Лидеры




Популярный контент
Показан контент с высокой репутацией 29.03.2015 в Сообщения
-
У кента джипера неожиданно прогорела труба глушака на Паджерике. Надо самый бюджетный ремонт. Купил пару российских отводов (СТ20, наружный диаметр 48 мм), труба нужного диаметра валялась под навесом, попилил каждый отвод пополам, в итоге практически повторил хитромудрые изгибы японских инженеров. Про стандартные обрывы, срезание и наваривание новых гаек, высверливание оборванных болтов на старом глушаке тактично умолчу )) Клиент уехал довольный. Старая прогоревшая труба на заднем плане. Живой металл стенки в самом толстом месте 1,2-1,5 мм. Новый сделал с трубы 40х3 мм. Красить не стал, высокотемпературная краска кончилась. Ну и швы так себе, особо не старался, зазор 2-10 мм, проварил по-быстрому герметично ПА. Ну и все сгнившие крепления к резинкам пришлось заново делать.
 10 баллов
10 баллов -
Дело было вечером,делать было нечего©.Собрал из остатков .
9 баллов
-
Переделка крепления и патрубков радиатора.
9 баллов
-
Гидроделитель
9 баллов
-
Правка рамы польской Газели, она же Андория. Из-за перегруза лонжероны вывернуло внутрь верхними полками, нижними - наружу. Одну поперечину оторвало от фланца, крепящегося к стенке лонжерона, вторая поперечина устояла, но лопнули сами фланцы с двух сторон. Хозяин сам признался в своей "перегрузочной жадности". Задействовал талрепы для стягивания лонжеронов по низу и для растягивания по верхней полке. Сделал дополнительную усиливающую поперечину над задним мостом и дополнительную поперечину для фаркопа. Фото доработок будут позже.
7 баллов
-
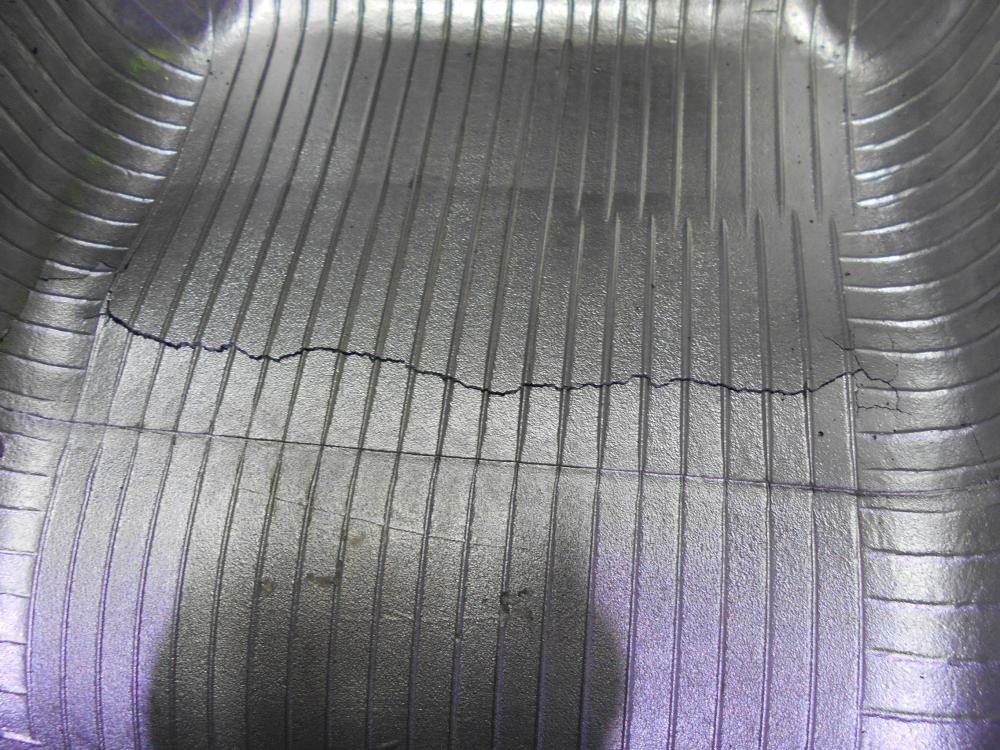
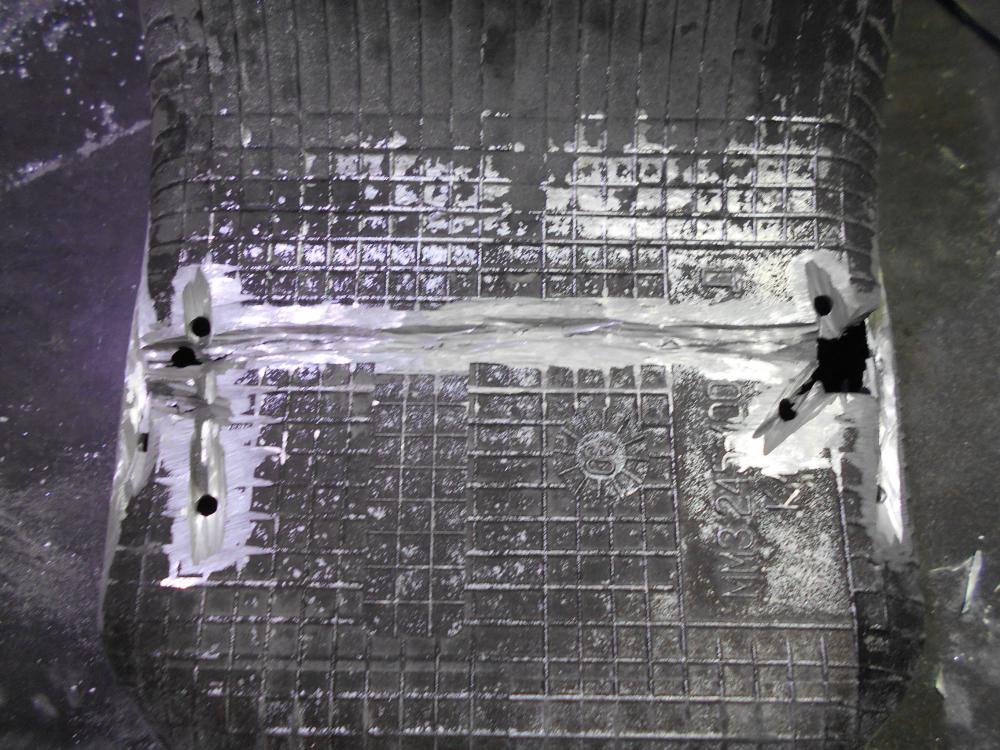
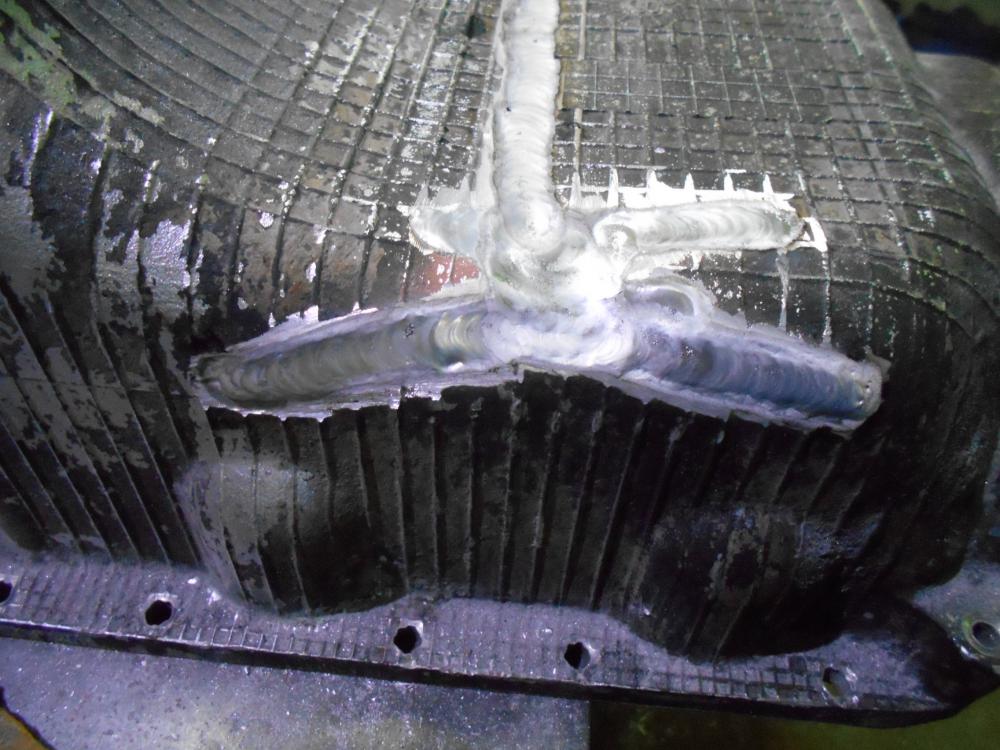
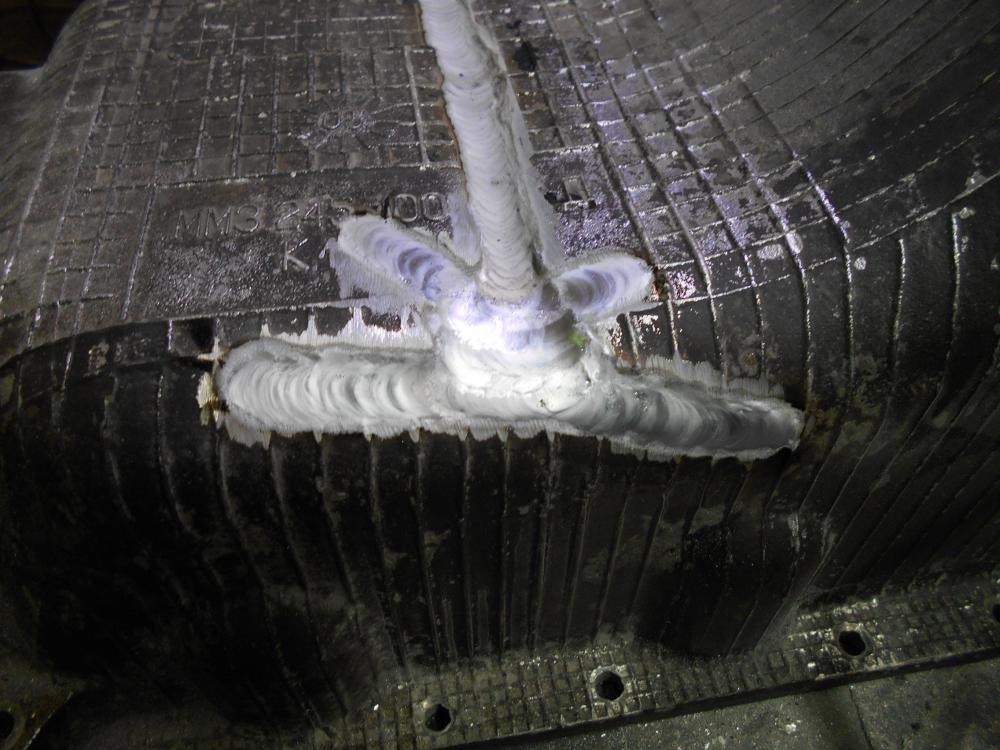
На ночь глядя принесли маршрутчики поддон с Д-245-го. И со словами "Ну ты,это... Удовлетворяйся тут, а мы-поехали!" ретировались. В кои-то веки за спиной-никого и можно спокойно пофоткать поподробнее. Итак, история починки одного поддона. Имеем одну масштабную трещину и кучу мелких. Разделал и засверлил. Прошёл корень. Фрагмент незачищенного и зачищенного обратного валика. Выскобленный обратный валик. Подварочный шов. Так, для успокоения души... Облицовка. Ну, вот и всё. Портрет Поддон готов.
6 баллов
-
Радиотекхника и др. радости.suhttp://mtdata.ru/u23/photo96FF/20951329096-0/original.jpg#209513290965 баллов
-
С работой напряг,взяли заказ на простенький забор 75 п.м..Секция 2500х2000,труба 25х25х1,5,30 секций
4 балла
-
Стык принял, стык сдал (стыки конечно разные-один варится второй отдыхает, но диаметр и толщина одни) 219-7, 12х18н10т, 137 крень, 150 облицовка, сопло 10, расход 9-12 л/м.
4 балла
-
Во времена учёбы в технаре, осенью "на картошке"
3 балла
-
@Менгон, Название " ВЕСНА " на своём я быстренько переправил в " BLOHA"...3 балла
-
Я "Весной 202" в начале 80-ых бредил. http://f5.s.qip.ru/IA4wMyV2.pngВ магазине "Мелодия" по часу на неё смотрел но...не сложилось. У нас в компании у одного парня такая была. Лето, солнце, пляж девчёнки, кассетник поёт..- класс! Позже, на практике поднакопил и купил "Комету 212С" бабинник. и "Вега 108"- вертушку.3 балла
-
Ну а марку датчика давления и расхода, можно огласить без поездки к спонсору???3 балла
-
Батя купил в семидесятых "Дайну": http://f6.s.qip.ru/IA4wMyUu.png Музыку отец, списывал с радио и телека, на гулянках "мафон" бодро орал шлягеры советского времени. Позже, я его начал осваивать и первое, "по совету друзей"(с.) подкрутил отвёрточкой головку,- "что бы частоты были". Первые: Смоки, АББА, Бони М, были списаны у друзей, этой самой "Дайной" в 80-ом году.3 балла
-
Наш первый кассетный (на двоих с сестрой) магнитофон что бы всему дому лучше было слышно подключал через такой агрегат
3 балла
-
Твои потому что нормальные. Как они летать садятся на каркасы вот с такими заводскими швами Привезли новый каркас (сами авиаторы гнули и прихватки делали) и попросили обварить. Пришлось чистить, кое где исправлять и усиление с такими зазорами тоже большое получилось. Ну и что получилось
3 балла
-
3 балла
-
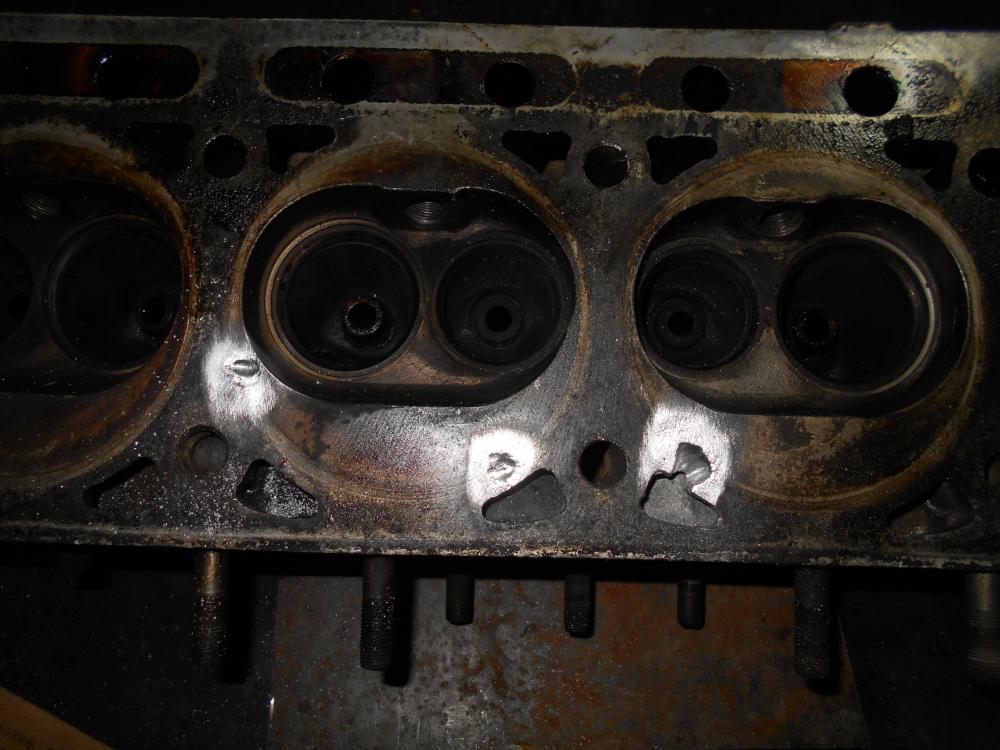
Даёшь стране угля!!! Хоть мелкого, но много... Вот такой сварочный разносол. Металлокаркас козырька крылечка. Хватит электросварки на улице. Пора в автосервис. Выпуск с Мерса. Ох уж эти мне полуавтоМАТЬчики!!! Приготовили частичную замену. Добрый доктор Автоген... Тут же, на очереди-ГБЦ от Газели. Бор-фрезы и аргон. Ещё толком не остывшую голову утащили на фрезеровку, а на улице-скучает не влезающий в тесное помещение грузовик Кенворт с прохудившимся коллектором. Оказывается, янки тоже могут лить чугун с порами.... В роли передвижного аргонного поста-мой УАЗ. Опять бор-фрезы и аргон... Лечил ПАНЧем. Прямо по месту.
3 балла
-
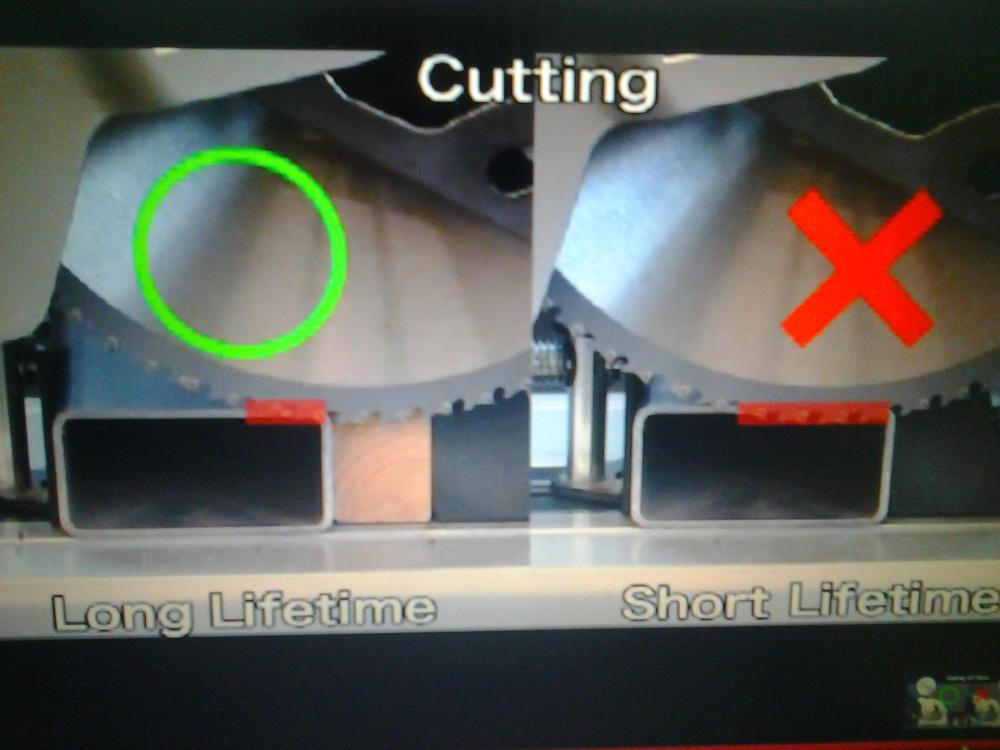
Приветствую. Собираю все "за" в пользу твёрдосплавных пильных дисков по металлу и цветному металлу. Диски например типа DeWALT DT1903-QZ, MAKITA B-29418, MAKITA B-29387 или MAKITA B-29343. Почему только "за", потому что "против" только цены. Что привело вас к решению купить отрезную машинку например типа MAKITA LC1230 и подобные диски к ней? Что осталось от дисков и куда выкинули или продали пилу, если такое имело место? Качественное фото и видео приветствуется. Точку в вопросе выбора реза абразивом или "зубом" мы может не поставим но предлогаю сделать так что бы человек прочитав эту тему всё таки сделал выбор. Тут один человек это уже обьяснял но как то не очень понятно. Не приводил фото или видео. Особенно интересует примерный износ расходников по разным материалам, + - 100 резов. Да и резать надо уметь. Тока не сравниваете с абразивом и дисками за 2500 руб. Спасибо за внимание.
2 балла
-
@Куренга, У нас хитами 81-85гг по праву считались: http://f5.s.qip.ru/IA4wMyVl.png и http://f6.s.qip.ru/IA4wMyVm.png "Яблочное" ещё, но этикетки не нашел. ..Тоже жрали: "Брежнев на переподготовке" полезная штука http://f6.s.qip.ru/IA4wMyVo.png на демонстрациях, в колонне с него накатывали.2 балла
-
Цвет и дизайн немного другой, но в целом похожа. Только крышка над блоком зв. головок никогда на месте не стояла, а катушки я наверное в прошлом году отнёс в мусорную яму. p.s. На "Радиотехнике" привела в восторг возможность точно подстраивать скорость вращения пластинки.2 балла
-
Кронштейн амортизатора ДАФ. До меня кто-то усиливал сию деталь. Не удержался: одну половинку успел разделать до фотографирования.
2 балла
-
@blazen79, а я не Вам лично. Просто есть такое представление о некоторых "певичках". К примеру о М. Капуро: "-А,.. которая про лошадку поёт? Знаю!" Между тем Марина победила в международном конкурсе "АББА", участвует в кантри-проектах и иногда по-дружбе бэк-вокалисткой у "Чиж и К0". А Sam Brown позволила себе не пойти на поводу у продюсеров, была у "Pink Floyd II" на подпевках, и ещё много чего. http://www.youtube.com/watch?v=sxo0OJkbaMY2 балла
-
такие гетры нужны для ботинок, а на фото сапоги. для каждого вида обуви( ботинки, "берцы") нужно делать свои гетры. Я делал себе на берцы, потом купил сапоги и отдал другому сварному а у него ботинки, и не подошло+ у него размер ноги больше чем у меня. ИМХО2 балла
-
После Фокусимы у нас бида--царапины после УШМ, енто брак((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((2 балла
-
2 балла
-
хуже нет с бу метала работать....2 балла
-
Вряд ли можно было найти ребенка, у которого не было пластмассовых фигурок зверей. Другой вариант таких игрушек – солдатики. У некоторых мальчишек собирались целые армии. Девчонки же играли в куклы и пупсы всех мастей. Например, в такие. Наверняка в каждом доме был конструктор. Впрочем, он был совсем не похож на современные наборы. А помните, как играли в «Морской бой»? Мы играли не в «Манчкин» или «Ticket to Ride», зато у нас были вот такие настольные игры.2 балла
-
*чИжолый будЕнь*- все сварено и убрано..че делать..нечего..а времени..камень на 230(ох и зараза!!!) и любимая DWT с новыми щетками..
2 балла
-
Ну вот я и нашел новую мастерскую в новом городе, точнее была маленькая и страшная даже фото боялся выкладывать, но теперь можно и выложить первые фото только плохого качества, размер новой мастерской 80 квадратов, высота 5 метров.
2 балла
-
Что то никто выдержку не оценил. А так?
1 балл
-
Вроде бы тема про деформации... Сварма очередной ролик перевели. Косяки правда присутствуют... http://www.youtube.com/watch?v=peJ5NMXYuKg1 балл
-
Работа смесителя на ратометр. Как он поёт!!!! Лаборатория показала всё в норме. Мои показания с лабораторными рознятся, но не на много, и найдена причина разницы показаний. В любом случае, решающее слово за лабораторией........... Ой забыл. мешалка собрана на новых клапонах... https://www.youtube.com/watch?v=aCvwf1CVKkI&feature=youtu.be1 балл
-
Моя система.
1 балл
-
Кто то не любит "горизонты" варить, а мне за радость. 159-6, пруток 3, ток ка обычно, по феншую-123А. П.С. Как то раньше не уточнял, но видимо стоило бы-"большая" газовая линза, сопло n8, расход 6-8 л/м(точнее не скажу), вылет иголки 13-17 мм.
1 балл
-
Бак резервного водоснабжения
1 балл
-
Сегодня увидел очень интересную и нужную примочку к пылесосу, изобретатель и владелец сего девайса чистит им стружку со станков, вся стружка а также нужные закатившиеся болтики, шайбочки и т.д. остаются в банке. Автора зовут Валерий.Н. г. Лесозаводск. Да, крышка на банке закрывается очень плотно.
1 балл
-
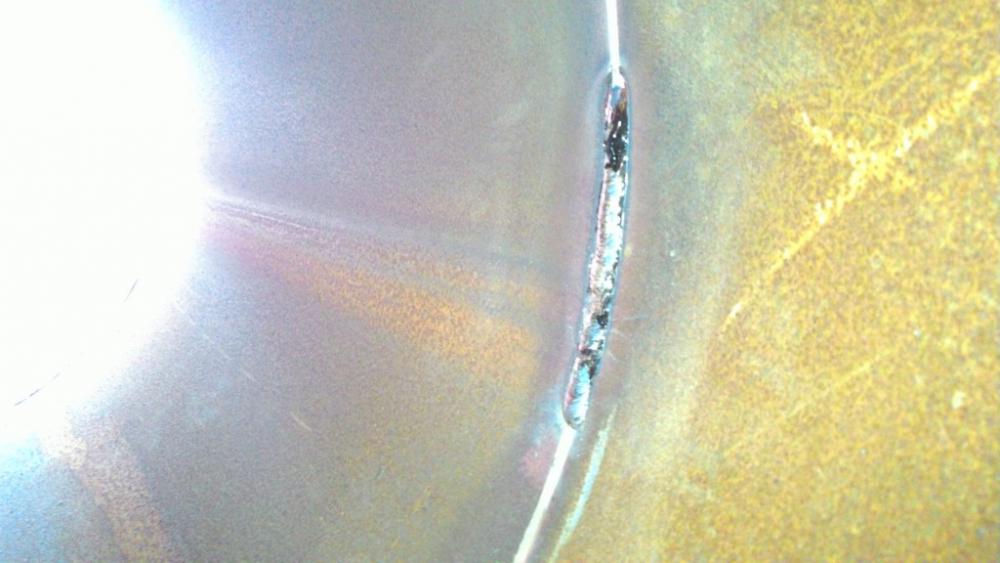
И снова здравствуйте.Сегодня воспользовался советом из форума по сварке нержавейки. Надо выворить образцы что бы был и проварить и эстетика. Трубка ф28 t2. Завтра отдам на рентген. Потом постараюсь выложить фото.Я подал на НАКС и теперь приходиться учиться варить и красиво и качественно.Просто там где я работаю на эстетику никто никогда не смотрит.А так как я почти самоучка то как оно должно быть по истетики никогда не показывал никто. Если получиться завтра выложить фото очень хотелось бы узнать Ваше мнение о швах.1 балл
-
Сегодня с отцом расслаблялись на рыбалке. Лунок пробурили на нашем Гореморе (Горьковское водохранилище) немеряно, а рыбы поймали всего ничего. Но как говорит отец - от ноля ушли. В общем прогулялись, свежим воздухом подышали, да и день на рыбалке в счёт жизни не идет, так что можно сказать на день помолодели. Эх, люблю рыбалку !
1 балл
-
Не рентабельны только маленькие, потому что китайские от 2тр в магазине. Такое очень редко бывает. Расходки только в два раза потратил больше, чем планировал и времени больше ушло. В пролёте то всё равно не остался. Но зато бывают радиаторы, когда за три минуты можно пару штук заработать, и по средней выходит вполне прилично.1 балл
-
Вчера на территории Мурманской судоверфи: Решил зайти, проверить не врет ли реклама. Оказалось, все честно: бюст Ленина и еще какого то мужика, Красное Знамя, ламповый приемник, граненый стакан в подстаканнике. Только с изжогой обманули .
1 балл
-
Поделюсь своими фотками. Недавно попросили калымнуть. Аттестовывали одну фирму для сварки трассы. С братом заварили стык 520 ой трубы. По случаю по фоткал. Для наглядности уважаемым коллегам. Три слоя : корень, заполнение, облицовка. Электроды ЭЛбэшка. Ну все как обычно. К орень с проваром и обратным валиком, стык неповоротка. Еще варили мелочевку, 159 и 219. Их не фоткал.Прихваточки.Наружний центратор.Прихватка на потолке в нижнем зените.Кемппи с дистанционными пультами. Очень много к ним нареканий, в плане стабильности сварочной дуги. Линкольны в сто раз лучше !(не реклама) (Вобщем варим как обычно.Корень в потолке.
1 балл
-
Раньше почти у всех на балконе стояла бочка, крышка а на ней большой валун. Шинковали велки всей семьёй. Мать, кочерыжки отдавала нам с братом - вкусно. Прошло много лет.. продолжаем это дело хоть и не в таких объёмах. http://f6.s.qip.ru/IA4wMqH8.png1 балл
-
сварочные аэрозоли влияют не только на лёгкие, они отравляют весь организм, например если получить вполне себе распространённое отравление газами то частенько это влияет на почки потому что эта вся грязь что попадает в организм выводится именно через них ! у меня за 10 лет было такое всего один раз но я ощутил это в полном объёме.Так же сейчас полно всевозможных сварочных материалов которые содержат очень много марганца и другой дряни влияние происходит на нервные окончания и сосуды, даже болеть нечего не будет потому что нервы отмирают. Можно продолжить тем что сварщику постоянно приходится поднимать тяжести баллоны, трубы всего навалом, думаю что половина сварщиков со мной согласится что у них проблемы со спиной я имею ввиду грыжу, часто вплоть до операции ! я же ещё в 21 год с дуру заработал сильнейшее искривление и парочку грыж. Работать приходится с железом во все времена года и как бы ты по жопу себе чего не стелил и под спину холодный металл и холодная земля своё возьмёт, особенно это знают те кто работает на трубах. Так что по своему опыту могу желать будущим сварщикам здоровья, что бы берегли себя не батрачили без выходных и не стеснялись уходить в отпуск каждый год и не слушали всякие совковые легенды на подобе той что мне тут один на днях зарядил что в "Японии 3 дня отпуск"!!!1 балл
-
Вот еще чугун со сталью. Пришлось удалить родную площадку из-за огромной кучи швов, наложенных кем-то ранее .
1 балл
-
Лапа от станка уже вареная ранее . Где металл потолще там электродами варил , потоньше (12-15мм) газопорошком . По углу вварена стальная пластина .
1 балл
-
Опять не понятно, что означает "по этому"? Меня веселят выражения "крепко-накрепко", "большие нагрузки", "чугун к металлу"... Чугун не металл уже? Большие - это сколько - 1 кг, 1Т, 100Т? Сварные детали из чугуна на новых изделиях применяются крайне редко. Обычно сварка чугунных изделий применяется в ремонте или самоделках. И здесь очень много факторов, влияющих на прочность сварного соединения. Из опыта - я для дуговой сварки определяю прочность соединения примерно 0,5 - 0,7 от прочности новой детали. Для газопорошковой - 0,9 - 1,0. Каждая деталь (хочется в это верить) имеет изначально запас прочности (1,5 - 5 или больше). Сваренная чугунная деталь работает на этом запасе прочности, если он был не меньше х2. И т.к. эту величину никто не знает, гарантий на сварку чугунных деталей лучше избегать. Швы, как и шрамы не украшают и декоративными не бывают. Тысячи чугунных деталей после грамотной ремонтной сварки успешно работают.1 балл
-
ARGONIUS, спасибо, что подметил мою неточность в выражении. Я писал о состоянии металла после сварки, надо было уточнить. При температуре 1319С в никеле растворяется 2,7% углерода с образованием карбида никеля, однако при охлаждении (при 700С уже 0,4%) карбид никеля разлагается с выделением графита. Что при обычных скоростях охлаждения не происходит с карбидом железа (цементит), он остается в чугуне в виде твердой фазы.1 балл
-
Способ то есть, но по большому счёту даже стальные телеги не приваривают к раме, а только болтовые соединения.1 балл
-
Нужны крупные фото, чтоб давать такого рода рекомендации.1 балл