Лидеры




Популярный контент
Показан контент с высокой репутацией 24.03.2026 в Сообщения
-
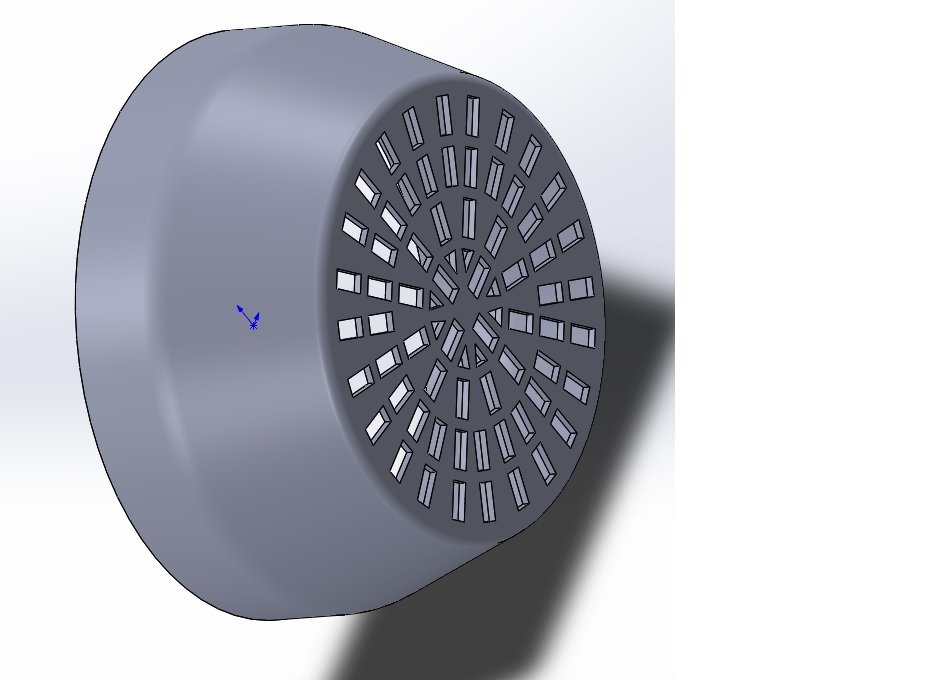
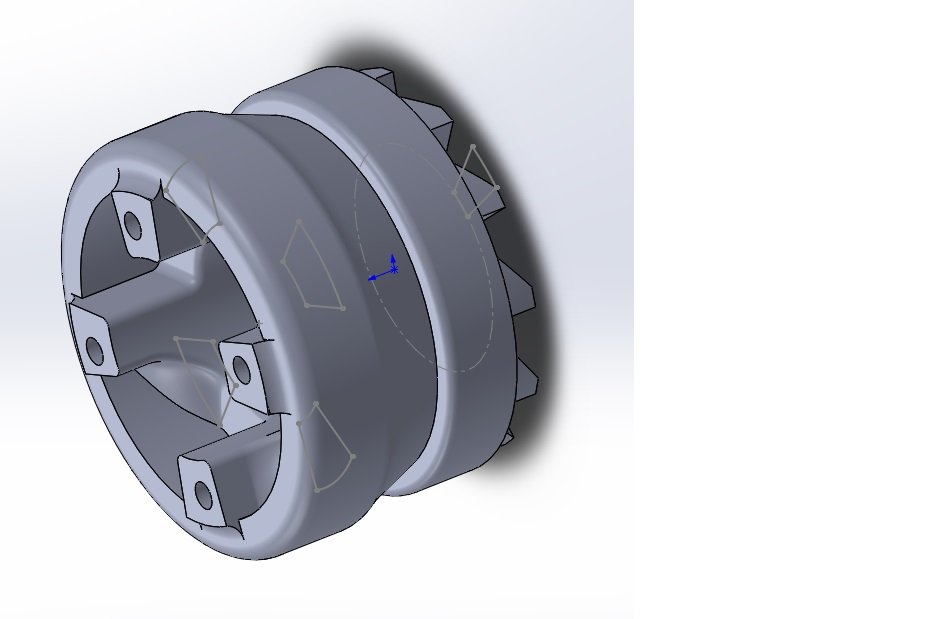
в современных реалиях, 3D принтер, сильно мне помогает. Готов ли клиент за это платить ... Но для себя много чего сделал. По работе, то же есть реализация. Пластик с дополнением карбона, очень хорош. Крышку под охлаждения двигателя в выходные напечатал для того электро мотора, что подваривал на прошлой неделе. Осталось покрасить и можно начинать собирать. После надо будет еще вентилятор спроектировать и распечатать.
 4 балла
4 балла -
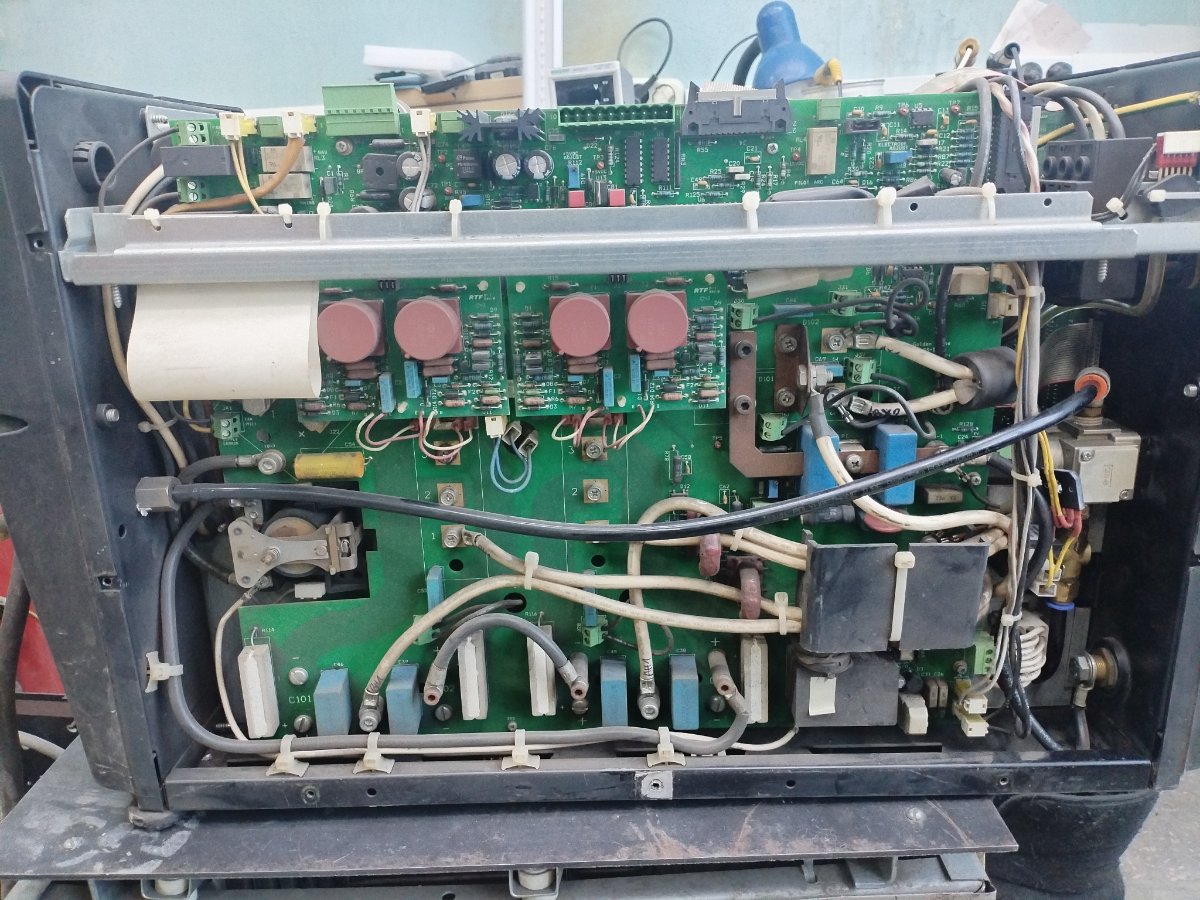
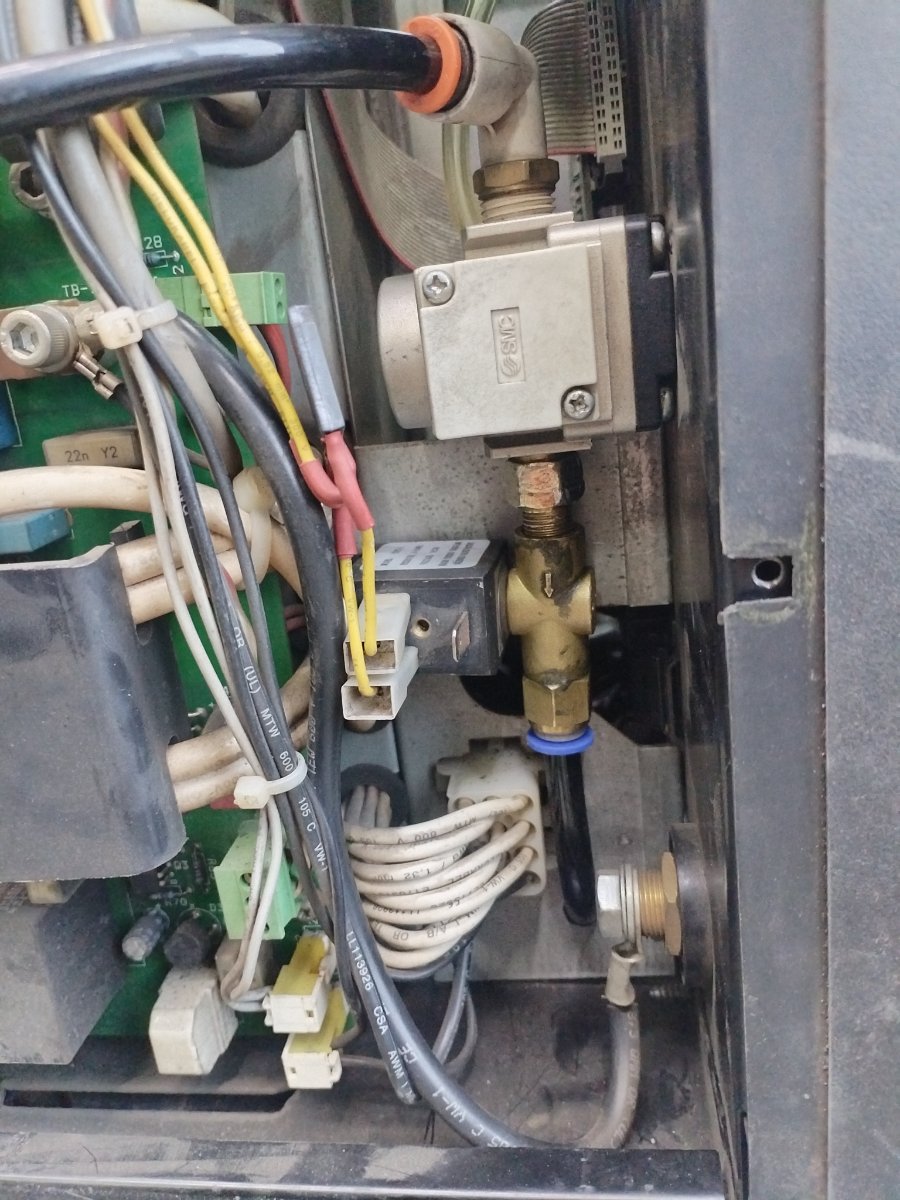
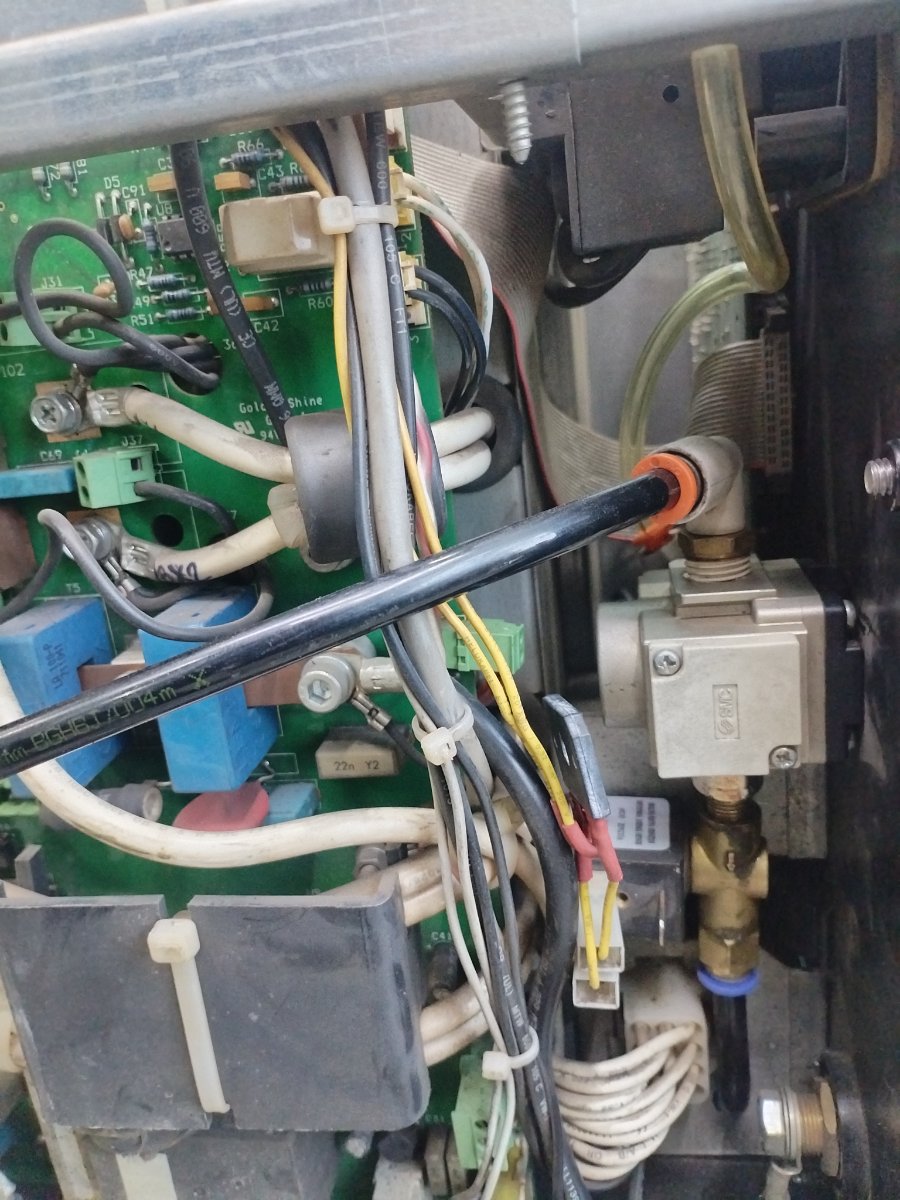
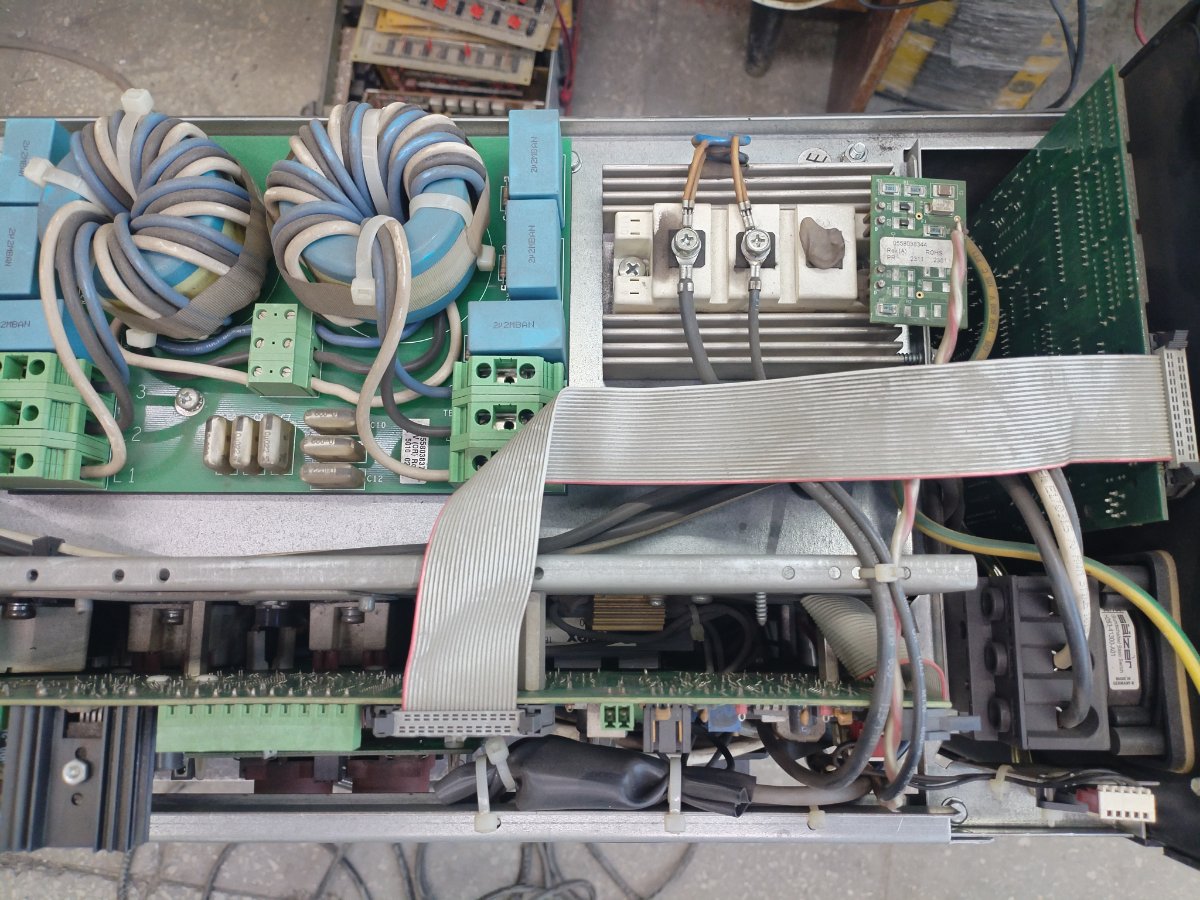
ESAB Powercut 100. Сам аппарат работает. Но вот плазмотрон уже износился, а новые дорого, долго и расходка редкая. Попросили переделать на более распространённый плазмотрон, но обязательно сделать съёмным. Сначала переделал выход и врезал адаптор, подключил его к силе и воздуху, проверил. Вроде работает, но давление хоть и выкручено в максимум, а на выходе резака получается поток воздуха на пределе срыва и ухода в ошибку. Давление большое, а потока воздуха нет. Пришлось полностью переделывать воздушный тракт и подбирать его к плазмотрону. Использовать решили Parweld XTY 125 Plasms Torch. https://parweld.com/product/xtp-105/ Эта же плазма и под маркой Гроверс идёт с таким резаком. Пару дней ушло на тест пропускной способности различных клапанов, сравнивали поток воздуха и давление. После подбирали разные переходники, быстросъёмы, трубки. Рассверливал латунные переходники для увеличения пропускной способности. Всё подобрали, собрали в целое, малость помудрили с установкой в аппарате, просверлив дополнительные отверстия. Адаптор тоже изменил, плюс пришлось увеличить для него выступ. Проход воздуха сквозь адаптор увеличил за счёт нарезки резьбы и установки быстросъёма пластикового. Ушло входное заужение канала. В итоге за неделю неспешной, но иной раз муторной, работы сделал хороший плазморез. Проверил в работе, отличный рез и охлаждение самого резака.
4 балла
-
Трубки гур низкого и высокого давления. Не надо бы к ним лезть полуавтоматом,но все равно это делают,а потом приходится городить огород.
1 балл
-
да, тенденция четко прослеживается. Ищут кто дешево, а еще лучше если бесплатно. А следующий шаг, если сам еще и платить будешь . И еще хотя получить результат, положительный.1 балл
-
Как в мультике про Карлсона, когда малышу подарили собачку, как он запричитал собааачка, собаачка. Так и я сегодня впервые - чешууйка, чешууйка, вот прям чешуйка, почти ровная, целых несколько сантиметров. Но тоже без проплавления, т.е. шов не получился. Пол дня провозился, устал, остался не доволен собой, не удовлетворения от работы. "Мыло и мочало, начинай сначала" Читал, что читал, пока толку ноль.
1 балл
-
Доделал свою забаву, понягу. Вроде неплохо получилось, удобно. Время покажет, сварка бы не развалилась.
1 балл
-
Здесь металл то сломали и вывернули адаптор! Я ж в реалии его второй раз делаю. Точнее, в этот раз переделываю и усиливаю. Я тоже люблю красиво делать, но тут шарики у подшипников ломают в этой фирме, а не то что аппарты. Это не для таких клиентов нужно делать. Нет. У нас тут вообще бизнес глохнет. Тем паче этот ещё и через вторые руки. А так да, 3-д принтер штука хорошая и удобная.1 балл
-
Можно бы было сделать и не колхозно, если бы его оставить как в оригинале, встроенным. А так для адаптера там просто места нет, вот и пришлось колхозить.1 балл
-
а какой вы хотите ответ, если читать не умеете Выше был ответ: это же опять читать видео наверное надо, как заменить тиристоры1 балл
-
@konstantinXX, Столкнулся со сваркой титана лет 15 назад.Надо было переваривать боковые и донные змеевики на ваннах. В ремонтной сварке титана проблем достаточно.Одно дело специализированное производство со всей необходимой оснасткой и пониманием процесса,а совершенно другое,когда ремонтом приходится заниматься периодически и без должной подготовки производства. Немножко теории.Титан относится к химически активным металлам,способным растворят азот,кислород,водород и углерод в с сотни и тысячи раз больше,чем сталь.Титан способен растворить в себе в 25 000 раз больше водорода,чем железо. Основной проблемой при сварке титана является защита металла от газов атмосферы.Тот же водород образует с титаном гидриды - хрупкие прослойки между зернами,которые приводят к холодным трещинам.Если сваривается жесткий контур,образованный близко лежащими швами,то трещина может появится на вторые,третьи сутки после сварки .Приходится ждать.Если трещина возникла,а разрушение происходит хрупко,то приходиться вырезать весь дефектный узел и переваривать все заново.Надо помнить,если не удается обеспечить хорошую защиту,то шов можно подваривать один раз-всего два прохода.Взаимодействия титана с газами атмосферы приводит к повышения твердости и росту зерна.Один из способов контроля качества шва- это обрабатываемость металла напильником.Если получен шов с твердость закаленной стали,как правило, он имеет цвет от желтого до серого,то может быть разрушен хрупко,как стекло-можно отбить молотком,и тем не менее таки швы могут работать,если не подвержены механическим нагрузкам.Чтобы получить качественный шов,надо хорошо обработать кромки.Травление титана происходит в смеси плавиковой и азотной кислоты.Тем,кто не сталкивался с плавиковой кислотой,то лучше с ней и не сталкиваться,да и достать ее сложно.Остается один способ-тщательная механическая зачистка.Не все титановые сплавы свариваются хорошо.ВТ1-00 будет нормально свариваться,а среднепрочные и высокопрочные намного хуже.Теперь о присадочном материале.Желательно иметь сварочную проволоку,прошедшую дегазацию,а не пользоваться "лапшой".Пробовали рубить на ножницах двухмиллиметровую пластину на узкие полосы,но сечение получается большое,а большое сечение присадки приводит к переохлаждению ванны,что ведет за собой увеличение сварочного тока,т.е. к повышенным режимам,что нежелательно для титана. Итак,для сварки титана необходима тщательная защита от газов атмосферы(поддув,накладки,шельфы),высокая чистота защитного газа и присадочного материала.Без присадки могут свариваться листы до 2 мм.Присадка подается непрерывно. На снимках - емкость,сваренная с несоблюдением элементарной технологии(варена не мною) Из оборудования было : ВД 306,РБ 302 и горелка АР -9 с лапшой )Эта емкость для хранения кислот.Сварено было несколько таких емкостей и только одна дала трещину после сварки - это гидриды.Остальные емкости целы до сих пор,хотя и сварены довольно небрежно в 1987 году).Стоит обратить внимание на углы емкостей -это самое проблемное место. Снимок шва - это работа чехов,они поставляли весь комплекс оборудования.Это так называемый классический шов...лет тридцать стоит.
1 балл