филонят),то не вызывает коррозии труб и не убивает частицами ржавчины оборудование. Ну,вот...Вкратце,о своём опыте,всё.Вышеизложенное основывается только на моём мнении и на ранг абсолюта не претендует! Если кто тоже поделится своим опытом-буду только рад!2 балла
-
@Лепило, Ну насчет ответственности вы наверное шутите. . @Electrod,Я в 150 км от тебя.Телефон есть в пофиле. позвони и приедь.Полтора часа езды не страшно.Зато увидеш все своими глазами и постараюсь помочь чем смогу. К стати я работаю без ИП.2 балла
-
Вот такая подработка. 1. Ауди А 8, после пожара - ремонт. 2. Ремонт кузова самосвала 40 т. AL. 3. Ремонт бака 400 л.





 2 балла
2 балла -
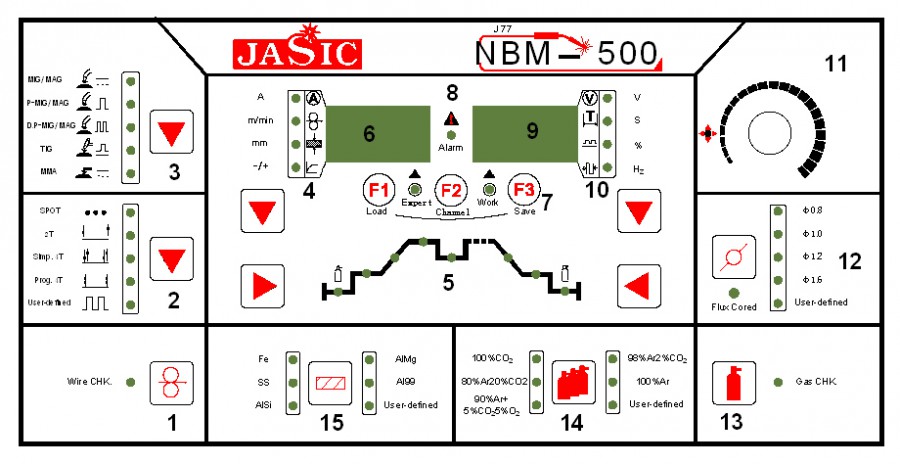
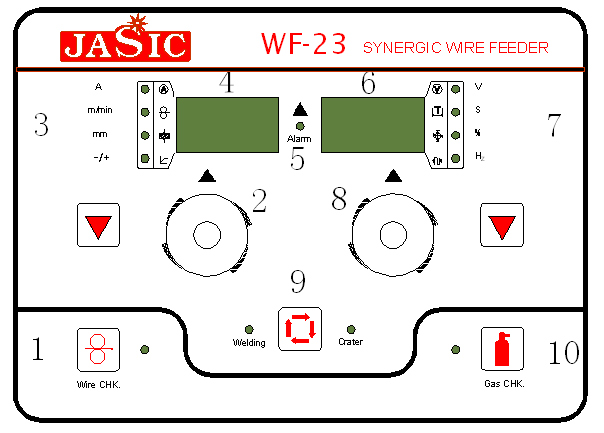
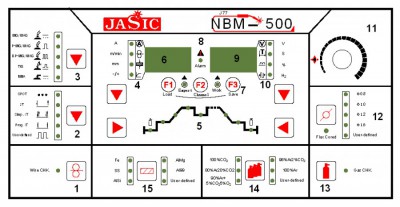
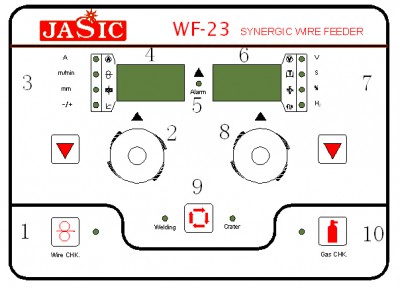
По поводу Jasic прямая дорога в Сварог, судя по фото на сайте они такой аппарат выставляли на выставке Сварка-2012, только там он на тележке и с блоком водяного охлаждения, хотя в каталоге Сварога его нет, может быть пока нет. По поводу Nebula даже и не знаю торгует ли кто ими в России. Если интересует фото, пожалуйста. Ссылки привел на те аппараты которые мне доводилось попробовать, они конечно не без недостатков, но цена будет ниже чем у аналогичных аппаратов Kemppi, Fronius и т.д. раза в 2 - 2,5. А вообще у китайцев полно подобных аппаратов, только вот качество как лотерея. P.S. Прошу не расценивать как рекламу, сварочниками не торгую, да я вообще ни чем не торгую.

 1 балл
1 балл -
@Лепило , Я родом из Шарлыка и там замутить что то серьезное я так и не решился. Только уехав и лишившись всех советчиков,и сопереживателей я залез в этот омут,и он меня засосал.1 балл
-
Честно скажу,что со сталью 16Г2АФ не сталкивался давненько.Посему,что-то мог и позабыть...Но,как помню,сталь в сварке не шибко удобная,хоть в справочниках и пишут,что свариваемость без ограничений.Склонна к расслоению при газовой резке и приварке изделий из разнородных сталей.По причине достаточно высокого содержания углерода,склонна к порообразованию и межкристаллитным трещинам,образованию местных закалочных структур.Поэтому,после газопламенной обработки нужна тщательная зачистка кромок на глубину в пару-тройку мм.Прилегающие к свариваемым кромкам поверхности надо зачистить тем же способом от грязи,краски,ржавчины и нефтепродуктов.Иначе,поры и непровары обеспечены...Сварку лучше вести с предварительным,а,если кромки достаточно толстые (около 15-20 мм),то и сопутствующим подогревом до 150 град. и последующим отжигом.Поскольку лично я варил такую сталь только электродами класса Э-50А,то по полуавтоматической сварке ничего вразумительного не сообщу... ЕМНИП,для стали 16Г2АФ заменитель 15Г2АФ.Чтоб понять причину столь масштабных дефектов шва,по-хорошему надо глянуть на срез дефектного шва под микроскопом.А так,всё что я тут изложил-не более,чем гадание на кофейной гуще...1 балл
-
Старайтесь не резать: на весу, в наклонку, на вытянутых руках. Обычно, упор на левый локоть. Если линия реза "под ногами"-лист распустить, садишься на одно колено(правое), правую руку которой за ручку резак держишь(кулак) ложу на ступню левой ноги или пржимаю(фиксирую) к правому бедру, колену и режу с перемещениями(пересаживаниями). Важно, что бы вентиль режущего открывался плавно дабы исключить дёргания. Ну конечно на все случаи советов не дашь, навык нужен как и в любом виде ручной сварки к примеру,- а когда от случая к случаю, конечно будет руки трусить. Я например в молодости, закрепощался от того, что боялся хлопков и "обраток", наслушался историй- ужос прям был для меня, режешь а руки как костяные.1 балл
-
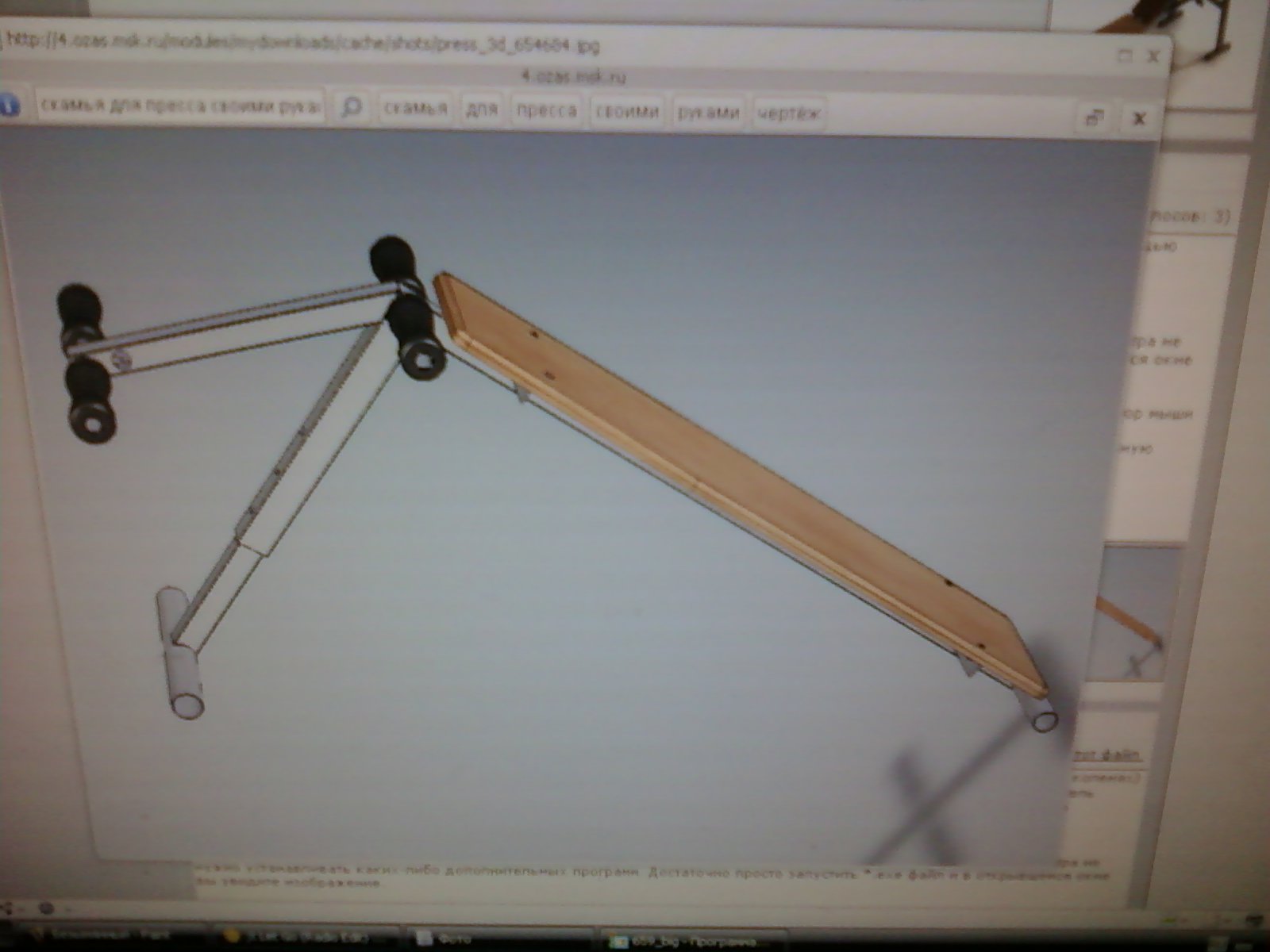
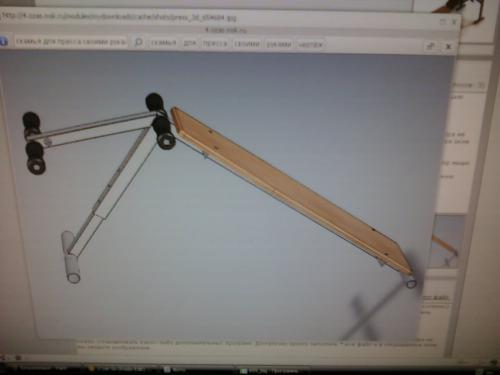
Работы нет, приходится заниматься всякой ерундой и выполнять прожекты моего оооочень экономного друга. Суть проблемы: панельный 16-ти этажный дом, в межпанельный шов четырнадцатого этажа попадает при косом дожде влага и из-за этого мокреет стена. Чтобы не нанимать высотников и не платить им "бешенные деньги" (слова друга-"экономиста"), была "разработана-доработана" вот такая конструкция для выдавливания силикона из тубы. Труба удлинителя - тонкостенная нержавеющая труба, внутри проходит штанга из калиброванного шестигранника на "8", поэтому пистолет получился достаточно лёгкий. Рядом - "инновационный" скребок. Данные инструменты позволяют, высунувшись из окна 14-го этажа, как бы "заделать" межпанельный шов. Удивительно, но испытания на земле по заделке швов в мастерской прошли успешно! У меня возникают сомнения о полезности сия устройства на высоте, но "усатого самодельщика" переубедить не удалось. Позже сообщу о результатах...


 1 балл
1 балл -
Там на фотке видно.У стоек есть специальные,регулирующиеся упоры.Если нет силы поднять штангу,то можно опустить её на грудь и выдохнуть.Штанга ляжет на упоры и из под неё можно вылезти. @Лепило,Стойки для жима и приседа(лучше пониже см на 10 и пошире см на 8)Лавка для жима.Брусья для отжиманий и пресса съёмные.Турник.И лавка для пресса.Чертежей нет.Всё методом тыка,на собственном опыте делал.
 1 балл
1 балл -
Фабрика "ESAB" находится в Швеции и что, в Китае нет их производства?Фирма "Sony" находится в Японии,не встречали их магнитолы с надписью "Made in Malazya"?Вы много лет покупаете оборудование большими партиями у авторизованного дилера?А мы заметили некоторые отступления от образцового качества,о чём я уже говорил.1 балл
-
, В сантехнике до того она бывает не предсказуема хоть к шаману обращайся . можно грешить на гуляющие токи . бракованные трубы . но есть какая то чертовщина не поддающаяся знакомым законам физики .1 балл
-
Изготовил вчера кривой гриф под 50мм блины,длинный для жима узким хватом.Купил гриф за 950р.Обрезал резьбы.Удлиннил металлическим штырём.Штырь заточил под конус и сварил с грифом на всю глубину.Но штырь был не достаточно толстый,по этому усилил сверху трубой 3/4.Сверху наварил гильзы из трубы 50мм(в реальности гдето 47мм) Нагрузил 195кг.Выжал узким хватом со стоек,немного подержал и поставил обратно.Гриф геометрию не изменил и не сломался. Испытания прошли успешно.
 1 балл
1 балл -
Обычно чугун варил электродом и газом но сегодня мелкая струбцина сломалась . На электроде по нержавейке 4 мм от старости обмазка отвалилась . такие мелкие вещи нормально варить ТИГ-ом.

 1 балл
1 балл -
Это обычный рекламный ход, на который покупаются по своей неопытности. В данный момент ТИГу на пятки наступает плазма и П/А, но только не ММА. ММА правда ещё долго будет жить вне помещений. Плазма пока дорогая и хороший П/А тоже не из дешевых, но это реальные конкуренты.1 балл
-
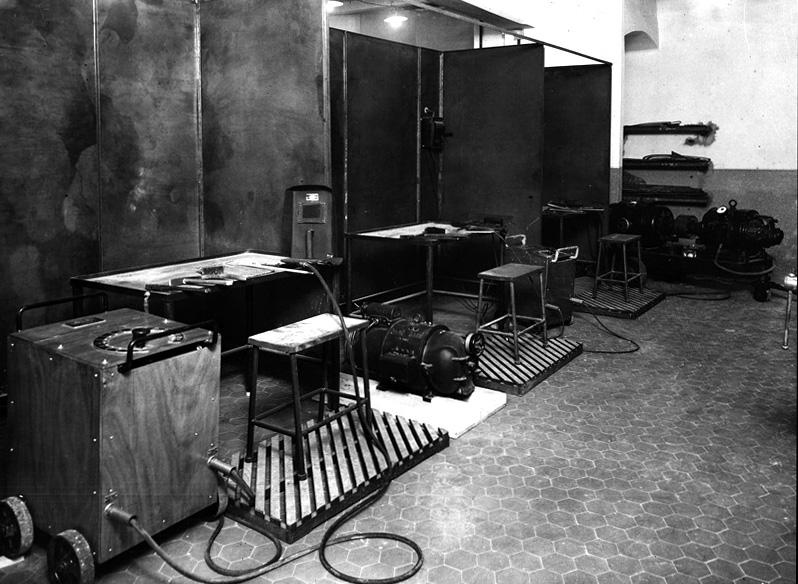
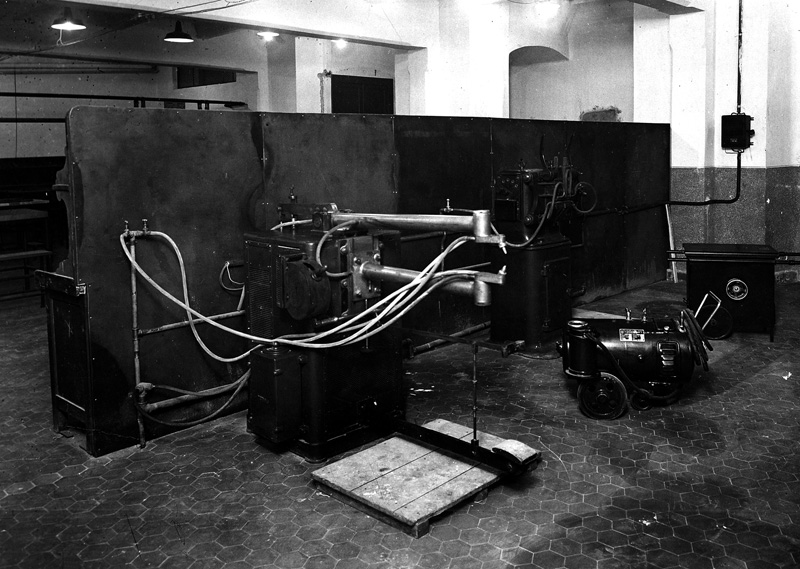
Предлагаю немного пройтись по Италии. Вот, что нашел интересного. Обложка брошюры ''Автогенная сварка и резка кислородом и ацетиленом'', 1930-х годов Страница из той же брошюры Страницы из брошюры "Оборудование для сварки" 1930-х годов (качество не очень, но чем богаты...) Интересные агрегаты. Тип аппаратов - "SIO-MF" и "SIO-MC". Кто-нибудь знает, что это такое?? Обложка журнала "Автогенная сварка" за май 1934 года Это всё взял с аукциона ebay. И фотографии! Лаборатория дуговой сварки в королевском техническом институте города Турина. 1930-е годы. Фото: Edoardo Grossi. Красота, правда? Та же лаборатория. Похоже на аппарат точечной сварки? Монтаж нефтяного трубопровода. После обнаружения нефтяного месторождения Рагуза на территории Сицилии, между Рагузой и портом Аугуста был проложен нефтепровод длиной около 73 км. Для работы были использованы бесшовные стальные трубы фирмы "Dalmine", горячекатаные в соответствии со стандартом API, общей массой около 5 500 тонн. Фото Barbara Cattaneo. 1957 год. Электросварка водопровода между Искья и Прочида. После сварки трубы проходили УЗК. Фото: Barbara Cattaneo. 1957 год. Ультразвуковой контроль водопровода между Искья и Прочида. Фото: Barbara Cattaneo. 1957 год. Пока всё!







 1 балл
1 балл -
Уже стопятьсот раз на каждом из форумов затрагивалсь тема правильного окончания сварочного шва.В литературе методика описана.За три года практики,Вашей,да ещё и с такой любовью к этой профессии,можно было не только этим овладеть,тем более если по специфике-трубы.Из форума на форум (на вскидку уже четыре),кочуют почти одни и те же фотографии.Больше показать нечего или дальше не растётся? К примеру,возьмём трубу 3/4.Так вот даже её надо разбить на 2 участка.Сварил полстыка,зачистил болгаркой начало и окончание шва плавно "на нет" на растояние от 5 до 10 мм.Начинаешь варить с нетронутого участка (для разогрева электрода/металла,потом это место стачиваешь) и заканчиваешь пройдя "ответный" сточенный участок.Здесь,дойдя до нетронутого шва,можно сделать пару-тройку круговых оборотов (в границах шва) и оторвать дугу,подняв электрод вверх,или же вернуться назад,плавно поднимая электрод.В любом случае надо следить,чтобы перед отрывом электрода кратер был заполнен,лучше даже переполнен слегка ,болгарка геометрию исправит.Для общего развития пошерсти YouTube,там много интересного показано.Если ты освоил азы сварки,то дальше дело за тобой,пробуй,эксперементируй,расти профессионально,никто за руку тянуть не будет.Определись,что не получается,прикинь,в чём причина,способы решить проблему ну и действия.Это я в догонку к тем твоим постам с просьбой взять на обучение.Не факт,что если кто то (из тех же "вольных хлеборобов ")тебя возьмёт,варит хорошо и правильно.Достаточно посмотреть на сваренную сантехнику в домах.1 балл
-
перенос полотенцесушителя труба 32-я





 1 балл
1 балл -
присадкой не кидаться, первый раз в жизни взял в руки горелку





 1 балл
1 балл -
Ничего интересного .



 1 балл
1 балл -
Приходилось поработать таким Шедевром, и в морозы и в жару, и в метель и в дождь ни разу не подвел. Только на нашем на панели одни иероглифы и показометров небыло. На фото рядом с пропановским баллоном и монтажником тоже denyo только однопостовой.



 1 балл
1 балл -
Я надеюсь,вы не возражаете,если разбавлю вашу мужскую компанию,а то читаю столько сообщений и еще не видела ни одной женщины.Сварщиком работаю на военном судоремонтном заводе уже 21 год. Имею 6 разряд.Сразу после школы пришла на завод учеником сварщика,так здесь и работаю по сей день,как видите,немного поднялась по профессиональной лестнице.От мужчин не отстаю по профессии,поэтому еще и бригадиром выбрали,коим числюсь лет 10.Работаю на подводных лодках и военных кораблях.Работаем и в зоне,и просто на заказах,и в цехе.А специализируюсь я на аргоно-дуговой сварке, варю АМГ,нержавейку,медь,МНЖ,бронзу,латунь,титан,а также в дополнение полуавтомат. Профессия очень нравится,и,как тут многие пишут,на другую не променяла бы ни за что!1 балл
-
- Понятно... За мою трудовую деятельность мне пришлось поработать чисто газорезчиком около двух лет, из них год на ручной разделительной а остальное период на плазме "Кристалл", машина "Огонёк"-резка по копирам,газовый труборез с приводом и не помню модель-ездила машинка с горелкой по линейке прям по листу, -распускали листы на полосы.Так вот к чему я... пока работал тоже размышлял над каким-либо новаторскими изобретениями, приспособами и пришел к выводу, что всё придумано до нас, все "помощники" описаны в учебниках по газорезке и прибавить больше нечего. Разве, что кардинально изменятся конструкции горелок для разделительной резки... а так, горелки-резаки существуют чёрти с каких годов и в общем-то без каких-либо изменений. Используя направляющую в виде уголка, швеллера и тп что мы имеем?- всё равно приходится резать по ориентиру: метки, птички, полоски... а получаем неудобства такие как: недостаточный обзор места реза, плюс пламя "заворачивается" о полку швеллера и быстро перегревает резак,-получаем хлопки и обратки. "Приспособы"громоздки, в карман не положишь, усложнения конструкций в виде магнитов и т п себя не оправдают в плане оперативности.Вот такое моё мнение.1 балл
-
Всё правильно, пока прёт, так как инерцию мышления никакие тормоза резко не остановят. Расскажу о своём "злорадном" оптимизме. Рядом с моей мастерской арендовали территорию под минибетонный заводишко. Новый арендатор мне не понравился сразу, так как пришел вот с таким вопросом: "А ты дешевый токарь?" Из-за наступившего ступора внятно и членораздельно не получилось сразу отправить в долгое эротическое путешествие сего индивидума. Продолжу по-существу. Прошло пару дней и бетонщик обратился уже с работой по сварке: приварить лапы (4 шт.) силоса к анкерным пластинам. Приёмный силос для цемента устанавливался на анкерную пластину толщиной, внимание, 5 мм!!! Собственный вес силоса 9 тонн плюс цемент 50 тонн, высота конструкции около 13 м. Сказал ему об этом, на что получил ответ: "Изначально такая толщина анкерной пластины заложена проектировщиком в строительном задании". Привожу простой логический и визуальный аргумент: толщина опорного фланца опорной стойки силоса составляет 20 мм с 4 отверстиями под анкерные болты с резьбой примерно М20...М24, поэтому анкерная плита должна иметь толщину минимум от 12...16 мм. И ещё. Команду-согласие на приварку опорных фланцев с анкерными плитами дал проектировщик-изготовитель. Мой друг-компаньон подлил масло в огонь, сказав, что постоянно закачивает-выкачивает такие силосы на своей основной работе (это действительно так, работает на заводе строительных смесей) и в момент закачки силос вибрирует мама-не-горюй! Бетонщик струхнул. Пошли консультации из-за недоверия-перестраховки к нам и нашему предложенному решению с другими знающими людьми. Убедился, что ему был предложен единственно правильный вариант выхода из проблемы. И вот подошли к обсуждению цены вопроса (стыдно сказать, вся работа по сварке усилению анкерных плит, установке 16 шт. анкеров вместе с металлом обошлась ему всего лишь в 1000 грн.= 4000 руб. за полтора дня работы сварщика и подручного слесаря). На его вопрос о дороговизне пришлось банально отвечать: "Знаем как, где и хорошо делаем". Успокоился сразу. Всё я это к чему веду? Манагеров, банкиров уже полно везде, а вот высококвалифицированых кадров рабочих, слесарей, сварщиков, инженеров осталось единицы. Поэтому у меня и преавулирует "злорадный" оптимизм, что за нами будущее.1 балл
-
Бывет проблемма в петлях (навесах). раньше токаря знали сколько прослабить . если проточенно с небольшими зазорами то после проварки . нагрева металла заклинивало так что отрезать приходилось не раз .1 балл
-
@Лепило, Для начала выкинь "угольник")) Собери коробку по уровню, стрельни диагональ и как говорит Менгон-кувалдочкой.По углам и середине коробки прихвати упоры,чтоб воротинки на них раскладывать. Зазоры между воротинами и коробкой(со стороны шарниров) 0,5-1мм ежель уплотнитель не подразумевается, сверху и снизу по 10--чтоб не заклинило когда фундамент играет. После сборки косынки по внутренним углам и обваривай.Если нет возможности поднять всё целиком, то по отдельности и ка упоминалоь на зазорные подкладки и прихвати.Шарниры удобнее собирать в "уголке"--положил на дно шарнир, приложил планки, прихватил, обварил. П.С.Сумбурно, так что уточняй.1 балл
-
Путём сложнейшего инженерно-конструкторского приёма..... путём одной складной ножки, объединяем скамью и станок и экономим примерно или 3,500 или 1700 руб, ну кому как нравится. И + ~ 1м/кв место в доме

 1 балл
1 балл -
ну во первых смотря какая труба, и что есть в наличии ( электроды), если труба нормальная новая, если получится то желательно без отрыва( как положено по технологи.)Но а если трубы гнилые, то увы про книжку можно вообще забыть и вспомнить как деды учили, с отрывом. К примеру: в среду труба сотка (пар) разорвало. Труба на столько гнилая что нельзя молотком постучать от ржавчины. поскреб щеткой, кое где шилом поскреб. Взял горелку провел по ржавчины, пламя горелка помогает почистить от ржавчины, при нагревание ржавчины на трубе, она сама отлетает ( типа стреляет). Самой замены трубы , время нету, ситуация аварийная ( главное протянуть до выходных, а там заменят). после очищенного место от ржавчины, метал выглядит как фольга. Если сразу ткнуть электрод, то все сразу Ж-ОП-а, прожог обеспечен от первого касания. В таком случае я делаю так: рис 1 пламя горелки не направляю на саму трубу. Пламя смотрит параллельно трубы на припой, слегка касаясь пламени стенки трубы, при этом сама стенка трубы нагревается (краснеет). Надо внимательно смотреть на металл, не давать ему нагреться большими площадями, иначе при нагревании металл тянет (рвет) и появляются трещины. Тут надо чтоб припой прилип к металлу. На месте трещины если можно, а нужно взять побольше участок, наплавить побольше припоя. После того, я уже смело направляю на саму трубу пламя и расплавляю получше . В принципе можно на этом и остановиться, но я делаю далее рис 2 ( вдруг начальники скажут менять трубу, не на выходных, а в марте). Потом беру электрод МР-3 диам 3. и наплавляю с отрывам, при этом стараюсь еще больше захватить участок трубы, стараюсь соединить место горелки с трубой. тут надо осторожно, так как могут появиться подводные камни ( новый прожог). Трещины бывают разные, если по шву течет, то я варю с отрывом. Я думаю так, варить без отрыва, можно только на хорошем металле, с гнилой вряд ли получится, там девки по другому пляшут http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif . http://wmj-wmj.narod.ru/1/1.jpghttp://wmj-wmj.narod.ru/1/2.jpg1 балл
-
Что не надо??? Ребята, совмещаем???!!! Ещё может продолжу или к весне сделать. фотка с лестницей старая

 1 балл
1 балл -
92.58 побыстрому (срочно ) варил , внутри корпуса куча шестерен и сальники , подогрел до 150 гр. и проварил с обоих сторон попеременно . Начал из нутри чтоб если и потянуло то "внутрь" - подгонки плоскости меньше . Так и получилось - слегка внутро потянуло .
 1 балл
1 балл