Лидеры




Популярный контент
Показан контент с высокой репутацией 05.02.2015 в Сообщения
-
"Горячо любимая" супруга давно просила прикупить ей эти штуковины, все отнекивался, а в конце-концов вообще поступил по "жлобски"
 18 баллов
18 баллов -
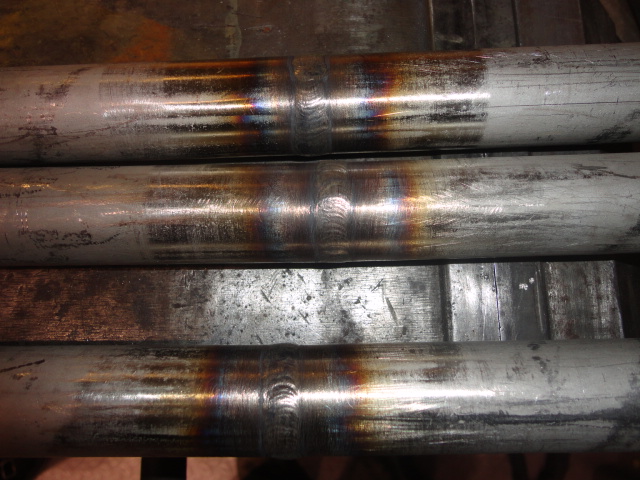
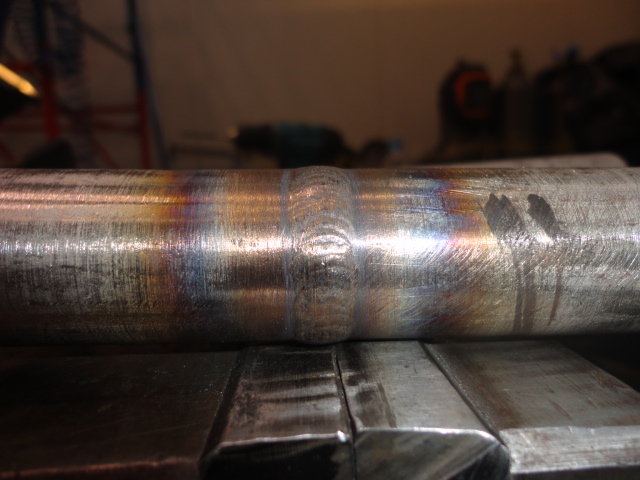
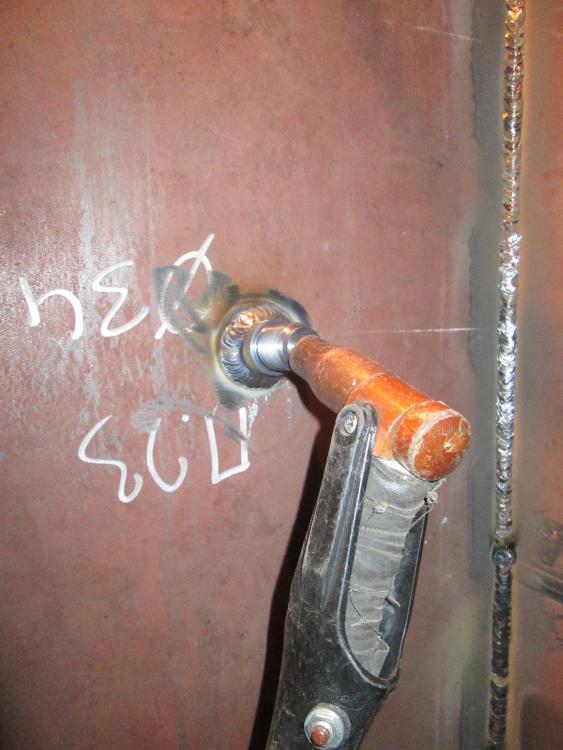
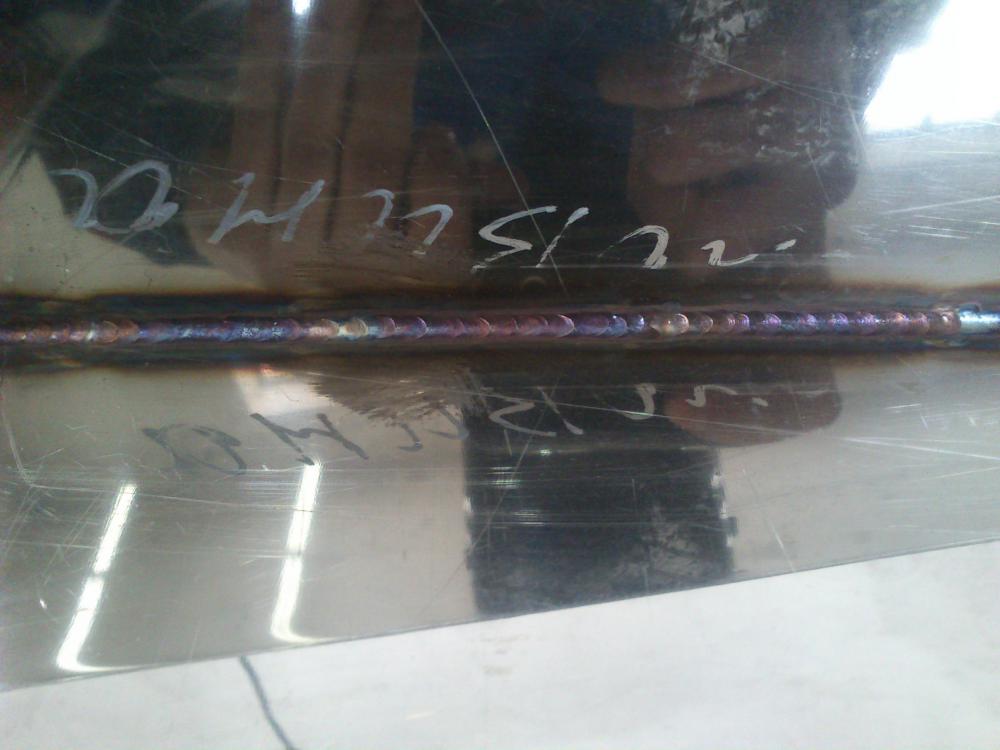
Здравствуйте.Прокоментируйте пожалуйста мои швы. Снутри провар нормальный .Трубка ф 28 t 2 12x18H10T.На эстетику варил так первый раз.Очень помог этот форум.
8 баллов
-
Добрейшего вечерочка.Хочу рассказать одну забавную историю.Было это на строительстве Богучанской ГЭС . Приехала комиссия во главе с Чубайсом и Дерипаской идут они по стройке( Это взаправдашная история,отвечаю)А у нас был такой сварщик-баламут Кудявин В М прикольщик тот еще.Так вот идут они возле него и Чубайс,показывая на водовод(Это сооружение d метров 10-12 )говорит: "Вот эта ТРУБА" ,а Кудявин и говорит "Это не ТРУБА это ТРУБКА." И дальше варить начал.(Людей со стройки как ни странно никого не выгнали)Так вот Чубайс дождался пока Михалыч доварит и переспрашиает:"Простите Вы сказали что это не ТРУБА ,а что по вашему тогда ТРУБА" Кудявин закурил Примку и говорит :"ТРУБА это когда семеро детей и жена гуляет ,все остальное это ТРУБКА" Вся комиссия валялась7 баллов
-
Не зная броду,не суйся в воду.Автопилот.Уступи дорогу барану.
7 баллов
-
Ждем работу! И вдруг - наткнулись на заготовку для корзины под запаски на грузовой п/прицеп (была сделана еще по лету и мирно стояла в уголочке), деваться не куда, начали сборку: В "кучу" собрали, завтра буду обваривать. Фото сессию результата работы провели на улице: Покраской займусь попозже.
6 баллов
-
Навеяно из "записок начинающего сварщика" про сварку в отрыв. Этим летом собирал вытяжку ,металл 2мм ,электроды J422(чина) 2.5мм ,варил в отрыв ,св.аппарат тоже на фото. Так что варить ,по моему ,тем более рутиловыми электродами в отрыв тоже не плохо.
6 баллов
-
Вот очень прикольная вещица- магнитик на холодильник!
5 баллов
-
Подрыв китайского замкостроения: Просто будни:
5 баллов
-
Для меня "прибамбасинг" - это приспособления для работы, "тысяча мелочей..." - быт, дом, хобби (не связанное со сваркой! ). Прибамбасинг - и купленное готовым, и самоделки, вот самоделкам можно было б выделить отдельное место под солнцем.5 баллов
-
На мой взгляд , не стоит мешать бытовую и профессиональную темы . Очистить от лишнего - да . Если их объединить , то неразберихи будет больше . Разграничивать оснастку на "магазинную" и "самоделошную" тоже ни к чему . Её предназначение - облегчить труд , сделать процесс эффективнее , а уж что для этого используется - не столь важно . Задумывая тему "Прибамбасинг" руководствовался желанием донести до народа какие то мелочи и тонкости именно своего проф.направления , но подразумевалось и подталкивания коллег к делению своего опыта , что , впринципе , и удалось . На производстве постоянно сталкиваюсь с тупизмом разума - работают по-старинке , неэффективно, трудоёмко , нерационально . И многие новички идут по этой протореной дорожке - увидели и тупо повторяют. И я так же тупо следовал до поры до времени . Кому то наработки в теме помогут кардинально изменить подход к тому или иному вопросу . В теме "мелочей" вдохновит на творческую волну для дома , дачи , для хобби . Это сугубо моё мнение .4 балла
-
В любом случае надо отпускать деталь и делать предпрогрев, иначе получите в ЗТВ "стеклянную зону" довольно хрупкую с высокой концентрацией напряжений которая будет потенциальной зоной трещинообразования.4 балла
-
Помещение состоит из двух объединённых гаражей стены поднимались стенка между гаражей ломалась. Выложил тумбы из кирпича и на них положил ферму на ферму лаги из трубы, к трубам крутили доски и накрывали профлистом. Весь потолок внутри утеплил европлексом. Помещение получилось 9 на 10.
4 балла
-
В тему с рейтингами сразу набежит таких людей, о которых мы даже не дагадываемся. Но приимущественно тех которые "дъюг дъюга не обгманывают". Уровень у всех разный, потребности разные, разные нагрузки на оборудование. Получится не рейтинг , венигрет. Я вот за хороший инструмент к примеру, но и за интерскол порву хотя в целым он хорошим не является) Самому себя понять трудно, не то что принять позицию другого)3 балла
-
У шнеков есть (ремонт) есть рациональное ограничение по предполагаемому обьему наплавляемого материала (он дорогой) когда выстреливает сумма по наплавке выше стоймости нового шнека - делают новый. Предприятие которое занимается регенерацией и наплавкой редко имеет неавтаматизированную линию и крайне редко встречается на постсоветском пространстве. Отсюда и технология выявления дефектов. Кидают шнек на вращатель ищут максимальную точку износа (винт /вал) ориентируясь на нее сносят повсеместно материал ленточно шлифовальным станком (на глубину мах каверны вала/ износа винта и тд) Потом пишем программу (круто звучит да)) , точнее просто ставим количество проходов буферных слоев наплавки , опять шлифуем, потом наносим необходимое (зависит от конкретной работы шнека) . финишных слоев с требуемыми свойствами (стойкость к абразивному износу/кавитации/термическому и тд). К кирпичному производству ближе - есть особенности конечные витки страдают помимо абразивного износа еще и термическим. Поэтому есть предыварительная процедура работы с лопатками на последнем витке - они шаблонно срезаются и на их место привариваются по кондуктору резанные лопасти. То есть вся работа по шнеку идет - стандартная ( без заморочек с замером каждой каверны) . Гнутые валы считаются - уставшими и в ремонт не идут. То же с углом винта , загнут - значит устал , меняется весь вал , крайне редко часть винтовой линии . Это подход европейский , у нас возможно по другому бывает, так как вал нульсовый немецкий стоит 6 месяцев, ремонтированный по-моему в Самаре 1,5 месяца , в Польше леченый ( г. Торунь ) на предприятии Товимор - 4 месяца (кстати плазмой наплавляют) , востановленный на заводе керамической плитки - 2 недели стоит (электродом 2 недели- восстаноление занимает))) А если хотите по- взрослому преподов впечатлять то начните отсюда http://www.castolin.com/ru-RU/wear-plant-survey-ru (у них же можете взглянуть подборку рекомендуемых материалов/оборудования под задачи наплавки в любых отраслях).3 балла
-
http://forum4x4club.ru/uploads/monthly_02_2015/post-23522-0-31790700-1423069581.jpg3 балла
-
Зимой не очень комфортно...
3 балла
-
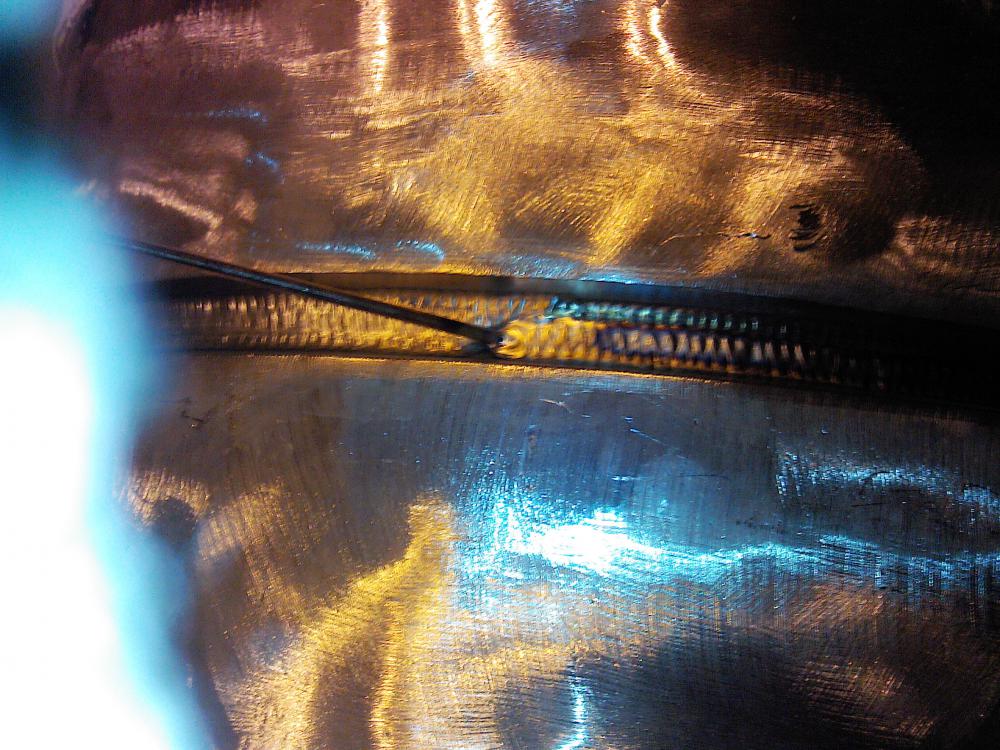
И снова нержавейка 2мм, присадка 1мм, ток 65А.
3 балла
-
Некоторые из моих работ.
3 балла
-
Увидел картинку и вспомнилось... В 1981 году был соблазнен одноклассницами на поездку в Приэльбрусье - кататься на горных лыжах (в первый и последний раз))). После "учебы" с инструктором встал на лыжи самостоятельно и.... улетел! Не разбился, нет, но, вылетев с трассы, разодрал пятую точку и бедро так, что оставшиеся 5 дней мог только загорать на пузе и левом боку...
2 балла
-
Прибамбасинг - всё что облегчает работу (если большая, можно поделить на заводское и HandMade, но вызовет перекрёстные шатания из одной в другую: "я такое не самоделил, а купил", "я такое сам сделал, так дешевле", "а как сделать такое, как вы купили?") Мелочи - всё что для души, и её греет... http://websvarka.ru/talk/index.php?showtopic=1807&do=findComment&comment=22335 Лучше не объединять, и грань почти четкая. Названия может и подправить, но на что пока не могу придумать.2 балла
-
Бензобур фирмы АДА 7 л.с. диаметр шнека 300мм. Из всех вложений это самый быстро окупившийся инструмент. Незаменим для тех, кто изготавливает заборы и навесы. В первый день я просто был в восторге, когда за один день вдвоем с подсобником установили 30 столбов.
2 балла
-
http://youtu.be/gS1cBIcMRGk2 балла
-
Лорх V - это конечно хорошо, но чтобы Вы делали на этом? Как насчёт фляжки из 0,5 мм встык на медной трубе? Ни одной заваренной Вами трубы, листа, изделия из нержавейки я на форумах ещё не видел, как впрочем, и Вашего оборудования.
2 балла
-
Пресс-секретарь Ryanair: В то время когда наш персонал на земле преуспевает в своих прямых обязанностях, очевидно, рисование не является их коньком. В этом примере ясно видно, что на снегу была попытка нарисовать самолет, но были совершенно упущены крылья. http://s00.yaplakal.com/pics/pics_original/0/9/9/4761990.jpg2 балла
-
Порошковая, аустенит. Поясок 40мм, Габариты шва 64/8, далее рентген...
2 балла
-
Сварочный стол на колесиках. Материал труба 40х40х2 и лист 4мм очень удобно перемещается по цеху без всяких проблем одним человеком.
2 балла
-
Сегодня поставил на ноги ворота полюбоваться продолжение следует!!
2 балла
-
Изготовление держателей поручня - люминий.
2 балла
-
А это раздевалка, комната отдыха, бендешка, короче.
2 балла
-
Вот ещё твистер и улитка!
2 балла
-
Снится, что брак тотальный пошел, проснулля, успокоился--всего лишь раз в месяц.
2 балла
-
Болгарки, торцовочная пила и компрессор на 50л. Вальцы для профильной трубы покупались в Воронеже в посёлке Сомово ездил за ними сам на машине.
2 балла
-
ИСВУ-315, может найдете еще где-нибудь. Такой же древний как ВСВУ-400 и таже фирма делала. Но работал хорошо.1 балл
-
Cейчас придут неначинающие сварщики и несварщики и скажут что на пластине - валик, а шов - соединение двух деталей, пластин, ...1 балл
-
Вчера монтировали компенсатор
1 балл
-
))))) А я видел мертвые системники, после пионерских подключений на 5В (было тихо, но недолго...), и еще, вентиляторы, которые и от 12В уже не было сил завестись. Понятие надёжности никто не отменял.1 балл
-
Вебсварка — это независимая площадка, которая продавать самостоятельно точно не будет. В перспективе сделать каталог с тем самым «народным» рейтингом оборудования, магазинов, производителей — да. Но никак не продавать самостоятельно.1 балл
-
Большинство здесь присутствующих спецов не работают в жестко прописаных ТУ и используют все что под руку попадется и могут создавать списки рекомендованых к употреблению/под задачу производителей(у меня например свой топ лист производителей сварочной техники/расходников/абразивов/аксесуаров/масок - и не меньше список производителей недопустимых к использованию вообще) В виде голосвательных таблиц (проверенные форумчане) могут отмечать свое мнение по продуктам ( например продаваемым в вебсварке)) и обязательно с фото испытаний.1 балл
-
@Sakhalin_Cat,кстати, если нет возможности ввиду габаритов детали сделать высокий отпуск, то можно сделать проковку шва! Т.е. сопряжение шва с основным металлом и околошовную зону на расстоянии мм10 проколотить пневмо молоточком, или ещё чем-нить...Можно перфоратором с заострённым (но на конце заострения чуть скруглить) кончиком сверла или чем-нибудь острым...Так снимется напряжение, по крайней мере какая-то его часть!1 балл
-
@Elektro_D, Ведите быстрее...1 балл
-
Спасибо. К сожалению, не пойдет. Живая деталь довольно крупная, у нас ее греть просто негде. Пока решение - варить в глубокую разделку, чтобы шов не выступал, и таким образом избежать послесварочной токарки. И еще раз - РАДС по углеродке:
1 балл
-
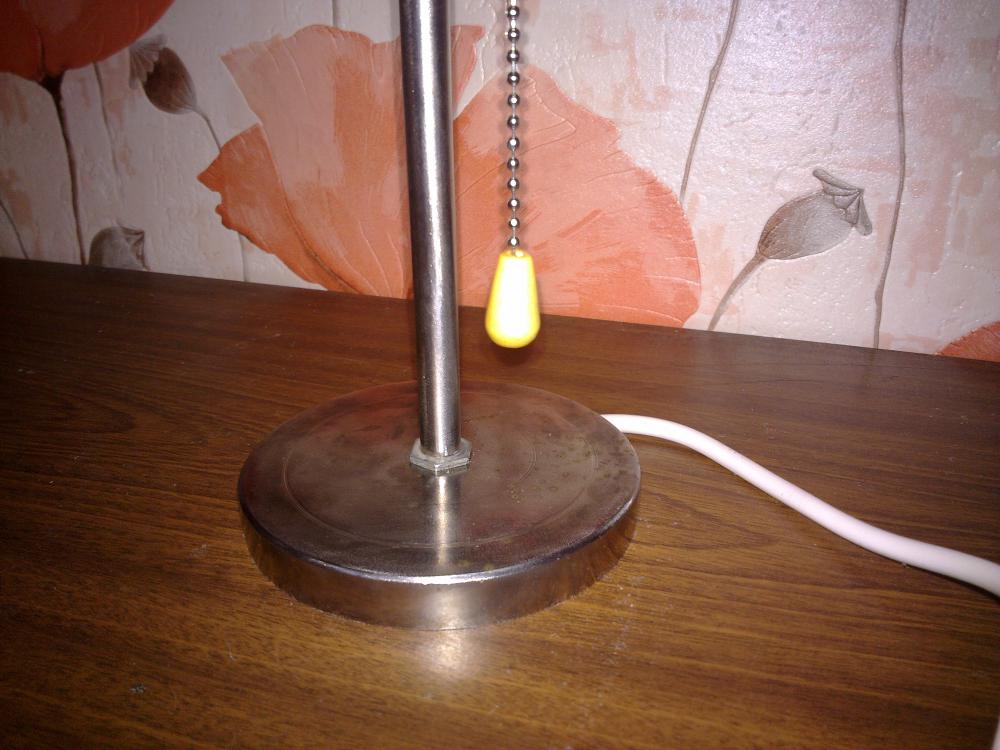
Путешествуя как то по "Леруа" , внимание супруги привлёк настольный светильник , который "неплохо бы смотрелся на тумбочке" , но цена на конструкцию неадекватная . Меня заинтересовало , что же там за изделие. В итоге , предлагался конструктор - стойка отдельно ( 850р) и абажур на выбор ( 400 - 800 ) . Мне , в принципе , всё равно , если хочешь - бери , но супруга ни в какую - за две железки - полторы штуки ?! Это предистория . Потратив час времени на работе и полчаса дома ( с проводкой ) из подручных материалов ( за исключением проводов и переключалки ) забацал такой вот "хэнд мэй" . Изяществом немного уступает магазинному , но конструктивнее надёжнее . Декор абажюра за супругой. Буклет на тумбочке - это не реклама , просто в кадр попал В итоге получилось вот так :
1 балл
-
Графские развалины под названием "Общежитие для мигрантов". Обвязка металлопластиком санузлов и проточного водогрея. Теплоузел и водомерный узел. Развязка трубопроводов. Естественно, что всю эту "красоту"-пустили на слом. Заменили водомерный узел и его врезки в теплоузел. Развязку труб водоснабжения по подвалу-тоже поменяли. Изготовили новые гребёнки под рукомойники. Сталь-на горячую воду, полипропилен-на холодную. Переобвязали электроводогрей. В той части здания, где подвала нет-трубопроводы тянули под потолком. Заготовки варили на полу электросваркой. Монтажные стыки-автоген. Рабочее место газосварщика-на стремянке под потолком. Трубы, идущие под потолком и вдоль стен, к гипсокартону крепили вот такими креплениями, изготовленными из стандартных хомутов и пружинных дюбелей:
1 балл
-
http://booktech.ru/техническая библиотека1 балл
-
Немного фоток по сварке носилок из титанового сплава. http://www.argon.pw/IMG_Forum/nosilki/titanovie_nosilki_01s.JPG http://www.argon.pw/IMG_Forum/nosilki/titanovie_nosilki_02s.JPG http://www.argon.pw/IMG_Forum/nosilki/titanovie_nosilki_03s.JPG http://www.argon.pw/IMG_Forum/nosilki/titanovie_nosilki_04s.JPG http://www.argon.pw/IMG_Forum/nosilki/titanovie_nosilki_05s.JPG http://www.argon.pw/IMG_Forum/nosilki/titanovie_nosilki_06s.JPG http://www.argon.pw/IMG_Forum/nosilki/titanovie_nosilki_07s.JPG http://www.argon.pw/IMG_Forum/nosilki/titanovie_nosilki_08s.JPG http://www.argon.pw/IMG_Forum/nosilki/titanovie_nosilki_09s.JPG http://www.argon.pw/IMG_Forum/nosilki/titanovie_nosilki_10s.JPG http://www.argon.pw/IMG_Forum/nosilki/titanovie_nosilki_11s.JPG http://www.argon.pw/IMG_Forum/nosilki/titanovie_nosilki_12s.JPG1 балл
-
Пополню тему немного. Давненько мелочёвкой по-крупному заниматься не приходилось,а тут как навалилось...Короче,так сказать,по горячим стопам. Для разметки пользуюсь такими приблудами.Токарь немного их проточил,чтобы свободно перемещались.У меня ходовые размеры 1/2" и 3/4".Ровный рез - меньше проблем при сварке.Рулеткой прошёл,по втулке отрисовал. На втором фото - для сварки "маленьких узлов".Тупо согнутый пополам электрод надёжно удерживает деталь во время сварки . А на эти доработки маски подтолкнула всё та же мелочёвка.Можно и с откидным стеклом маску привлечь,но лично мне в ней неудобно. Заварить пол стыка 1/2",поднял маску,одел очки,сточил конец/начало,снял очки,доварил,одел,окультурил "замок"...А если этих стыков несколько десятков...Можно,одев очки,не снимать их,но они имеют склонность сползти в самый не подходящий момент-прицелился,опустил маску и очки сместились ,перекрывая обзор. Мысль эту давно вынашивал,но пока не припекало,так и не заморачивался. Сегодня воплотил,понравилось.Единственное неудобство-это снимая маску ослаблять оголовник (так я всегда так снимаю маску) чуть больше,ну и одевать по началу непривычно.К середине смены к этому симбиозу так привык,что уже и не замечал этих огрехов,а преимущество оценил.Выставляю на суд своё детище.Демо-версия,поэтому закрепил на изоленту,впоследствии можно предусмотреть легкосъёмный вариант.
1 балл
-
@schkaliki, нашёл фото про профлист и "прибамбасинг":
1 балл
-
Фланцы и иже с ними.Чисто фото,объяснений,думаю,не стоит.
1 балл
-
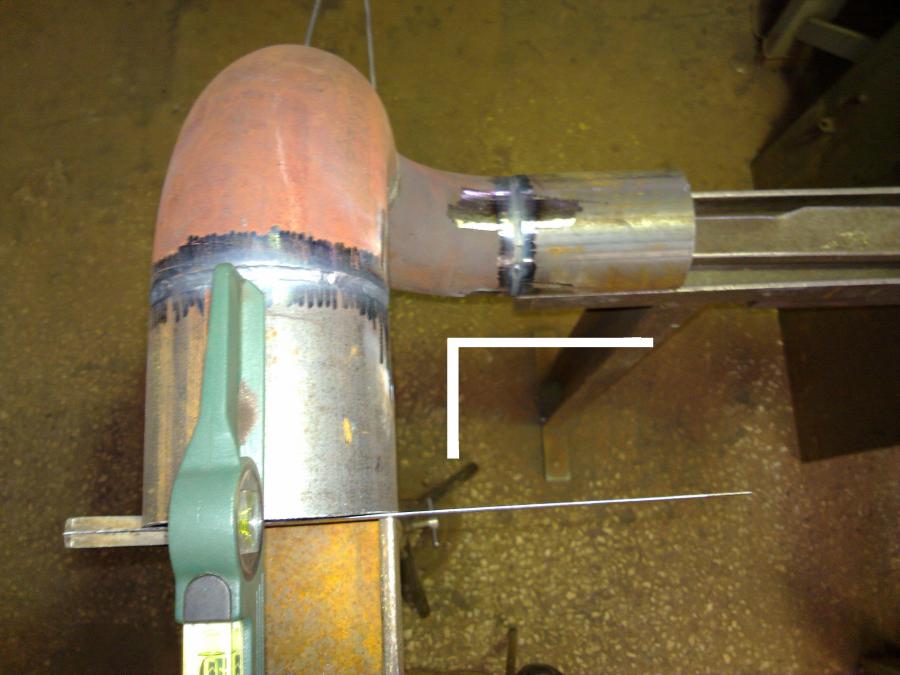
Вчера на Ваш пост ответил,а сегодня мысли терзали,что не так истолковал поставленный вопрос.Если я правильно понял,то суть проблемы в правильной геометрии узла.За размеры уже тему поднимать не буду,из фото будет ясно.Я расчёты веду от центра,будь то труба или "фигура".Постарался привести возможные варианты монтажа отвода и иже с ним.В качестве прижима использовал левую (на фото) деталь.Можно и обрезок швелера,но,на мой взгляд,при зажимании последний "уводит" фиксируемую деталь в сторону.Хотя можно и швеллер доработать,вварив уголок подходящего размера. После выставления одной детали,фиксируем её и только потом монтируем следующий узел.На нижних фото как пример (белая полоса),на что ориентироваться,дабы соблюсти геометрию.Угольник,должен бы в другом положении находиться (но если рез трубы ровный,то и так пойдет). На следующем фото достаточно осевую сверху отбить,"на глаз" Если для монтажа отводы надо "разбить" в противоположные стороны,то выставляем,фиксируем и в путь А это до кучи.Готовые узлы просто спозиционировал для наглядности.Всё тоже самое,"вертикаль,горизонталь и параллель".Ещё и швеллер облегчает задачу,центруя трубы.Только уровнем орудуй. Если на начальных этапах монтажа (при условии качественной подготовки деталей) будет соблюдаться аккуратность (слово то какое),то вся конструкция в дальнейшем,строится как конструктор "Лего",при условии ниличия необходимых знаний монтажа.Ну и оснастки.
1 балл
-
Иной раз один из элементов стыка имеет фигурный профиль,что снаружи,что внутри.Внутри кромки подгоняю болгаркой,снаружи ничего не сделаешь,переход имеет "форму луковицы".Чтобы во время прихватки ничего не сместилось,имеет смысл сие зафиксировать,прихватить на пятаки в таком состоянии.Разневолить уже после.
1 балл