Лидеры




Популярный контент
Показан контент с высокой репутацией 16.01.2024 в Сообщения
-
ну и что вы ими собираетесь измерять? Ведь если я правильно понял, шла речь за импульсный режим сварки. Что может этот прибор по сравнению с характеристиками сварочного оборудования? Это первое. И второе, этот прибор так ... на уровне наверное стремящегося к средняку по точности измерения и правильности того, что показывает на экран. У меня есть, типа такого но для дома хватает. Если серьезно то только FLUKE. У этого бренда стоимость зашкаливает но когда сталкиваешься с проблемами, понимаешь за что уплочено. И даже FLUKE пасует перед импульсными режимами. Там осциллограф нужен и не за 10 000р. И ток замерить, что выходит с инверторного прибора в виде сварочника (да же в без импульсном режиме), то же надо знать чем. Т.к. то что замеряют эти псевдо приборы бытового назначения, иногда далеко от реальности.2 балла
-
https://www.yaplakal.com/findpost/130787620/forum2/topic2724431.html1 балл
-
https://cyberpedia.su/14xb6ee.html1 балл
-
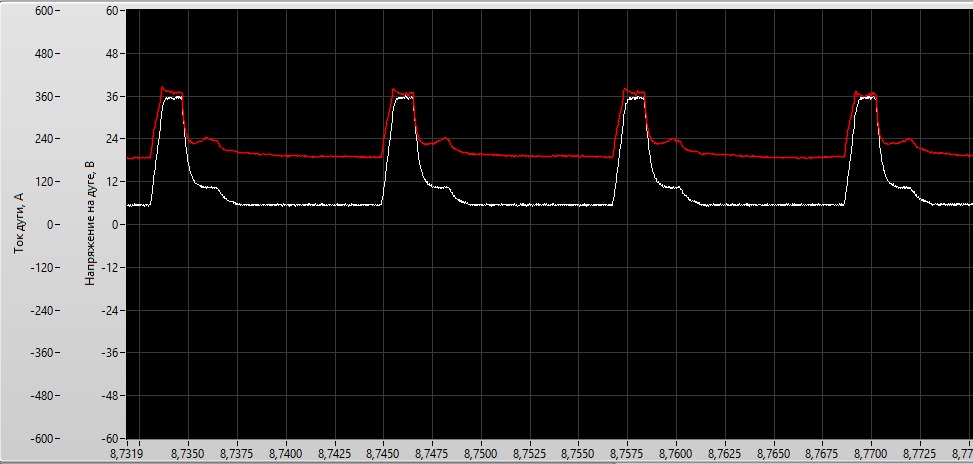
Ну смотрите на картинку, что я сверху выложил, интервал между импульсами порядка 10миллисекунд (100 импульсов в секунду). Что из себя представляет дроссель? Грубо это витой кусок проводника с сердечником или без. Длинный сварочный кабель тоже своего рода дроссель. Вот представьте для того чтобы управлять свойствами дросселя вам необходимо либо быстро двигать сердечником либо быстро менять расстояния между витками. И так 100 раз в секунду И теперь ответьте себе на вопрос управляет ли дросселем "индуктивность" в современных источниках. Если очень грубо, то да. И если вы вытащите из источника дроссель, процессы на котором были сделаны с использованием оного, многое станет работать гораздо хуже. Дроссель грубо говоря сопротивляется всяческим резким изменениям, окромя всего прочего. К примеру если ток резко растёт, с дросселем он будет не так резко расти, а если падает не так резко снижаться. Вот поэтому раньше были источники с несколькими разъёмами для байонетов. По средствам включения в разные участки дросселя получали разную скорость нарастания/спада тока, делая дугу условно мягче/жоще.1 балл
-
Мож лучше начать с основ "импульсного переноса": импульс - расплавляет достаточную по размерам каплю, плюс может повышает плотность тока до уровня струйного переноса (что уже само по себе заставляет каплю сорваться с конца проволоки из за эл. магнитных сил) пауза - во время паузы эл. магнитное поле схлопывается или сжимается и "откусывает" каплю от проволоки. Даже судя по "графикам " выше, начало пульса может быть плавным, но начало паузы всегда более резкое. Регулировка "динамики" - это корректировка к запрограммированным частоте и может еще скважности (или форме) импульса/паузы. Физический дроссель в инверторе сглаживает ВЧ пульсации самого инвертора (50кГц+/-), пульсацией сварочного тока занимается уже программа, хоть параметр и называется "индуктивность", но регулирует форму импульсов при КЗ не дроссель, а программа.1 балл
-
Плавно меняются параметры индуктивности дросселя? Там чего электромотор на сердечнике установлен? Вот вам картинка пульса. Где и как дроссель меняет форму пульсации? Вах чего? Дуги или источника? Статическая или динамическая? Если добавить подачу проволоки, то сопротивление уменьшится, что с напряжением произойдет? А если добавить напряжение при сохранении текущей подачи, что опять с сопротивлением станет? И как при этом изменится ток?
 1 балл
1 балл -
Приветствую. Скоро мне должны запилить один функционал для возможности портирования всех наработок для трехмодульной машины в двухмодульную. Если после тестов всё будет ОК, то соответственно все процессы от трехмодульной, ну по крайней мере большая часть, будет и на двух-модульной. Правда есть нюанс с максимальным током КЗ. В трех-модульной машине это 600а, в двух - 525/470. В углекислотных процессах могут появиться проблемы, а могут и нет.1 балл
-
В случае рута сброс тока после завершения этапа КЗ в почти в 10 раз медленнее чем в случае колда (примерно от 500 до 900а/мс к 5000-9000а/мс). В колд - процессах перемычка рвется после сброса тока до минимума, а в руте на этапе сброса. Многие колд-режимы это просто переименованные руты, но это совершенно разные технологии сварки, требующие разной элементной базы.1 балл
-
Как только так сразу. Для их полноценной реализации мне нужен некий функционал. Поэтому как только его завезут так сразу и начну, если не буду занят чем-нибудь другим. По поводу созданных процессов, обновления и критики, да продукция Evospark'a. По поводу создания процессов, ежели кто захочет что спросить я смогу помочь в некоторых нюансах. А так же возможно буду иногда выкладывать некие видеоматериалы переноса электродного материала в зависимости от процесса. В планах, например, визуализировать рут и колд. И возможно дать понять что перенос правильного рута не повторить КЗ, тут больше про скорость и тепловложение. А колд не заменить рутом.1 балл
-
ну да, у нас же всегда так, сначала делаешь, а потом уже смотришь, как это делать правильно И как она в работе, я имею в виду САИПА-135? Пришлось услышать много нехорошего про Ресанта САИПА 165, Жалобы на: механизм подачи и подкатушечник ненадежные, требуют доработки.рукав на горелку очень короткий (вероятно, связано с малой мощностью механизма подачи).процесс сварки нестабильный, проблемы с плавной подачей проволоки.P.S. Думаю, что САИПА -135 и САИПА-165 это по сути одно и то же.1 балл