Лидеры




Популярный контент
Показан контент с высокой репутацией 04.04.2015 в Сообщения
-
Алмaзное сверло6 баллов
-
как то выкладывал фото своей машины с багажником ,вот сегодня реально ощутил его прелесть,2 камазовских баллона сверху и 2 внутри,не прелесть ли,напарник сегодня варил листы к воротам беглым 10 через 100,не признаёт он хамелеон хоть ты тресни ну не нравится он ему ,между делом заварили продольную тягу от нивы 5 дверки....называется покалымить решили...на работе хоть не появляйся....
 6 баллов
6 баллов -
Подборка. Ищут не женатых аргонщиков. http://f5.s.qip.ru/IA4wMz8N.png http://f6.s.qip.ru/IA4wMz8M.png http://f6.s.qip.ru/IA4wMz8Q.png http://f6.s.qip.ru/IA4wMz8P.png http://f6.s.qip.ru/IA4wMz8O.png6 баллов
-
http://www.youtube.com/watch?v=MJiHwA8PhVI http://s57.radikal.ru/i155/1504/86/30bb89e0c7dd.jpg http://s020.radikal.ru/i702/1504/2b/6353d72f1d07.jpg6 баллов
-
@bader, http://cs621130.vk.me/v621130401/1af49/nnb2OolRqzI.jpg6 баллов
-
актуально.мои будни(я-типО с книгой)
5 баллов
-
Позвонили с СТО.-Надо трубу обварить,мы собрали на прихватки.-Привозите.То,что после просмотра изделия меня порывало на 99% использовать лексические обороты,промолчу.Прихватки П/а.,зазоры до 6мм. при S-1.25мм.Вставка сегментов,запиловка прихваток,результат.
5 баллов
-
Ну её хорошо использовать для съёмок в сварочном шоу. Хотя я бы тоже хотел бы иметь такую, только с более широким соплом и линзой. Всё таки я падок на такие штучки, как индеец на бусы.4 балла
-
Ну бывают же денежные клиенты Сначала-привариваю бачок, а к нему-все причандалы потом, оставляю один торец бачка не приваренным, чтобы после вырезки отверстий под патрубки, или втулки высыпать стружку изнутри, которая туда попадает и завариваю в последнюю очередь. Да и так легче попадать все эти крепления, приложил старый бачок, отметил - приварил, приложил вентиляторы, по месту крепления отметил - приварил, на легковой бачок 3-4 часа всего уходит. С грузовыми геморрой со стойками получается, её нужно на нужном расстоянии крепить и прикладываешь вымеряешь, возни много.4 балла
-
Хмм..
4 балла
-
Всем привет! Наконец то решил представиться. Зовут Влад, 25 лет. Высшее образование по специальности инженер-педагог (машиностроение). С техникой связался в 14 лет - на свой день рождения и по сегодняшний день бок о бок. Все начиналось с мотоциклов, затем пошло в дело все что имеет двигатель внутреннего сгорания или приводится в движение механически. После универа отправили на отработку (у нас в Беларуссии такое еще есть). Потом армейка в рембате. После армейки решил поездить на заработки в Москву. Около года работал на стройке. Затем решил конкретно уплетать корни в родном городе. Купил грузопасажирский бус, полуавтомат. На днях приобрел аргон. Варить начал только с покупкой п/а (около года назад). Теперь вот решил более конкретно сделать упор на сварку. Ну вроде и всё!3 балла
-
https://youtu.be/Hl7RL_4QEA0 маленько по колхозил3 балла
-
Замена пластиковых бачков, мицубиси и реношка грузовая.
3 балла
-
http://www.i-mash.ru/uploads/posts/2015-04/1427977061_atomnojj-podvodnojj-lodki-k-222-zolotaja-rybka.jpg Центр судоремонта «Звездочка» в Северодвинске провел утилизацию самой высокоскоростной в истории подводного флота атомной подводной лодки К-222, известную также как «Золотая рыбка», сообщила пресс-служба предприятия. «В последних числах марта наши специалисты завершили уникальную операцию по выгрузке отработавшего ядерного топлива (ОЯТ) и герметизацию реакторов АПЛ», - цитирует сообщение пресс-служба ТАСС. «В предстоящую навигацию оставшийся от разделки атомохода трехотсечный блок (из реакторного отсека и двух смежных с ним - прим.) будет отбуксирован в Сайда-губу на Кольском полуострове, где реакторный отсек поднимут на берег и переведут в пункт долговременного хранения», - говорится в сообщении. Ранее «Звездочка» выиграла тендер и заключила контракт с Росатомом на утилизацию К-222 - первой отечественной субмарины с корпусом, изготовленным из титановых сплавов. Работы по ее утилизации начались в 2010 году. Как пояснили на «Звездочке», наиболее сложной частью проекта стала выгрузка ОЯТ. «Конструктивные особенности реакторов К-222 не позволяли использовать для извлечения топливных сборок оборудование, применявшееся на АПЛ других проектов, пришлось, по сути, конструировать и делать новое», - отметили на верфи. В мае 2013 года «Звездочка» приступила к выгрузке ОЯТ из реакторов субмарины. «Свыше 700 радиоактивных стержней требовалось переместить из реакторов субмарины в специальные транспортные контейнеры, - уточнили на судоверфи. - В декабре прошлого года «Звездочку» покинул первый спецэшелон, увозящий отработавшее ядерное топливо на уральский комбинат «Маяк» для хранения и переработки». К-222 (до 1978 года - К-162) была заложена на судоверфи «Севмаш» в декабре 1963 года, в 1970 году включена в состав Северного флота. Из-за длительного и дорогостоящего строительства, уникальных характеристик получила прозвище «Золотая рыбка». В 1989 году АПЛ исключена из состава ВМФ. Установленные подлодкой в 1970 году рекорды скорости под водой - 44,7 узла (около 83 км/час) - до сих пор не побиты.и-Маш. Ресурс Машиностроения.2 балла
-
@temu4en,Ну на производстве такими (стеклами) не пользуются. А если (макнуть) при сварке алюминия, потом оттирать. Для эксперимента если, когда делать нефига.2 балла
-
Ничего не будет. можете шланг с кислородом в ведро масла или бензина опустить и бурбулировать до посинения. Многие системы плазменной резки расчитанны на смену газа, режут либо воздухом либо килородом или азотом в зависимости от материала. Кислород естественно для железа применяется, значительно ускоряет и улучшает процесс резки.2 балла
-
Ура! Ура! Ура! Приобрел сегодня установку порошкового напыления. И 300кг разных красок диких цветов. Ну и пару пистолей "лидер" для подкраски Теперь осталось дождаться пока придет. https://youtu.be/3WDUKw0LBwA
2 балла
-
Спустя три месяца смонтировал лестницу
2 балла
-
представляю вашему вниманию новый вид вирт искусства- реалтиватор нынче реальные убеждения горазду круче выдуманной подписи http://s019.radikal.ru/i609/1504/3e/d6ff1daa1a4d.jpg2 балла
-
Здравствуйте, Вам письмо из Челябинска http://s00.yaplakal.com/pics/pics_original/7/5/6/5164657.jpg2 балла
-
Сезон начинается дачники атакуют !!!!
1 балл
-
Этот вопрос, с некоторой периодичностью, задают на нашем и не только форумах, а потому, чтобы не плодить однотипные ответы, я решился на создание этой, основанной на собственном скромном опыте и навыках, темы. В данном случае мы рассмотрим ручную дуговую сварку допускных катушек ручной дуговой сваркой электродами с основным покрытием. Не нужно бояться пробовать. Под просвет трубы варят не боги и не маги, а такие же смертные, как и мы с вами. Мандраж, который часто сопутствует сдаче допускных стыков не только наносит удар здоровью и душевному равновесию, но часто является основной причиной некрасивых результатов. Понятно, что это важно, это ваша репутация и хлеб, но всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо. Сейчас, как и во множестве других решающих моментов, нам нужна светлая голова и твёрдые руки. Катушки чистим от ржавчины, масла, задиров, заусенцев. Выводим притупление 1,5-2,5 мм (на толщине стенки 3 мм и меньше фаску не делаем). Выставляем зазор 2-3 мм (больше толщина стенки -- шире зазор), обычно берётся толщина металлического стержня электрода, оббитый электрод зачастую и выступает в качестве зазорника. Выставляем ток 50-60 А (на выносном пульте инвертора Кемппи это троечка) и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем варить. Прихватываем катушки между собой с соблюдением технологических требований. Закрепляем заготовку в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки. Проверьте, что кабель ни за что не цепляется, что вы на него не наступили, что маска надёжно сидит на голове, опустите и подымите её (маску, а не голову) что светофильтр как раз напротив ваших глаз и обеспечивает хороший обзор. Военная хитрость. Если над душой не стоит проверяющий, разверните катушку вниз самой длинной прихваткой, на ней вы разожжёте дугу и с неё же поведёте корень. В ином случае не мудрите. Корень. Определяем самую нижнюю точку трубы, запоминаем по какой-нибудь рядом прилипшей козявке или пятнышку и зажигаем дугу чуть дальше от этого места (10-30 мм). Господа сантехники! Не нужно зажигать и гасить электрод с тела трубы! Исключительно и обязательно с поверхности фаски , либо её внешнего края! На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода добиваемся горения дуги внутри трубы с формированием обратного валика, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козырятся”, в этом случае останавливаемся и делаем “заход”. Если дуга горит исключительно наружу (это вы тоже заметите), значит у вас стянуло кромки (на жаргоне "слепой стык". Зачастую его можно проплавить на бо́льшем токе, но лучше прорежьте. Косячный электрод откладываем и берём другой. Не нужно их экономить, если образец не пройдёт контроль, вы будете готовы отдать не одну пачку за пересдачу, но будет поздно. Горячий корень шва не должен провисать соплёй; если это происходит, то либо ток чрезмерно большой, либо вы излишне медлительны. Выводя на положение приблизительно 40 минут (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование держака чтобы на максимально низком токе обеспечить горение дуги, “шустрите”. Выводя на 50 минут желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны. Прихватки по мере продвижения дуги лучше полностью срезать (с требуемой развальцовкой кромок). В этом случае вы получите максимально ровный обратный валик. Выходя с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод. Заполнение. Заполнение, это просто. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться болгаркой с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное, не переоценить свои возможности. Да, LB позволяет набрать “жирную” ванну, но, при перегреве металла(который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, (“сыр”) которые в худшем случае останутся незамеченными, а значит, неисправленными. Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их болгаркой до полной вышлифовки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал. Облицовка. Облицовка всегда на виду, зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно выдержать ровный, максимально гладкий шов (как яичко, говорят деды), некоторым образом это ваше лицо. Опять же, принимаем максимально удобное положение (катушку сложнее варить ещё и тем, что её не очень то удобно обнять, как обычную трубу небольшого диаметра, надёжно зафиксировав самого себя относительно стыка) максимально группируемся, используя доступную точку опоры, нас не должно болтать и потряхивать в мышечном напряжении. И забываем про весь окружающий мир, с этого момента ты робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и подрачивания, выписывания замысловатых фигулин и вывода дуги вверх по кромкам. Варите как автомат, как запрограммированный механизм, придерживая на кромках на небольшое мгновение, достаточное для оплавки и недопущения подреза, не забывайте что середина шва не должна проваливаться, обеспечивая равномерное усиление валика по всей длине; при должном заполнении, оно само получается как надо. Не уводите чересчур электрод от ванны, но и не царапайте её обмазкой (в этом случае остаются непривлекательные, похожие на дефекты следы). В отличии от корня, где мы выводим кончик электрода самую малость выше наплавки, здесь мы непосредственно держим дугу в сварочной ванне. Если появляется излишняя чешуйчатость, попробуйте прибавить ток. Понемногу, без фанатизма, не допускайте наплывов. Выводим на нижнее положение (верхняя точка) и, на завершении секунду-две держим горящий электрод в одной точке и гасим дугу выводя её чуть вперёд (не на тело трубы). У нас должна образоваться ровненькая неприметная блямбочка без кратера. Обив шлак снимаем зачистным кругом "замки" (как правило, в месте зажигания электрода получаются небольшие утолщения), аккуратно их закругляя, и сбиваем брызги. Чистить околошовную зону допустимо только металлической щёткой. Также смотрим образовавшийся обратный валик. Радуемся полученному результату или делаем выводы. Очень рад буду, если уважаемые коллеги сварщики дополнят или поправят меня в комментариях. И напоследок, немаловажный совет новичкам. Без практики ничего не выйдет. Тренируйтесь. Варите катушки снова и снова. Научитесь чувствовать металл, его поведение при сварке, предугадывать все возможные нюансы. «Не получается только у тех, кто ничего не делает». Успеха!1 балл
-
Попробовал работать этим девайсом! Мнение двоякое. Что сразу не понравилось, болтается сопло. Но через секунду поймал себя на том что смотрю через сопло (трудное место) стояла б керамика то место сварки было б не видно.! Поработал не много но начальные выводы таковы. 1Посадку сопла надо доработать. 2 диаметры сопла... Надо хотябы #5#6. Кто работал такой линзой, отпишитесь. Интересно ж знать чем наша братва дышит?!
1 балл
-
@blazen79,После трёх пол-литров пива "Охота" красное, становишься более снисходительным. Быть может в качестве рабыни Изауры в мастерскую?...На гаражах народ пугать. -------------------------- http://f5.s.qip.ru/IA4wMzaL.png http://www.smailikai.com/smailai/26/smailikai_com_01(188).gif1 балл
-
Чуть позже(интернет интересная штука) https://www.youtube.com/watch?v=-g_3hUM4EW81 балл
-
Так точно. Нет никакого байпаса. В бачек не сливает бачек работает как расширитель, с него один шланг на верхний патрубок радиатора через тройник и далеена горелку. Обратка идет горелка- насос- нижний патрубок радиатора. Вся система объёмом 2,5 литра водки. Беру 5 литров за 500 рублей казахстанская сам не пью но пахнет спиртягой конкретно и не замерзает и даже горит. Покупал местную башкирскую через 4 дня почернела видно шланги стала разьедать и водкой не пахнет брал в магазе башспирт за 225 рублей 0,5 литра. Если варить диски и бошки то нагревается гдето до 40-50 градусов. Этот радиатор а горелка фоксвелд 18 чуть теплая . Если че не понятно спрашивай отвечу но не быстро работы много.1 балл
-
За Selco уже пять голосов и вашего нет, может не тот рейтинг смотрите?1 балл
-
Наверняка уже было, но уж очень актуально и злободневно... Первоисточник: http://www.youtube.com/watch?v=RRObLasE-Uw
1 балл
-
Советская реклама
1 балл
-
То ли "будни", то ли "с работы"... халтурка в общем. Звонит заказчик, кому козырьки и длинные навесы над крыльцом делал, - нужно приварить кованые завитушки по месту. Всё там есть, из своего взял пяток ОК46 да одежду рабочую, да струбцинку. Приехали, примеряли, так и вари -говорит. Листики отдельные, сам на свой вкус расположи. Переноска:http://f6.s.qip.ru/L8wqLlgX.jpg - хотел распутать.. пять минут покрутил,- плюнул, вытянул из пучка четыре метра на улицу. http://f5.s.qip.ru/L8wqLlgV.jpg окончательный вид: http://f5.s.qip.ru/L8wqLlgW.jpg управился за два часа, продрог правда на стремянке, сегодня -2 и ветер порывистый. Взял обычную маску и пожалел, "кивать" на стремянке и попадать аккуратно, точечно было дюже неудобно. Это заказчик и смежники глобалят,http://f6.s.qip.ru/L8wqLlgY.jpg - им ещё крыльцо с пандусом плиткой покрывать. А меня ждёт эксклюзив - перила нерж. после как закончат с плиткой. ------ п.с. На Гуглкартах старый вид крыльца нашёл:1 балл
-
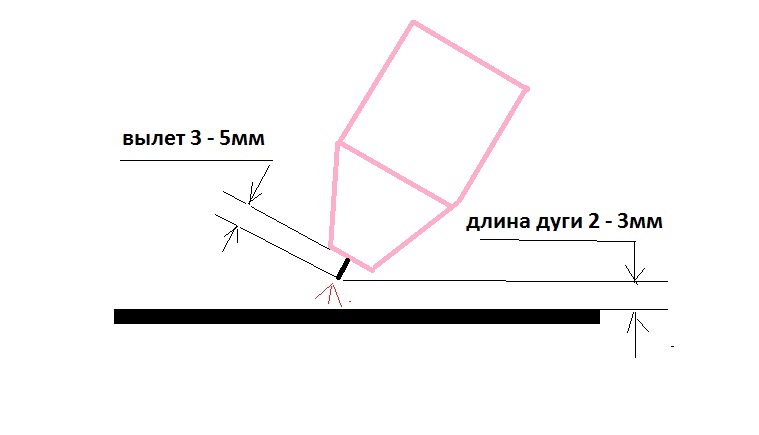
@K_SANEK_26, Добавлю собранно на прихватки и такое тонкое без зазоров. Аппарат настройте на прихватки, как настроить найдете здесь и чуть выше почитайте. Прихватки будете делать, поджимайте листы к друг другу отверткой или еще чем подходящим и убирайте зазоры можно с помощником http://websvarka.ru/talk/topic/432-svarka-video/?p=138241 Во время сварки горелку везти без рывков плавно и соблюдая длину дуги примерно как на рисунке 2 - 3мм, больше будет, будут прожоги, меньше держать сможете , это приветствуется и прожогов не будет и шов не широкий и аккуратный будет. На вашем первым фото вижу что нерж лежит вроде как на куске ламината (или ошибаюсь) . Вы что на этом ламинате свариваете? Подложите под нерж. кусок алюминия на крайний случай , он будет часть тепла забирать и вам в помощь.
1 балл
-
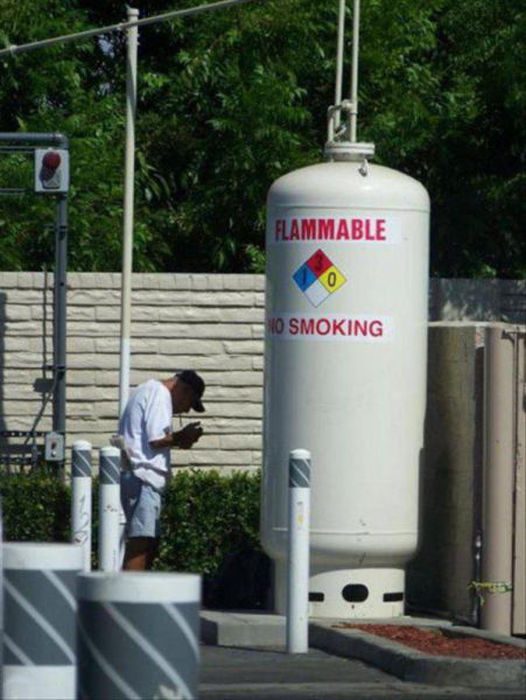
Горючие газы перевозятся на специально оборудованных транспортных средствах,квалифицированным персоналом.Не допускать к проведению работ персонал,не знающий ТБ.Воспрещается находится возле ёмкостей с горючими газами с открытым огнём
1 балл
-
На подводных лодках имеется система ЛОХ Вполне возможно этот баллон из какой-нибудь систмы ХАС. Что у нас по оборонке в Омске?1 балл
-
скукота на работе выездов нет... напарник от безделия телек гоняет= вместо антены оцинковку полимером дунутую приладил.....я от скуки доделал мойку ну машину помыл ....пескоструй что ли завтра придумать....
1 балл
-
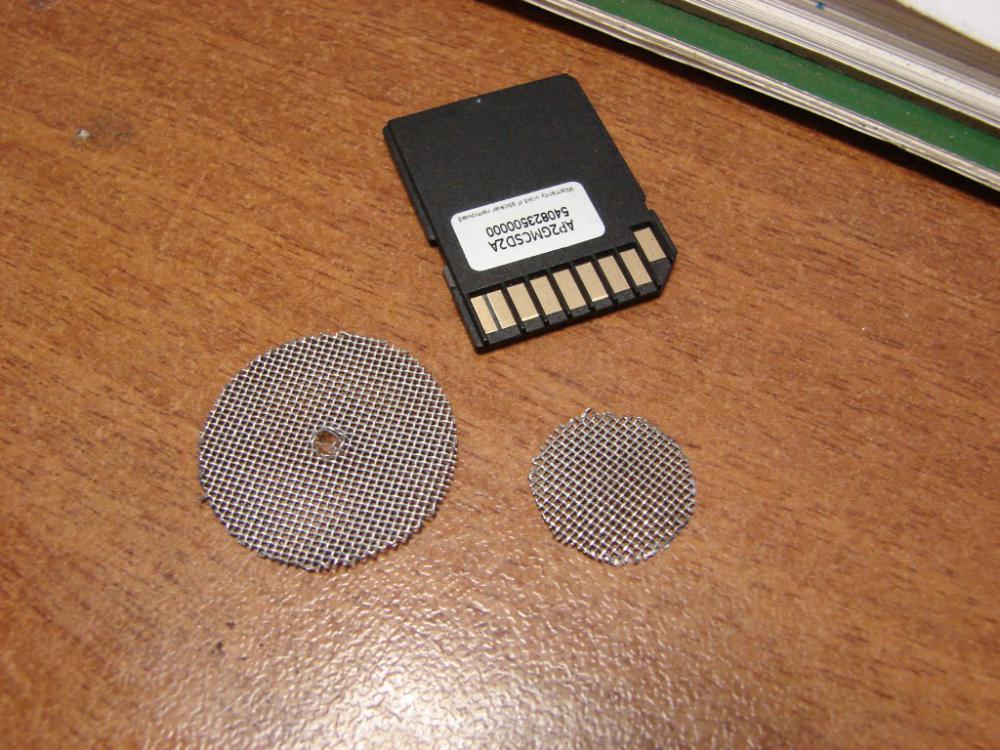
@IceBear,результат будет не совсем предсказуемый. Я немного экспериментировал с широкими соплами и пришел к "хвосту" для нержавейки. Надо очень постараться с широким соплом пустить газ так, что бы поток был равномерным вдоль стенок сопла. Малый расход не достаточен а большой все же создает турбулентность. Я с большой линзы скинул сопло вообще и результат оказался лучше чем с соплом. Большая линза А это маленькая самодельная и в ходе экспериментов наблюдаю что заводская (китайская) линза может создавать турбулентность и ощутимую даже на АЛ не говоря про нержавейку. Кварцевая трубка себя показала лучше с такой сеткой чем с линзой (может у меня так получилось) в соседней ветке по продаже этих стекляшек как бы все ОК.
1 балл
-
А мы вчера наконец-то закончили маршевый двигатель. Правда пришлось модернизировать головную часть космического челнока, так как ионные двигатели пространственного положения были не расчитаны на увеличение тяги основной силовой установки. И наконец то заработала гравитационная установка. Теперь мы спокойно можем менять ускорение от ноля до 40км\сек практически мгновенно, что позволяет нам совершать маршрут замля - луна 2 раза в сутки вместо одного раза как было до этого. Так-же пришлось прикрутить лазерный маячок, так как прикрученный ранее автомобильный клаксон было не слышно в безвоздушном пространстве, а без него пилот не замечал, что параметры двигателя выходят за запрограммированные пределы. В общем эксплуатируем с вчерашнего дня челнок полным ходом вместе со спонсором. Фотографий к сожалению предоставить не могу, надеюсь вы понимаете, что этот проект является коммерческой и военной тайной. Но могу рассказать какого обьема мы установим топливные баки при следующей модернизации. Ну и понаставил вам марсианских плюсиков, так как полностью солидарен с вашими действиями. Правда у нас уроженцев красной планеты - "марсианский плюс" это ваш Земной минус. Но думаю, что это не страшно и отражает адекватную оценку тем фотографиям которые вы нам показали.1 балл
-
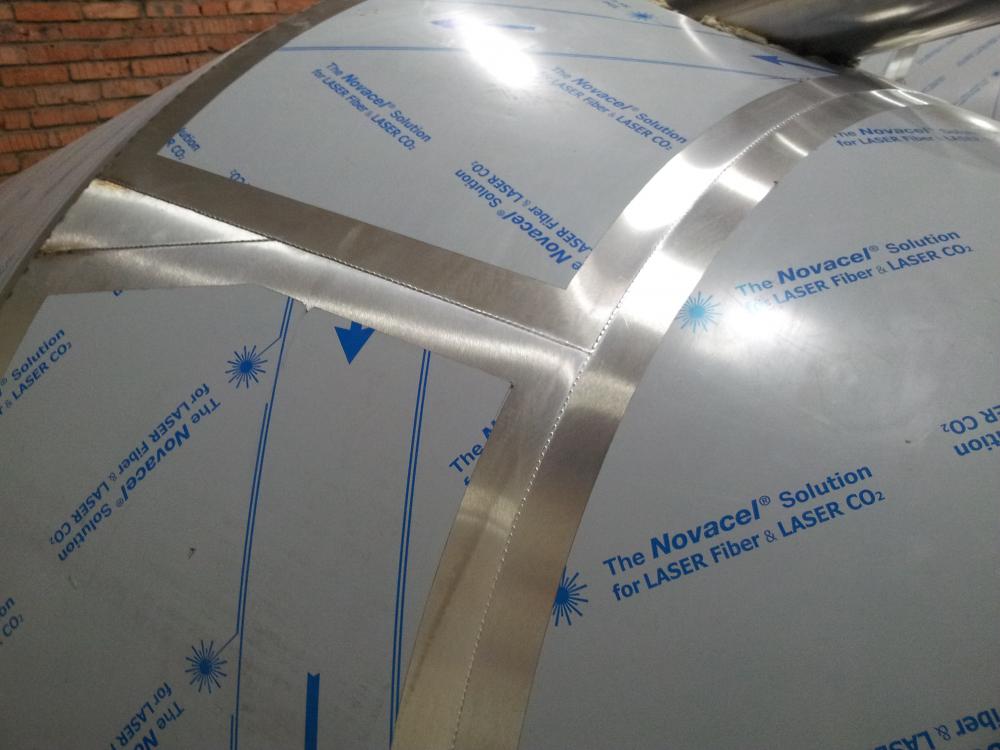
Всем привет. Давненько меня не было .Давненько трубки не варил и вот дорвался, последние работы и домой на пару недель-отдых. Все лучше и лучше наши емкости, все больше желающих их приобрести. Все же качество дает о себе знать. Да и кто из нас в магазине выберет худшее из товаров?! Впервые в жизни от души работал ориентировочно на заказчика, все хотелось привлечь его своей чешуей, верной и точной стыковкой с прихватками с результатом качественных красивых и прямолинейных швов и результат не заставил себя ждать. Приятно когда выбирают твою продукцию, когда она нравиться людям. В течении года при нормальном командире и финансировании можно поднять любой подобный завод.
1 балл
-
https://youtu.be/LrtDcG-kkVg1 балл
-
несколько фоток. Диски после дробеструйки. Стальная дробь 0,5-0,7
1 балл
-
1 балл
-
Не могу не написать слов признательности всем тем, кто поддержал меня. Извините, что немного сумбурно, потому что для меня это полная неожиданность. И тем ценнее для меня ваше внимание. Как-то не задалось у меня в последнее время, но я обещаю, что скоро всё будет хорошо! К сожалению, не имею возможности поблагодарить всех вас лично, но я благодарна каждому из вас, кто уделил время и потратил частичку своей души. Так много на нашем форуме неравнодушных людей, и это здорово. Спасибо! Пусть все ваши близкие будут с вами, живые, здоровые и счастливые.1 балл
-
1 балл
-
Это сам аппарат отрыжка китайского говнопрома. Толку от него не будет. Были подобный 2шт подряд, на глушителя ради эксперимента покупались. Варить им можно, но фиговенько и только тонкий металл. Надо поставить напругу на максимум, а подачу на минимум и потихоньку поднимать подачу до получения оптимального эффекта. Сеть должна быть минимум 220В не ниже. Если так-же гадит и на минимуме, то дохлые диоды в аппарате. А вообще, отнесите его на помойку и купите нормального боевого китайца или Россиянина. В теме "выбор оборудования" можно подобрать нормальный аппарат за вменяемые деньги. Или на авито поройтесь. Проверьте полярность, она там болтиками переворачивается.1 балл
-
И вовсе никуда не пропал. Два дня с местным электронщиком "колдовали" над плазмой. Суть поломки была в следующем - был обрыв трансформатора, что стоит на кнопку включения плазмотрона. На фото его не видно, но приблизительно указал. Дальше - перемотали трансформатор(одну из его катушек), ставим на место - при включении вводного автомата сразу срабатывает воздушный клапан и осциллятор выдает пучок искр, причем происходит это 3 раза миллисекундными перерывами. В чём дело, спрашиваем мы себя? Кол-во витков считали, диаметр проволоки отличается от исходного на 2 сотки(списали на толщину лака). Я с электроникой на ты, поэтому некоторые термины цитирую со слов местного мастера. Решаем(точнее решает мастер), что намотали всё таки не так как надо было, не хватает индуктивности, подсоединяем к перемотанному трансу ещё одну катушку, тестируем - та же история, ещё одну катушку - клапан молчит и осциллятор тоже, нажимаю на кнопку плазмотрона, но и он молчит!? Что же делать, всё на плате(верхней) проверено и исправно. Мастер предлагает исключить из схемы злополучный трансформатор(вернее одну из его катушек, т.е. оставить только ту, на которую заведена кнопка плазмотрона), но предупреждает, что это ремонт "по колхозному". Мы посоветовались и он решил. Результат - плазма работает. Попробую показать на фото, что куда и откуда. P.S. "Послевкусие" от слов мастера, о том, что это ремонт "по колхозному" не оставляет меня в покое. Сегодня плазма отработала около двух часов, разницы в работе я не почувствовал, тестировал на максимальном режиме, пока всё норм. Мастер пояснил, что эта китайская плазма сделана по "старокитайски" или даже на советский манер, типа так уже не делают, этот транс как дополнительная защита, правда не понятно от чего и для чего. Понимаю, что пояснил не совсем информативно - ну простите за скудоумие в данной области.
1 балл
-
Немного фотографий с работы
1 балл
-
Это чудо колесит по дорогам РФ, на основании физических законов нашей вселенной, причем гравитация, ускорение и время играют в этом процессе немаловажную роль и позволяют ему делать это с легкостью и своеобразным изяществом. Хозяин заказавший этот пепелац им доволен и периодически благодарит нас за создание столь интересного агрегата. А большего нам и не нужно. К всеобщему сожалению мы еще не развились до того уровня, чтобы свободно нарушать основные законы физики, поэтому нам приходится создавать технику на их основе.1 балл
-
для *флюсовой* сварки-отличная работа! а *гнутие и кроилово*-явно показало,что у автора руки растут из правильных мест. @Сусанин,1 балл
-
Сейчас на каждом участке своя техкарта, зачастую требования в них различаются. Здесь скорее мои субъективные выводы. Шлифовальный круг истончает и так ослабленную околошовную зону, а излишне усердный монтажник может натворить делов похлеще подрезов.1 балл
-
Восстановление вала методом газотермического напыления. http://www.argon.pw/IMG_Forum/napilenie/naplavka_i_napilenie_www.argon.pw_01s.jpg http://www.argon.pw/IMG_Forum/napilenie/naplavka_i_napilenie_www.argon.pw_02s.jpg http://www.argon.pw/IMG_Forum/napilenie/naplavka_i_napilenie_www.argon.pw_03s.jpg http://www.argon.pw/IMG_Forum/napilenie/naplavka_i_napilenie_www.argon.pw_04s.jpg http://www.argon.pw/IMG_Forum/napilenie/naplavka_i_napilenie_www.argon.pw_05s.jpg http://www.argon.pw/IMG_Forum/napilenie/naplavka_i_napilenie_www.argon.pw_06s.jpg http://www.argon.pw/IMG_Forum/napilenie/naplavka_i_napilenie_www.argon.pw_07s.jpg http://www.argon.pw/IMG_Forum/napilenie/naplavka_i_napilenie_www.argon.pw_08s.jpg http://www.argon.pw/IMG_Forum/napilenie/naplavka_i_napilenie_www.argon.pw_09s.jpg http://www.argon.pw/IMG_Forum/napilenie/naplavka_i_napilenie_www.argon.pw_10s.jpg http://www.argon.pw/IMG_Forum/napilenie/naplavka_i_napilenie_www.argon.pw_11s.jpg http://www.argon.pw/IMG_Forum/napilenie/naplavka_i_napilenie_www.argon.pw_12s.jpg http://www.argon.pw/IMG_Forum/napilenie/naplavka_i_napilenie_www.argon.pw_13s.jpg http://www.argon.pw/IMG_Forum/napilenie/naplavka_i_napilenie_www.argon.pw_14s.jpg http://www.argon.pw/IMG_Forum/napilenie/naplavka_i_napilenie_www.argon.pw_15s.jpg1 балл