Лидеры




Популярный контент
Показан контент с высокой репутацией 30.12.2014 в Сообщения
-
Поздравляем с наступающим Новым годом и Рождеством! Желаем всем сухих электродов, устойчивой дуги и прочных швов. Пусть 2015-й год будет щедрым на добрые события и принесет благополучие в каждый дом. С уважением, команда Вебсварки
 13 баллов
13 баллов -
Доделал и сдал наконец-то пару багажничков на ГрандЧероки. Разочаровался в американских машинах: дешёвый фиговый пластик в салоне, фиговенькие закладные гайки на крыше (прокручиваются), сама крыша слабовата (надавил - погнул). Антивандальные пара капель ПА. У нас такие светодиодные светильники воруют моментально, если оставить без присмотра в общем дворе. Ну и человек на джипе приехал с вопросом, могу ли я составить конкуренцию китайским товарищам в плане изготовления цепей на колёса. Накидал основу, потом ещё по поперечине добавили. Толщина звена 5 мм, само звено 35х20 мм, емнип. "Замки" тоже с нуля с тройки выпилил болгаркой.
9 баллов
-
jpg
6 баллов
-
вот решил зделать для своей сарайки глушак,всё на фото,делал из того что есть,вход оцинковка на40 тонкостенка,выход 50 тонкостенка,насадка фих знает от чего вроде от огнетушителя раструб,корпус 1,25,варил патроны китайка 3,по времени примерно часа 4 ушло от изготовления до установки...грех свварному что то покупать когда болгарка сварка рулят
6 баллов
-
-Внучек, иди кушать! Еда на столе! -Иду, ба… -Иди, а то остынет. Внук встаёт из-за компа и идёт на кухню... Бабуля прыгает на его место: -Повёлся, лошара!6 баллов
-
Эх опять наверно получу с наступающим всех....http://youtu.be/f4GkyBlWRWk4 балла
-
Хотите незабываемо встретить Новый Год? 1.Доставка к месту проведения авиатранспортом.2.Катание на собачьих и оленьих упряжках.3.Высококлассная иллюминация праздника. 4.Профессиональный тамада.5.Использование качественных бенгальских огней.6.Весёлый дружный коллектив.4 балла
-
Чутьё на него нужно.. по другому не могу подобрать слова. Знаю что может показаться смешным, но на практике убедился что кроме обязательного грамотного технического подхода, чугун требует что то вроде ощущения процесса изнутри, угадывания, что может произойти с ним в следующий момент в процессе сварки. Его буквально "уговорить" надо завариться, хотите- смейтесь. Поэтому от некоторых чугуняк отказываюсь сразу.4 балла
-
Колокол
3 балла
-
Cделал себе подарок на Новый год!И подставку под него сделал.
3 балла
-
Спасибо за поздравление! Поздравляю всех с Новым годом! Удачи и всего доброго в 2015!!!!3 балла
-
Всех с наступающим НГ, всем жирных клиентов, повышения ЗП и вагон "капусты" в год Козы! Ну и самое главное пожелание: всем мирного неба над головой. ЗЫ @Andrew, Если я не ошибаюсь, сварщик на картинке ПА с присадкой варит?3 балла
-
В СВОЮ ОЧЕРЕДЬ Я ПОЗДРАВЛЯЮ ВАС С НАСТУПАЮШИМ НОВЫМ ГОДОМ !!!А ТАК ЖЕ ВСЕХ КОЛЛЕГ С НАСТУПАЮШИМ 2015 ГОДОМ УДАЧИ ВСЕМ !!!3 балла
-
Не спасли "ребра" с одной стороны, пришлось усилить ну и доколхозил вроде..
3 балла
-
Ближе к новому году оплата только в литрах считается!3 балла
-
Полая и донор есть. Первая, точнее: одна десятая часть, марлезонского балета: http://f5.s.qip.ru/IA4wMwMg.png Безрогий донор-срезаем пАнты:http://f5.s.qip.ru/IA4wMwMh.png3 балла
-
Присоединяюсь к поздравлениям, Всем счастья, хороших сварочных аппаратов и швов с помощью них. Побольше друзей, как в жизни так и на форумах!!2 балла
-
Нет Александр, постоянно не отказываюсь, но знать "грабли" нужно или быть идиотом - знать и постоянно наступать. В данной ситуации я как бы в стороне (только демонстрация ТИГ) но зная что есть шанс (из опыта других) то можно напрягать клиента на подготовку секции (отмыть отчистить и приволочь если не варена электродом). Отверстие запаять смог бы в две минуты, но что там варили не понять да и с опрессовкой надо думать, не проверять же прямо собранный в котле. Такие разборки сборки порой стоят замены новым котлом.2 балла
-
Вот только одна беда, это всё с опытом приходит. Если постоянно отказываться, то "чуйка" не разовьётся. Правильно Валера говорит:2 балла
-
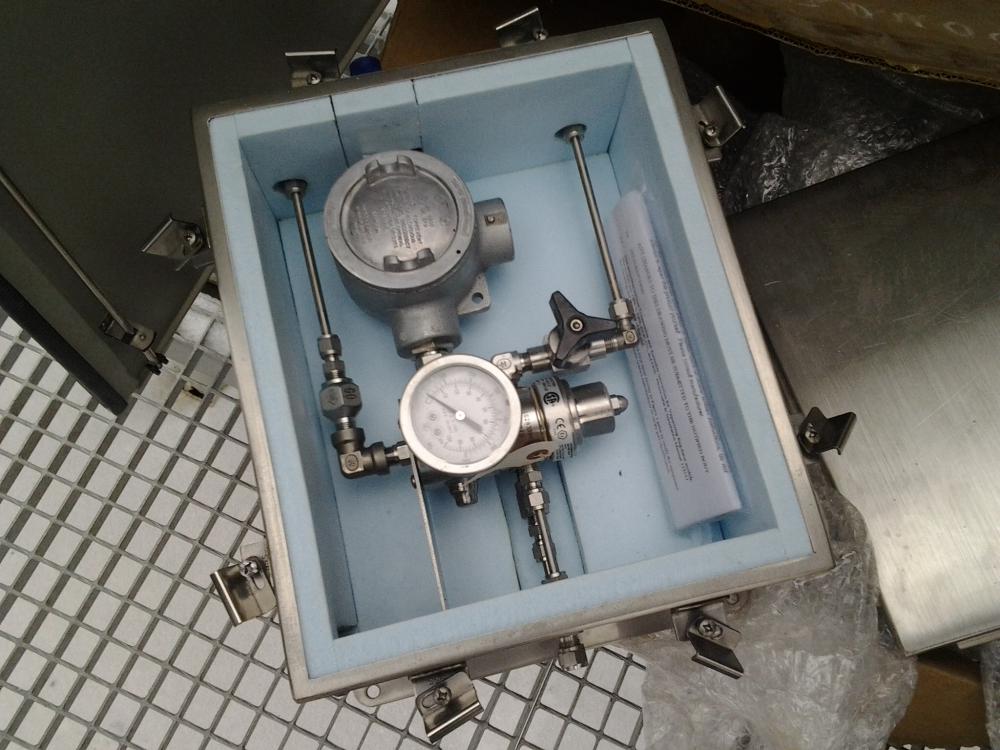
Отлично врезаются у нас, почти такой же штукой что в посте №7 показанна. Крутые слесаря и сварной. А под ними сжиженный бутан. А рядом ропан и пропан-бутан. Потом мы редукторы (фото 3) ставим для КИП оборудования.
2 балла
-
2 балла
-
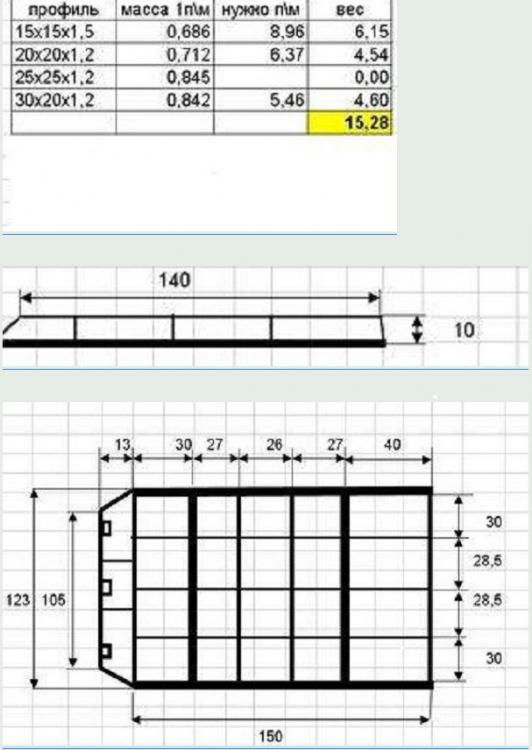
Какой то лоток,для чего-не знаю.304 нержа,2мм,окантовка 15/15.
2 балла
-
Работа идёт к завершению.Начальный проект меняли 2 раза,согласовали окончательное решение и приступили к монтажу.Фермы изготовлены на месте,довезли материал и вперёд...На монтаже использовал 2 аппарата,меньше перетаскивания оборудования и скорость повышается.
2 балла
-
Ёжи-и-и-и-и-к! - Лошадка-а-а-а-а-а?!? )))
2 балла
-
Множество мифов преследует эту тему.. .по порядку..для начала -по применяемым материалам- что рутиловое, что фтористо-кальциевое покрытие при старте дают некоторое количество дефектов в силу более низкой начальной температуры электрода,бороться с этим можно разными способами,пока не будем заострять на этом внимание, далее...ведя сварку и видя скорый "конец" расходуемого электрода,целесообразно "обратным " ходом вернуться на ранее наплавленный металл с целью оставить финишные дефекты на поверхности валика... шлифануть затем УШМ, и нет дефекта...новый электрод быстро!! заменить и разжечь на том же участке где ранее на "обратном " ходе завершили предыдущий электрод,способ ликвидации дефекта -УШМ, одним ударом -двух зайцев,усадочную пору(раковину) и стартовые поры-наповал..разожглись-подошли плавно к месту окончания предыдущего валика -на некоторое время притормозили для сплавления - и пошли дальше в обычном режиме.. и так далее до завершения корневого прохода.Зачищать УШМ окончание каждого электрода в принципе необязательно..при условии быстрой замены электрода и выводе усадочной раковины на поверхность ранее наплавленного металла, хуже от постоянного запиливания каждого окончания точно не станет, просто время на сварку стыка увеличится.. Технология сварки облицовочного слоя несколько отличается, здесь жужжать УШМ при замене электрода каждый раз ни к чему, стартовые и финишные дефекты просто переплавляются, если электроды не из лужи и руки у сварщика не бьёт тремор из-за вчерашнего, то зажигаясь в разделке выше окончания предыдущего электрода и плавно опускаясь к месту завершения, затем по ходу сварки "облицовки" все дефекты розжига пережигаются с высокой долей успешности( проверено РК и УЗК) . Данный способ верен для сварки сталей типа 09Г2С,15 ГС,20С,20А, и некоторых других, для электродов типа Э50А марок LB-52U,УОНИИ 13/55,ОК48.00,...2 балла
-
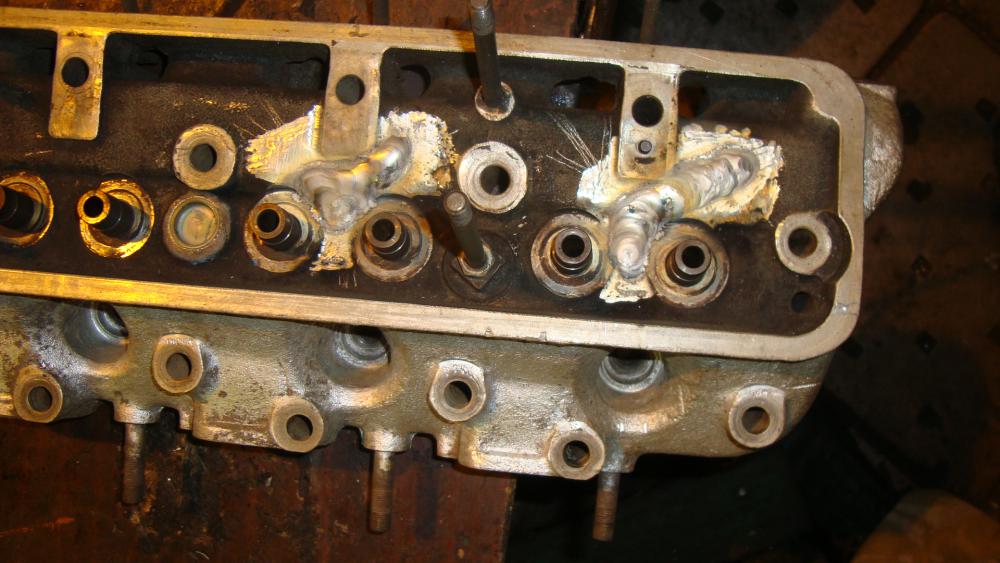
Головка ГАЗ. Опресовка показала трещены . Далее-сверление . Заварил , но трещины, оказывается, (при повторной опрессовке) ушли под втулки . Головка-на выброс (нет ну конечно починить можно , но не рентабельно для обоих сторон). Казус ? Казус , оказия .)) То бишь, бесплатная работа (попытка спасти головку).
1 балл
-
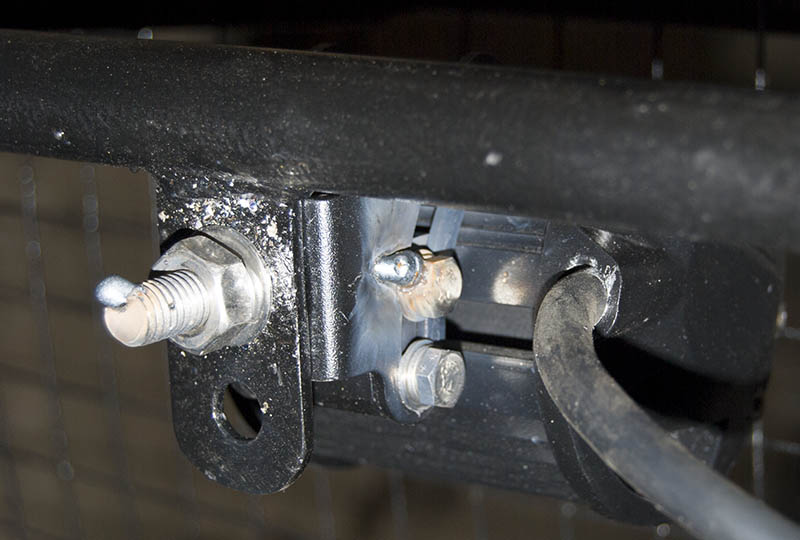
Отбойники и кронштейны крепления брызговиков на тягач Рено. Фото изготовления нет, про аппарат вспомнил когда уже покрасил. Материал: труба D-42, лист 3мм. на кронштейне пластина крепления 6мм., краска, что дал хозяин. Отбойников две штуки, сразу изготовили на вторую машинку.
1 балл
-
Это-дополнение , работа в итоге . ( к фото выше по блоку Тойоты) Никакого типа гаражного , исполнения на коленке. Полуавтоматом , с ржавой латкой .)) Спасибо и за труд фрезеровщику (Владимиру )!
1 балл
-
К сожалению, на УАЗку вообще ничего не делал (не заказывал никто). Можно удалённо поработать: скажу что замерить, потом нарисую что да как. Так делал для Делики булки с высокой крышей. Вроде клиент претензий не предъявлял (клиент с другого края Казахстана).1 балл
-
Желаю в новом году:стабильного тока,сухих электродов и щедрых клиентов,да здоровья побольше и что бы всегда ждали дома.Всех с праздником1 балл
-
Насколько я помню - да.1 балл
-
@drakondima, https://www.forumhouse.ru/threads/175737/ эту ссылку уже приводили, тут человек на свойстрах и риск собрал пиролизный котел котел, выкладывает фотки по ним можно определить приблизительно нужные размеры.1 балл
-
@Kurt1,Когда нет желания, то это веский аргумент1 балл
-
Вот это я понимаю проверка броника на прочность, а смски шлют не обычным способом.Отчет о доставке гуманитарки Мотороле и его людям.http://youtu.be/tc6priI1F0kВроде как из стечкина ....мда.1 балл
-
Бывает и такое молодёжь подъезжает на 6-ке вечерком дядя Дима завари пожалуйста -смотрю сам в шоке как гоняют они ,решил заварить так как там уже кто то варить пытался электро сваркой
1 балл
-
В моём понимании правильнее было бы именно участников разбить на категории. К примеру: уровень А - начинающий сварщик на своём оборудовании, В - начинающий сварщик на промышленном оборудовании, С - опытный специалист в своей мастерской, D - сварщик-профессионал на производстве. Ну и призовой фонд пропорционально: молодым, подающим надежды - св. оборудование от спонсоров, ветеранам - пассатижи с автографом "Andrew" и плюсики в форме медальона под гордым профилем "Он победил в Конкурсе".1 балл
-
Фланец опорного подшипника редуктора.
1 балл
-
Вчера приезжий инженер-конструктор из сопредельного государства, находясь на 3-ем этаже нашего бюро и в конец задолбавшись бегать в производственное помещение по уточнениям и недочетам в чертежах к работягам, сказал мастеру- скину все данные "на электронную почту" вашему технологу по сварке, он рядом- ждите. Сегодня к обеду получили... Почему так долго?-...Он в ответ- А я за Почту России не отвечаю!. Даже за границей наша почта "в почете".1 балл
-
Сегодня монтировали лестницу на ангар. Варил не я. Я давал размеры и говорил куда чего. Сам занят был другой. Вчера прикрутил ноги к ангару, а сегодня на них краном повесили сие изделие.
1 балл
-
Не соблаговолит ли многоуважаемый @Evangelie, любезно ответить на мой не скромный вопрос, почему немецкие или американские инженера используют присадочный материал, почти в два раза толще основного металла в авиационных сварочных работах?1 балл
-
Норматив идет от количества выброса аэрозоля принятого дыханием, должен быть пронормирован по факту вообще самих соединений, где то вообще только при вытяжной вентиляции и маске с подводом чистого воздуха, где то 4 часа, где то 2 0.5 2 0.5, но это все по ТБ, а на практике всем до лампочки сколько Вы там варите, под цвет мет. (а именно его флюсы крайне вредны) желателен подвод воздуха приточной системы к маске, и отвод паров и аэрозоля от зоны сварки, хотя бы противогаз, иначе с годами накопятся элементы в легочной системе, которые не выводятся, а дальше наши врачи спишут по здоровью и финишь. Сам процесс на нержавейке тоже вреден, особенно при РД, компоненты обмазки смешанные с влажным воздухом имеют большую способность к проникновению в органы дыхания. В нижнем положении идет 99% на вдох, на вертикальном меньше (где то 50-70%) на потолочном еще меньше, хотя зависит от условий, на полуавтомате фактор меньше чем на РД, на аргоне еще меньше (но зависит от марки стали, напомню после 12 часовой смены в душе щипает глаза - оксиды азота смешиваются с водой и получается кислота, она же и в легких с парами лигатуры). Рекомендую почитать Safety Rules (Instructions) по электродам импортных марок (по нашим всё к сожалению не прописано), там есть сноски по ПДК и режиму дыхания операторов, но в первом абзаце будет запись - только при наличии систем защиты дыхания, у них в Европе так, у нас всё по своему. Есть суточный максимум насыщения, его нельзя переходить, зависит от многих факторов, начальнику эта маска с приточкой стоит копейки, хотя обычно приходилось покупать за свой счет, советую опасаться сварки оцинковки и цинковых систем без защиты - очень страшная вещь.1 балл
-
Нововоронежская атомная электростанция 2
1 балл
-
- подружка
1 балл
-
Здравствуйте уважаемые сварные. Хочу у вас поинтересоваться, знаете ли вы нормальные организации либо частников, без задержек з/п в городе Новосибирск. Специализация: изготовление, монтаж металлоконструкций; машиностроение. РДС, П/А. Если кто нибудь знает, то прошу откликнуться. Большое спасибо.1 балл
-
На фото совка справа участок шва похоже. А блеск... Вертишь, блики есть, но, конечно, он далеко не серебристый.1 балл
-
Полотенцесушитель ,метр на два.
1 балл
-
Вот моя качелька. Просьба заказчика, чтоб цепочки были съёмные. В дело пошл хомуты для зажима троса Ф10мм. Токаря под рукой нет, зато есть друг-автослесарь. В его хозяйстве надыбал четыре бэушных опорных ролика для ремня. Плюсом полоса 25Х4 и болтики на 10 и 8. Вот и получился бюджетный подшипниковый узел.
1 балл
-
@DED 1, а где видео, как они потом *овнище из проф трубы выковыривают электродами?1 балл