Лидеры




Популярный контент
Показан контент с высокой репутацией 04.09.2023 в Сообщения
-
И еще раз про токоподводящие наконечники, вернее про главный параметр-размер центрального канала-при помощи чудного наборчика калибров проверили ряд наконечников М6 и М8 Е-Cu/E-CuCrZr,ДУКМ из магазина– что оказалось: 1.На ОСТ 23-4.47-72 почти все! производители ( а были разные, из Китая и России) давно и прочно забили с прибором.Лепят что хотят,исходя из собственных представлений.Ближе всех к данным ОСТа подошёл один из китайских производителей, не добрав 0,01мм до номинала.Это верно в данном случае для наконечника Е-Сu 1,6мм 2.Один из российских производителей уверял, что делает по ОСТу, однако не добрал 0,05мм до номинала для проволоки 1,2мм. 3.Реальный размер канала наконечника для "алюминиевой" проволоки 1,2мм составил 1,61мм–тут без коммментариев,так как никакой нормативки действующей в свободном доступе обнаружить не удалось.В общем –приняли к сведению–и Бог с ним.Работает и ладно. 4.Работоспособны все экземпляры, однако при сварке на форсированных режимах( или при очень долгой работе на низких и средних) лучшие результаты по ресурсу( времени наработки на отказ/количеству наплавленного металла) показывают экземпляры, чьи размеры внутреннего канала соответствуют или близки к легендарному ОСТу, что бы мне не говорили "знатоки" на выставках. P.S. Для проволоки 1,2мм диаметр канала должен быть в пределах 1,4-1,46 мм.Для проволоки 1,6мм–1,8-1,86мм согласно ОСТ. Также после тотальных замеров всего ассортимента шоу-рума точным попаданием в номинал отметились наконечники для проволоки 1,4мм от TWG–должно было быть 1,6мм-1,66.Замер показал 1,60 ровно.
 2 балла
2 балла -
Тут речь не идёт за конкретную величину. Вообще, трюк с банками можно крутить в широчайшем диапазоне режимов-так -то здесь будет более адекватна величина тепловложения и линейная скорость сварки, о коей многие и не знают... У меня разброс был от 10А в линейном АС на 50 Гц до 170+ в пике импульса на треугольнике при 300Гц...но это ни о чём не говорит, там еще дохрена чего учесть надо... и я много о чём умолчал..2 балла
-
А никто не хочет из тех, кому скидывали эти материалы перекинуть их в свободный доступ? На форуме есть раздел "библиотека"1 балл
-
Вы бы лучше фото выложили этого узла.1 балл
-
Надо учитывать теплопроводность и скрытую теплоту плавления алюминия. Повышенные токовые режимы приведут к локальному перегреву металла в начале сварки. Так же без предварительного подогрева увеличивается риск возникновения трещин в околошовной зоне.Предварительный подогрев нужен,особенно при сварке AlSi9Cu3(Fe)- это поддоны, блоки и т.д.1 балл
-
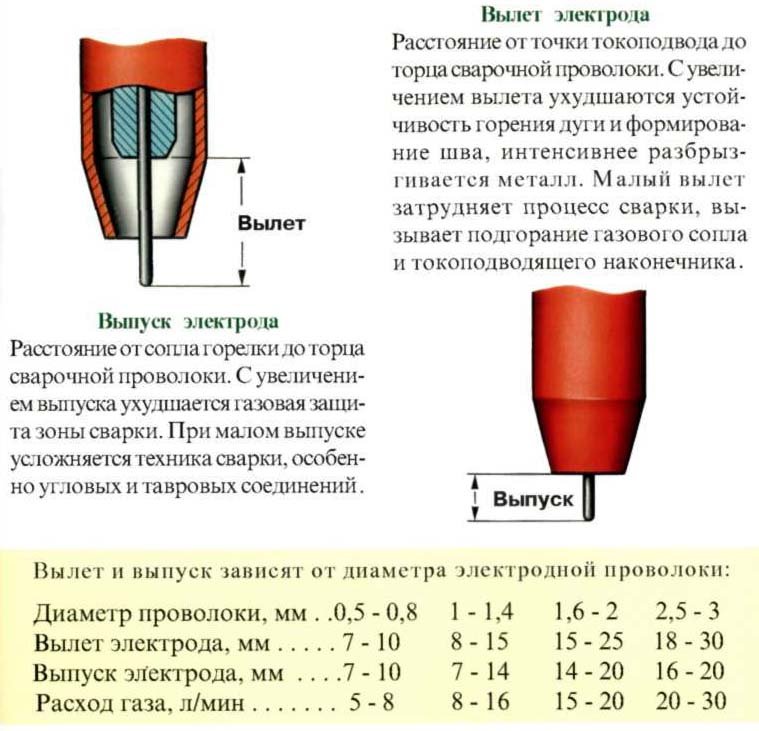
Внесу некоторые пояснения и поправлюсь в терминах-как видно из картинки-выпуск-это часть вылета, поэтому правильно будет говорить о заглублении ТПН относительно среза сопла-то есть для проволоки 0,8мм заглубление будет 0 мм, то есть вровень с соплом. А у товарища было 5мм, что негативно сказывалось на стабильности процесса. Понятно, что это не аксиома, но работает в подавляющем количестве случаев. Верно для сплошной проволоки. На само-и газозащитной проволоке параметры будут другие в некоторых случаях.
1 балл