Лидеры




Популярный контент
Показан контент с высокой репутацией 21.10.2014 в Сообщения
-
Окончание котельной "опупеи". В ходе начала отопительного сезона выяснилось. что один из котлов-с заводским браком. Впрочем, к бийским котлам мы уже привыкли. В том плане, что они-как яйца Фаберже. Двух одинаковых нет и каждый-со своим прибабахом... На этом котле почему-то забыли установить перегородку между двумя линиями экранных групп поверхностей нагрева... КПД-хоть плачь. Пришлось спровадить в ревизионный люк наиболее щуплого сварщика Рому. И детская загадка. Отыщите на картинке дядю-газорезчика... Пока стройный сварщик прохлаждался внутри остывшего котла, остальных пригрузили иной задачей. Устранить ошибку проектировщиков и поменять сетевые насосы на более производительные. И, так, до кучи-их обвязку переделать. Ампутация... Более габаритный сварщик Лёша (то есть я)-обливается потом и кипятком, извиваясь между хитросплетений рабочих горячих труб.Под пятернёй левой руки притаился ПДУ к сварочнику. Изредка спускался сляпать всякие переходы и катушки. Поменянные и переобвязанные насосы: Обвязка котлов пароотводными трубками Заготовки гнули тут же, на таком "походном" трубогибе: При запуске новых насосов произошёл казус: при скачке давления из коллекторных труб "выплюнуло" термопары. Для их надёжной фиксации пришлось изображать новые гнёзда из резьбовых муфт и плоских шайб.
 9 баллов
9 баллов -
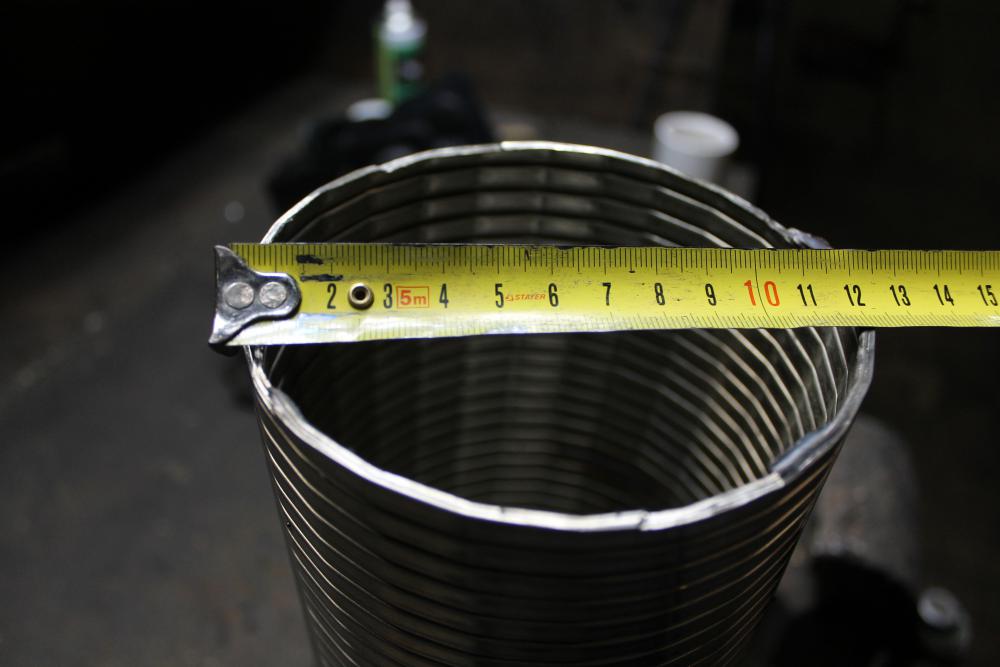
в связи с тяжелой нехваткой наличности у фЫрмы и полным отсутствием металла в *молодой рэспублике*,дружбана угнали в рабство,в нэзалэжну-строить под Кременчугом базу отдыха.второй сварной,после недели запоя упал в обморок на работе.разбил нос и стал похож на медведя панду после драки с пьяными матросам.остались я и дядя Гена.последние дни делать в принципе нечего-то полы метем,то мусор строительный разгружаем.,ну и немного сварки. с самого начала включения эл-ва,воду подавали с 9до12,что как-бы при работе до 16-00 не совсем удобно.мыться приходилось холодной.а прошедшая неделя прошла под знаком полного отсутствия воды в трубах. благо,раньше налили двухкубовку на улице-умыться-помыться пока есть чем. -дядя Гена,давай сварим че-нить,литров на 100-120,поставим в умывальник.-утром залили и вода есть,кипятильник воткнем и усе гут...,а то бегать по воду облом. -давай.. поискал метал,нашел обрезки 3ки.несколько штук.крутил-вертел..жалко стало обрезать,красивый такой..1000х1000мм и к нему длинные обрезки от дверей -как раз одна в одну..ШИРИНУ обрезков НЕ ПРОМЕРЯЛ.. собрали..сварил в лучших советского хоз. строительства,мЭтодом *этонампойдетитак,изнеенестрелять,затобыстро*,..промеряли.. ширина ~450 -чет многовато.. --та да.. ,а еще ножки.. приварили ножки.. --@@@@!!! -да ладно,пАйдет -вот это ты ,Андрюха увлекся.. - итог 450-470л
7 баллов
-
Подсыплю ещё не много. Приварка трубных досок к боковым стенкам. В нижнем положении. В вертикальном. Это ещё не всё.
6 баллов
-
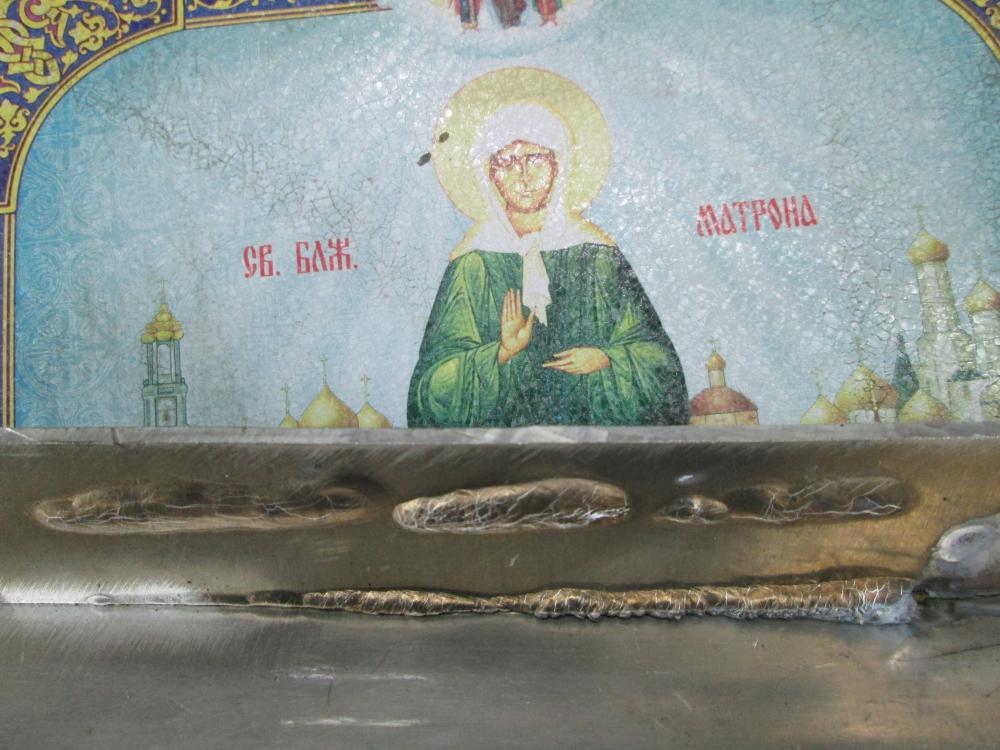
Сегодня попробовал сварить две пластина АМг5 3 мм ТИГ ДС ОП ток 50 А газ 6 л. Получилось даже очень хорошо. http://youtu.be/ebsAhY_CvnA Сварка МИГ проволока 5356 1 мм честно не понравилась. Слишком большое напряжение, а убавить нечем, корректора ±20% явно на малых токах не хватает. Идёт крупнокапельный перенос, что очень чревато привариванием проволоки к токосъёмнику. Пришлось имитировать пульс, чтобы не приварить проволоку к токосъёмнику. Забыл обратную сторону показать, хорошо видно как прожигает из-за повышенного напряжения. http://youtu.be/Qjc3u7UtW3c На толстом металле уже на много лучше и это говорит о не корректной работе синергетики. Скорее всего она отстроена для стали, а не для алюминия. http://youtu.be/7rM681Gb8ss
6 баллов
-
@дмитров, http://www.youtube.com/watch?v=gwPJjCvO_O0 Комментарий # 1. На корпусе аппарата не нашел шпильки / болта для подключения заземления. При касании щиплет немного) Комментарий # 2. Голос за кадром - "остановите Землю, я сойду"...6 баллов
-
@папаша, Вам, как "деду" должны быть хорошо известны марки красок, обладающих хорошими водо- и теплостойкостью. Хотя, по логике, если предотвратить испарение воды, то коррозия выше "ватерлинии" очень уменьшится. Налейте воды в систему, постарайтесь довести систему до кипения. Произойдёт естественная деаэрация (из воды уйдёт избыток растворённого кислорода) и "на горячую" плесните в расширитель индустриального масла. Испаряемость воды резко снизится. Если расширитель находится на чердаке-то запах масла не будет докучать, если в жилом помещении, то накройте бак плотной крышкой, а вентиляционную трубку (шланг) выведите в нежилое помещение. Для контроля уровня воды на боку бака сделайте контрольную трубку из прозрачного материала и закиньте туда, для пущей видимости мениска, плавучий шарик яркого цвета.Надобность лазить под крышку на посмотреть и на долить воды почти что отпадёт. Коррозией ниже "ватерлинии",в известной мере, можно пренебречь.5 баллов
-
Сварочные работки, так сказать... Оказывается, куратор из районного УКСа состоит в секте "Свидетели Брожения". Так вот, он дал "погонять" свой аппарат кому-то из родни. Видать, родня так надегустировалась натурпродукта, что забыла "синхрофазотрон" на морозе. Результат-порвало его. С тем и прибыл ко мне...Вскрыл. Понятно. Порвало трубную доску и трубки. Проварил. Закрыл крышечкой. И совсем уж мелочь. Столярная струбцина. Чугуниевая. Сварил нихромом. Затянул от души. Не порвало.
5 баллов
-
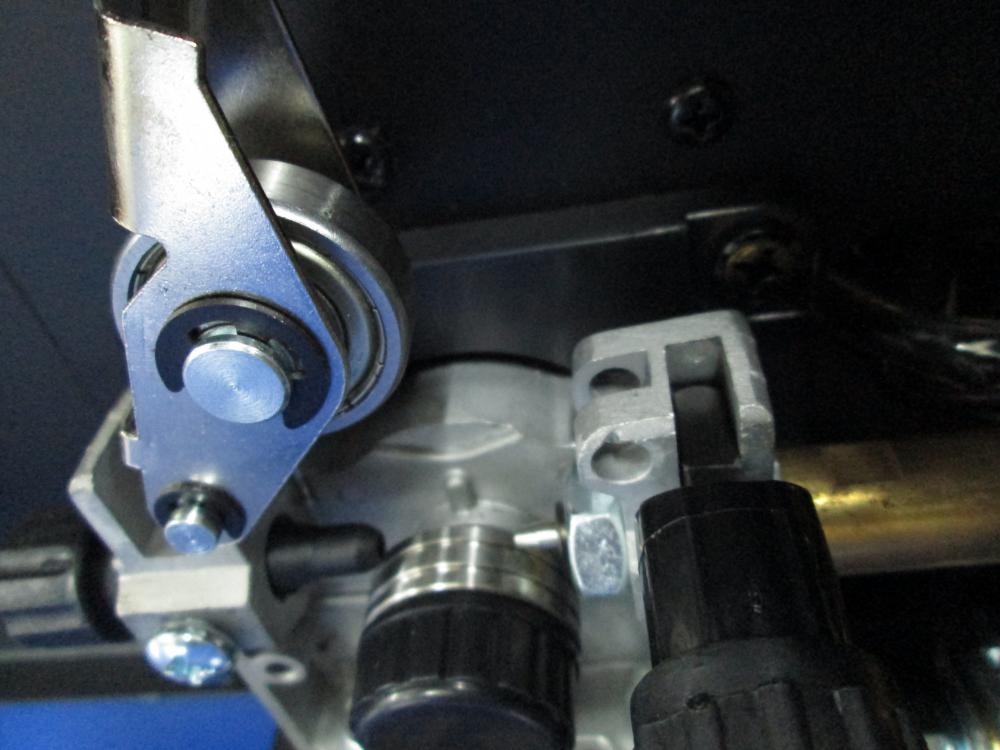
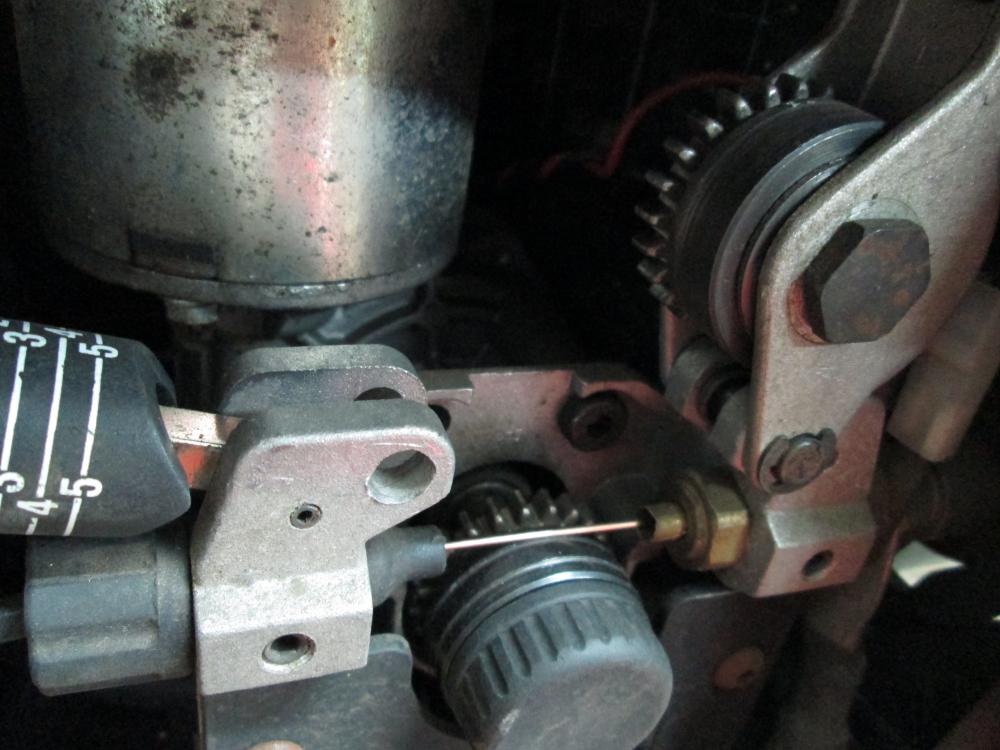
Похолодало. Перешёл на установку подогревателей. Ниссан Террано кузов R50.
4 балла
-
Здравствуйте. Вот переодели охрану на входе в АБК. Слева костюм тип А(обычный). А справа костюм тип В(усиленный). Зацените. Забыл. Клапан на кармане у фартука...
4 балла
-
Выдержки: ГОСТ 14651-78 Электрододержатели для ручной дуговой сварки. Технические условия Обозначение: ГОСТ 14651-78 Статус: действующий Тип: ГОСТ Название русское: Электрододержатели для ручной дуговой сварки. Технические условия Название английское: Electrode holders for manual arc welding. Specifications Дата актуализации текста: 10.10.2014 Дата актуализации описания: 10.10.2014 Дата издания: 01.10.2002 Дата введения в действие: 30.06.1979 Дата последнего изменения: 23.06.2014 Переиздание: переиздание с изм. 1 Область и условия применения: Настоящий стандарт распространяется на электрододержатели для ручной дуговой сварки покрытыми металлическими электродами. <br> Стандарт не распространяется на специальные электрододержатели, предназначенные для особых условий работы, например, для подводной сварки, и на электрододержатели для безогарковой сварки Взамен: ГОСТ 14651-69 http://www.internet-law.ru/gosts/gost/24590/ http://f5.s.qip.ru/IA4wMusT.png http://f5.s.qip.ru/IA4wMusQ.png http://f5.s.qip.ru/IA4wMusP.png http://f5.s.qip.ru/IA4wMusO.png И за штыковой лопатой, и за деревянной тачкой,- тоже великие стройки. И что?...3 балла
-
http://www.yaplakal.com/html/emoticons/rulez.gif http://cs624530.vk.me/v624530883/5d25/0SX-CFk2Lh0.jpg3 балла
-
"Не стреляйте в тапёра! Он играет, как умеет..." http://www.youtube.com/watch?v=q5BP3eFCp-s&feature=youtu.be3 балла
-
)))
3 балла
-
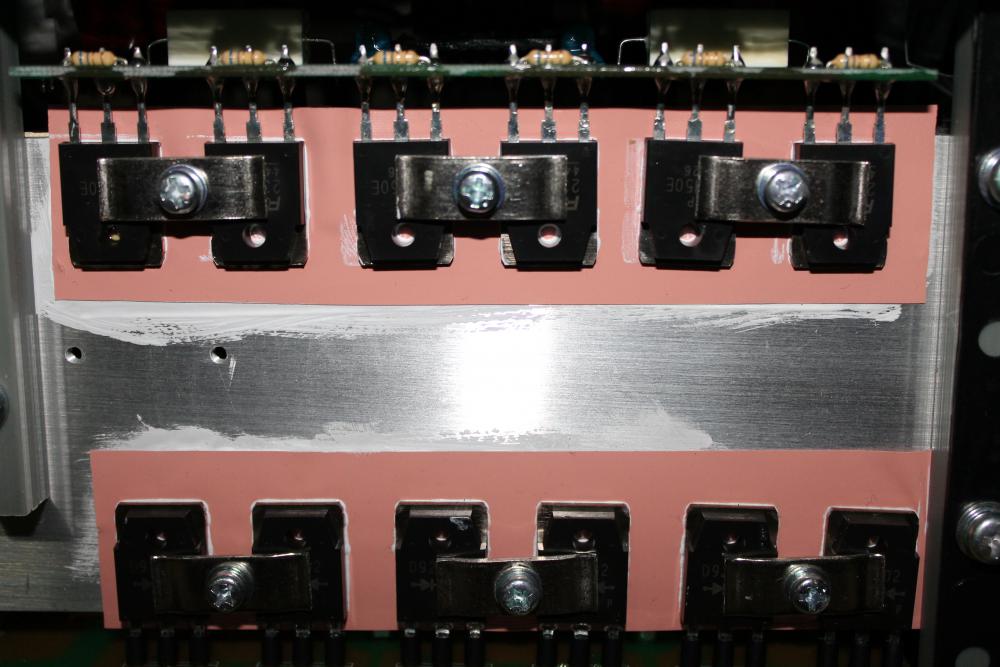
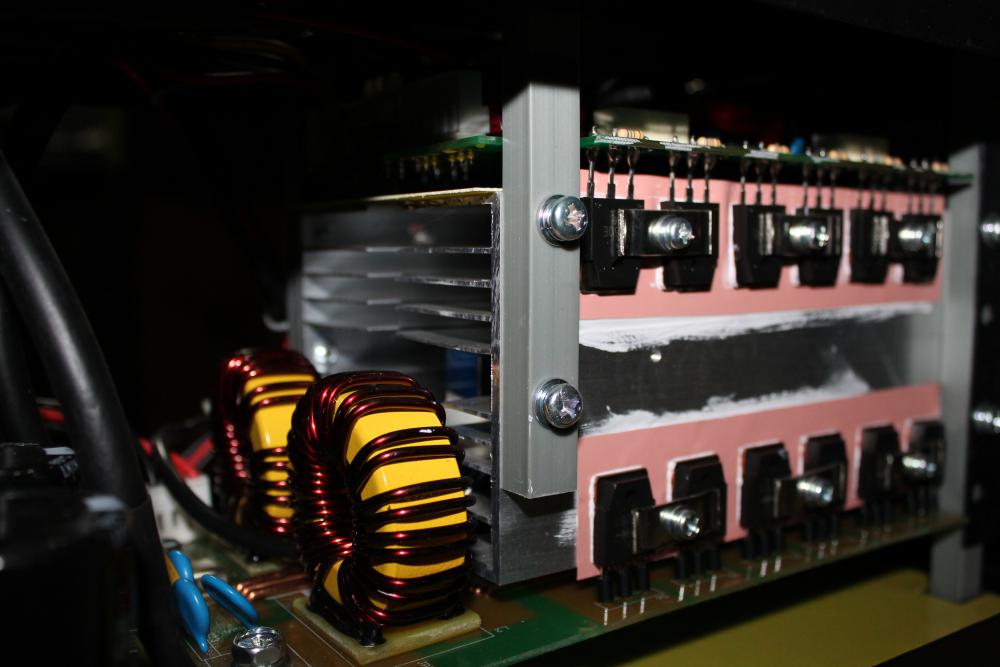
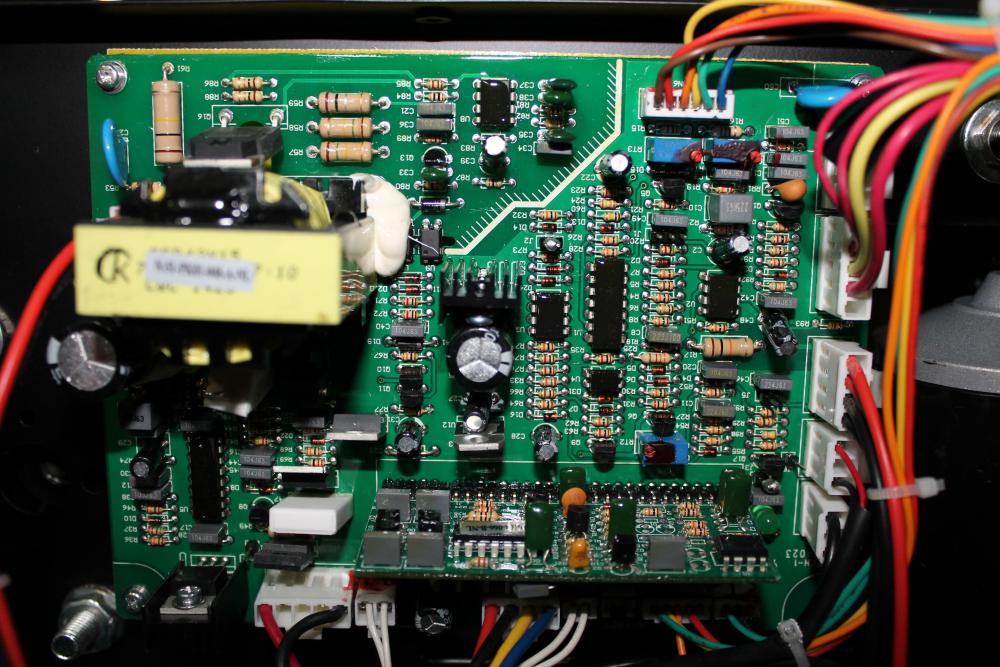
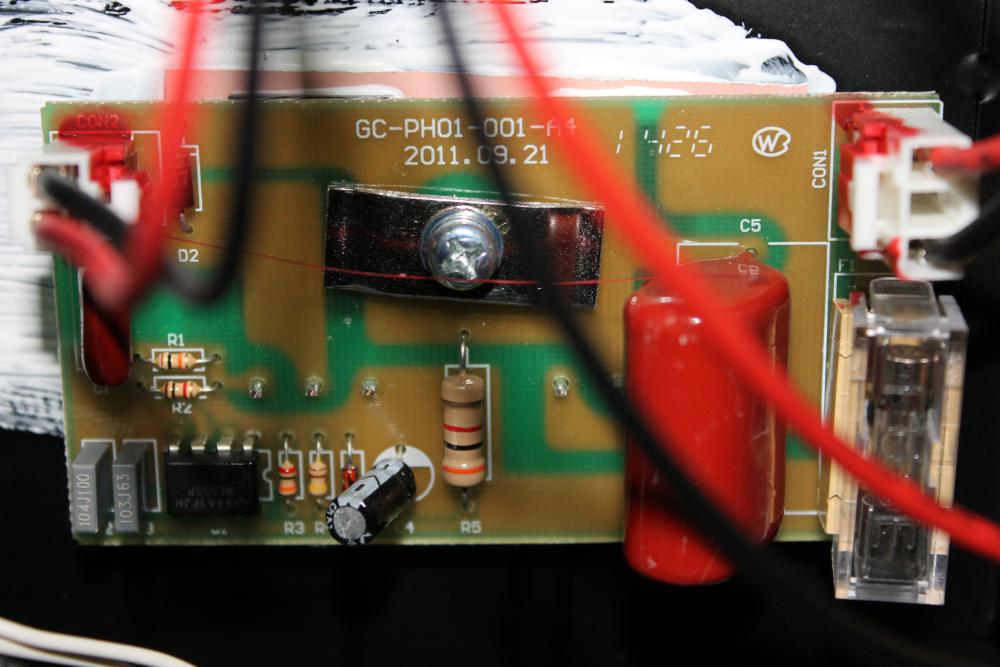
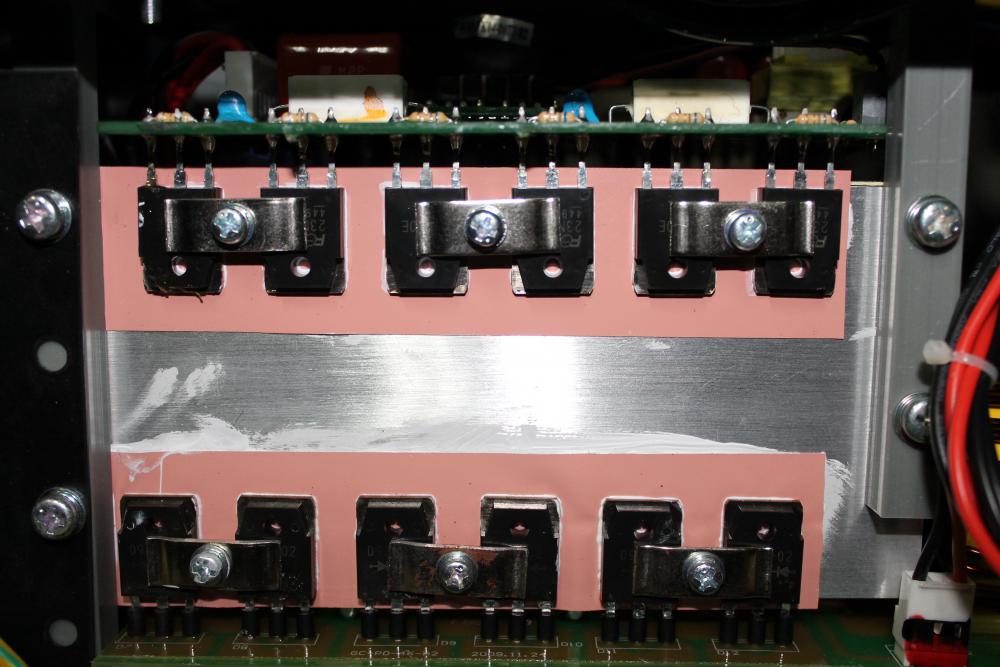
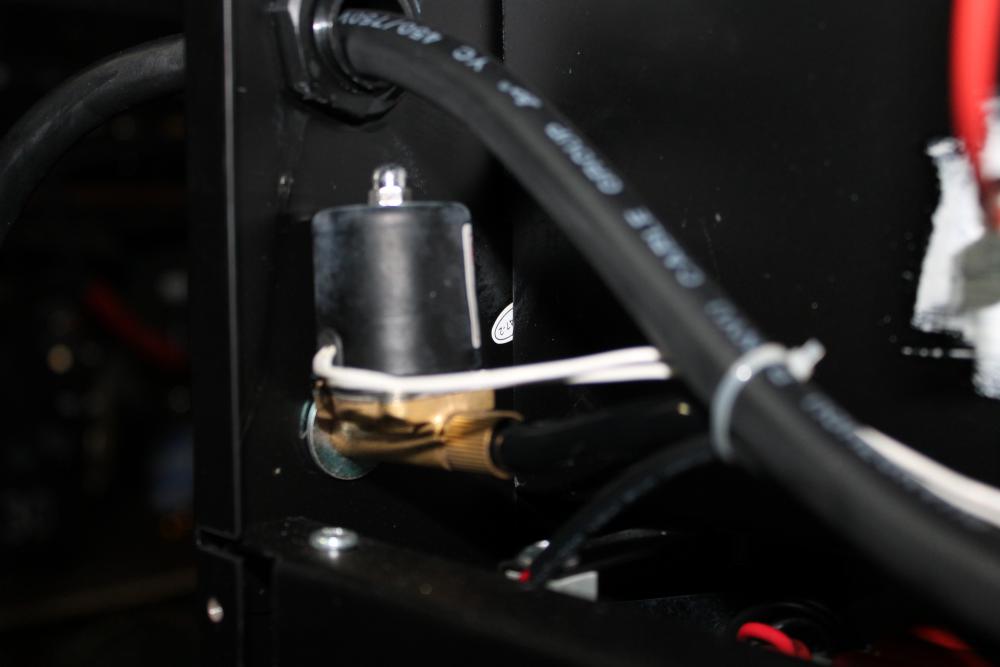
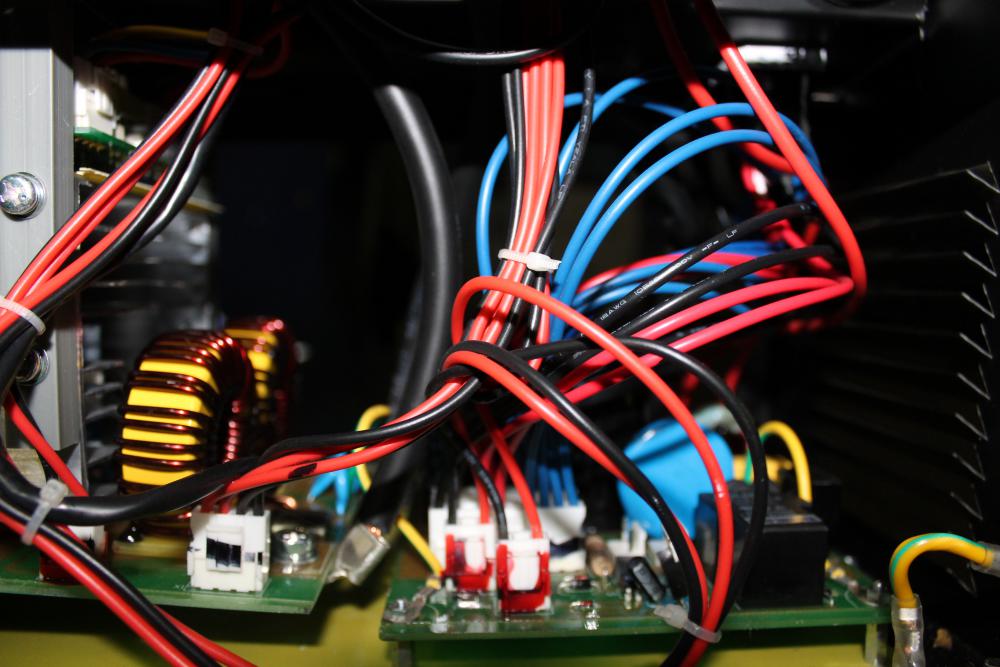
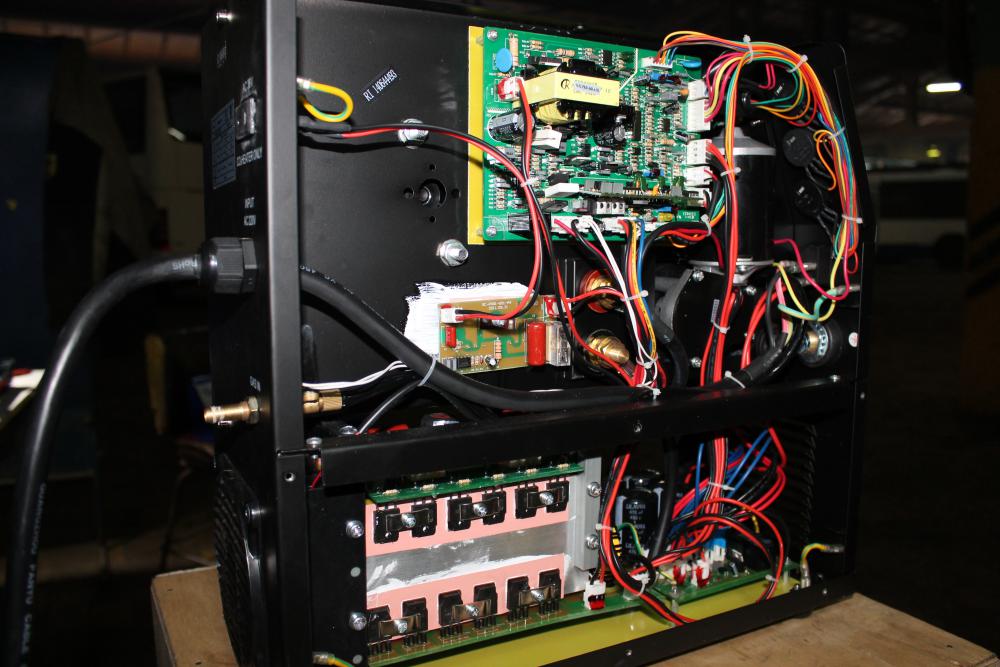
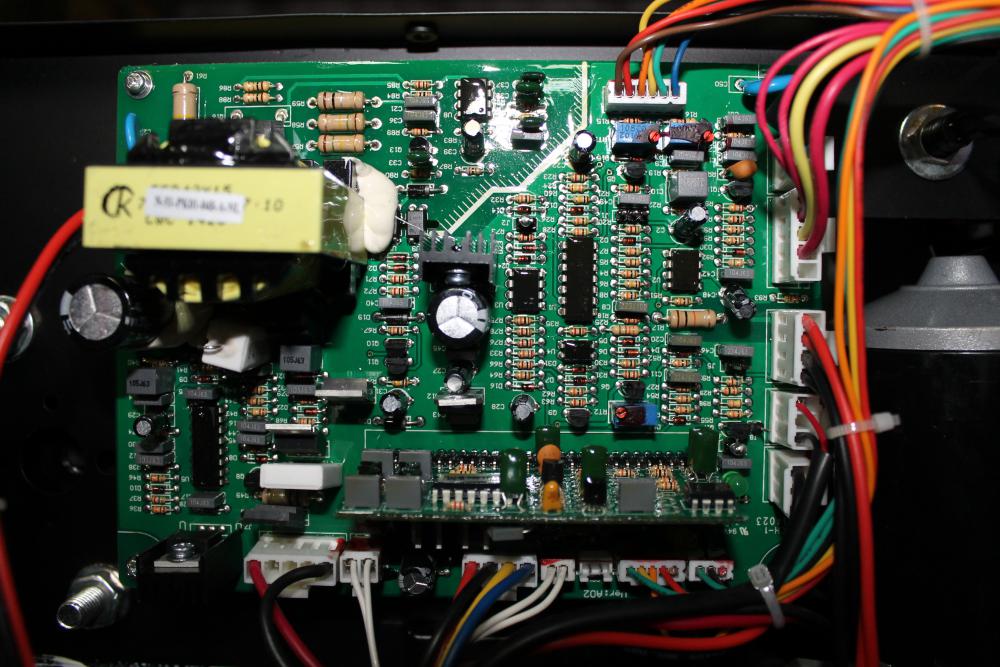
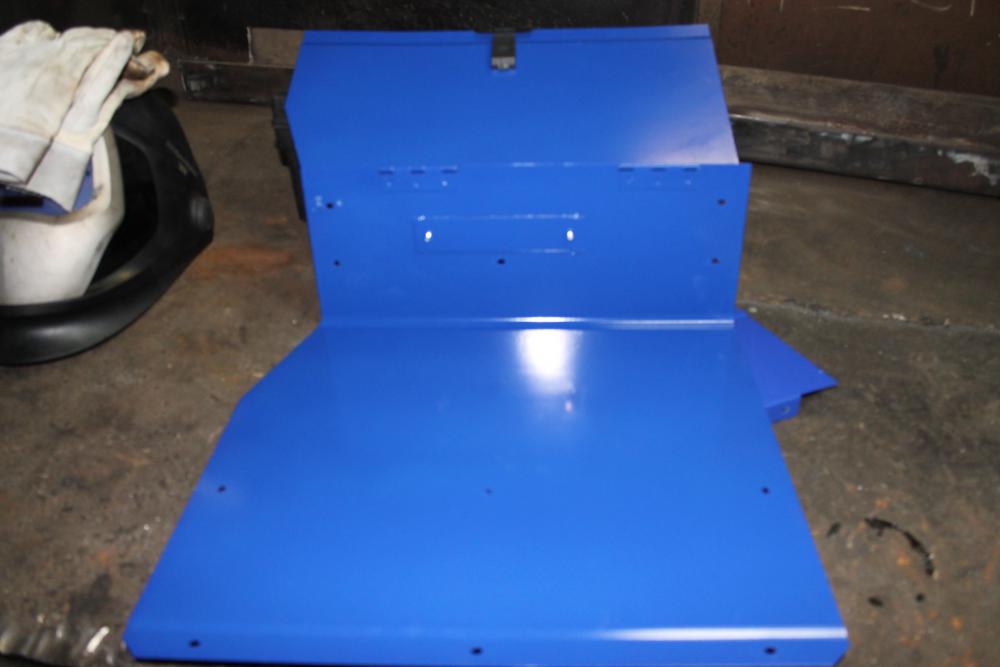
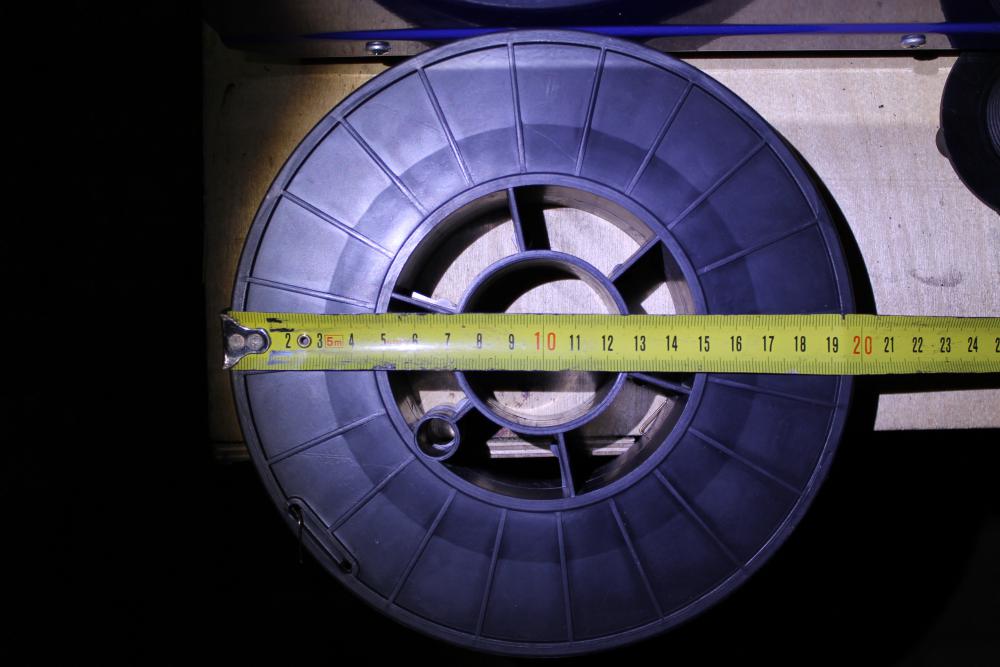
Далее. Начинка аппарата. Прошу "технарей" прокомментировать, если сочтёте нужным. Хоть убейте, не пойму! Почему сообщение получается шиворот на выворот?!? Вдогонку. Разъём горелки - гнездо аппарата. И в теме Миротворца встал вопрос о зазорах между стенками отсека и бобиной. Для масштаба ничего в кадр помещать не стал - всё и так видно.
2 балла
-
....но и на великую стройку сегодня с ними не пустят. Флудить не мешки ворочать, но в итоге так скажу: Коли вас устраивают примитивные орудия труда,http://f6.s.qip.ru/IA4wMutL.png - то "по Сеньке шапка", каждый выбирает по себе, что ещё сказать....2 балла
-
@Piratwar,)))их нужно показывать после года эксплуатации. @Андрей1979,не знаю,важно или нет,клепки "ответные",в которые вставляются,все на месте,"головные":две нижние вылетели,выше одна-сломана,но не вылетела,верхняя-рабочая.2 балла
-
При настройке п\а действия следующие :выставляем напряжение в зависимости от толщины свариваемого металла (подбирается опытным путем ),за тем крутилкой"ток "(она же скорость подачи )добиваемся максимально ровного "жужжания" дуги ,далее пробуем варить необходимый металл .Если проплавление мало ,добавляем напряжение и повторяем настройку скорости подачи . регулятор "индуктивность" он же эластичность дуги в большей степени необходим для подстройке при смене пространственного положения (при слишком эластичной дуге не поварить потолок и вертикал )2 балла
-
Купил себе чешский, никаких прблем, никаких пшиков.2 балла
-
@Андрей1979,смотрится неплохо,куртка все так же на клепках?У меня уже все повылетали,хожу как пожарник возле пожара (типа жарко),а на улице прохладно.
2 балла
-
@Шурпет, при измерении напруги прибор включите на постоянку не смотря на то что возле розетки написано АС2 балла
-
Два последовательных редуктора полностью избавляют от этой проблемы и стабилизируют расход газа. Так что не заморачивайся с розеткой и подогревателем.
2 балла
-
Инверторный сварочный полуавтомат AuroraPRO OVERMAN 180 Всем добра. Так, ну что? Приступим, пожалуй? Сначала будет - эпистолярный жанр, так сказать, далее - иллюстрации если никто не против, хорошо? Постараюсь соблюсти соотношение "фото -> комментарий к нему". Сразу оговорюсь, что раз выпала возможность, посылку из ТК я забрал сразу на рабочее место. Поэтому интерьер - не очень "выставочный", как говорится -"из огня - да в полымя".) Зато условия для испытаний - самые, что ни на есть - производственные! Упаковка - весьма добротная, со всех сторон - пенопластовые прокладки + коробка обтянута п/э плёнкой. Вскрываем. Сразу же находим рекламную продукцию и сопроводительное письмо, с пожеланиями от поставщика. Далее - "навесное" - горелка, кабель "массы" с зажимом на 300 А и 3-метровый газовый шланг. Кстати, про наличие шланга в описании комплекта поставки сказано не было - такой небольшой, но нужный бонус). Вместе с горелкой находим 3 запасных токосъёмных наконечника и универсальный ключ, в просторечии - "семейник". Ещё есть два обжимных хомута для крепления газового шланга на штуцерах аппарата и редуктора. (Забыл сказать. Теперь я понял, что имел в виду один из пользователей, когда спрашивал про "болтающееся сопло на пружине" . В данной горелке - все нормально, ничего не болтается, и уж тем более - не раздражает. Пока - не раздражает :P) Прищепка - вполне обычная, в меру тугая. Шунтирующая перемычка между щёчками - медная, а вот сами щёчки - железные с покрытием "под медь". Проверил - магнитятся, даже не поленился царапнуть одну из накладок отрезным диском - да, блестит белым :-) Помимо шунта, из цветного металла в зажиме, судя по всему - только шпилька, которая крепит наконечник кабеля. Сечение кабеля - 25 кв. мм., общая длина - 290 см. Байонет - тоже стандартный, СКР 35-50. В гнездо аппарата устанавливается туго, но без излишних усилий.
1 балл
-
Сегодня тоже получил 175-го. Если аппарат ПРО, то механизм протяга должен быть хотя бы двух роликовый. Двухроликовый это такой При осмотре не порадовало вращение опоры крепление катушки под проволоку(нет плавности вращения). Устранил подчистив заусенцы литья и немного смазав силиконовой смазкой. Также не порадовало отсутствие ролика под 0.6 мм проволоку и минимальный сварочный ток на МИГ/МАГ с 50 А . Непонятно, как привязать 50 А к 0.6-й проволоке , когда на ней ток нужен от 20 А. Также удивило отсутствие инструкции пользователя на русском языке на данный аппарат. Кому лень читать всю тему: Отчёт по тестированию данного аппарата Аврора Спидвей 175
1 балл
-
Дык на него вентилятор дует . Я думаю что эти с завода стоят гораздо лучше чем те что продаются в магазе (105 С).1 балл
-
Поздравляю! Ну как на FUBAG inMIG-160, вполне хватает, не буксует! Ну, это пока что мелочи. Ну а это болезнь большинства простых аппаратов. Устраняется напильником, или изготовлением собственной опоры за место имеющегося.1 балл
-
@DED 1,кувалда,кирка и лом заменяют перфоратор.1 балл
-
нормальный мультиметр на диапазоне АС должен мерить именно переменную составляющую но дешовые типа MY83 показывают в том числе и постоянку на диапазоне АС некоторые советские Цешки тоже фильтровали постоянку (ц4352,ц4312)1 балл
-
Разъясните дураку, недопонял - при измерении постоянного напряжения прибор в любом положении (АС, DC) должен показывать в моем понимании, хоть что-то, вопрос только в правильности показаний, а если мерить переменку на диапазоне DC, тогда он ведет себя, как на первом видео, у меня всегда так было... Как так в данном случае все наоборот???1 балл
-
@barin716, http://www.youtube.com/watch?v=G8JtrALHc6s http://www.youtube.com/watch?v=eg8CiONbe2s1 балл
-
Зато опыт 1 к 3 и на нормальном ТИГе потом за работой просто отдыхаешь))). Это почти как после спецназа в обычное русло1 балл
-
Все зависит от марки и от толщины свариваемого алюминия. Мягкий алюминий 2-5 мм варится практически любым п\а, а вот дюраль похуже, а тонкий только с пульсом, пульс - это чередование малого и большого тока, а не чередование полярности, так что п\а алюминий по определению варят постоянкой или пульсирующей постоянкой, а не переменкой, переменка нужна только для tig.1 балл
-
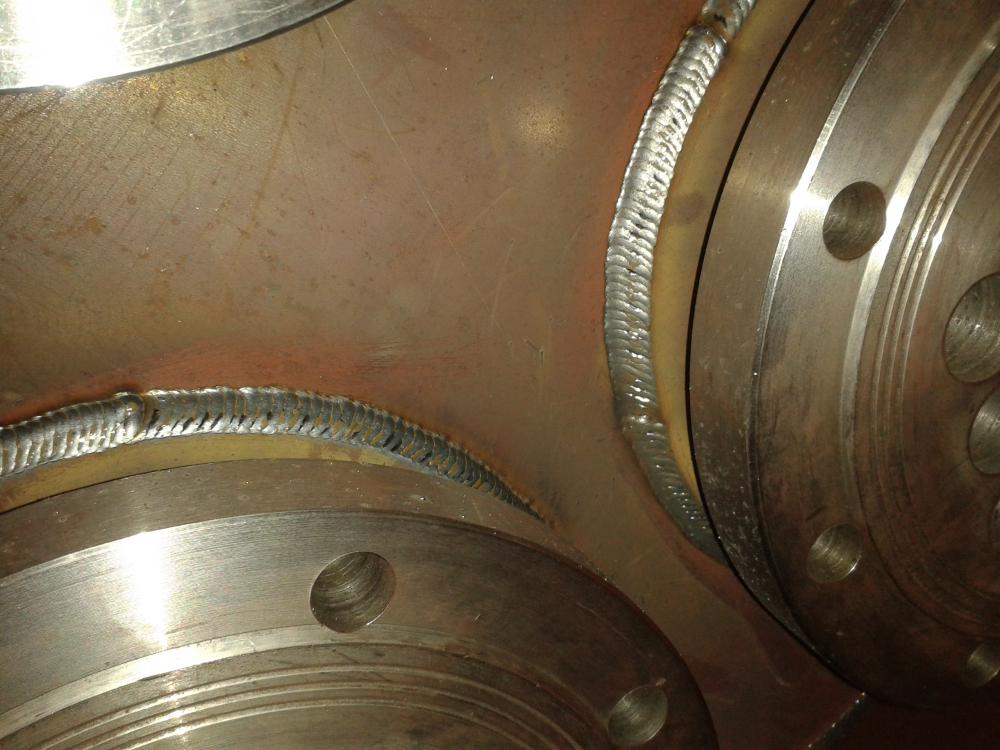
@Георгий 11, не стоит браться. Во первых - очень сложно будет добиться герметичности. Во вторых - сварка чугуна - это не сварка в полноценном понимании, а ремонт, поэтому равнопрочного соединения вы не получите, а значит может не хватить запаса прочности и порвать шов давлением. Усиление в этом случае - тоже не понятно как делать, если только стягивать механически на болты какой-то бандаж. В третьих по трудозатратам и сварочным материалам дешевле будет сварить целиком новую такую штуковину из стали. Где там давление-то? Вроде корпус порвало, а трубки целые и вообще что это такое?1 балл
-
@Миротворец, чтобы ПА варить алюминий на постоянном токе... Ну это как минимум должно быть военное время, чтобы так прижало1 балл
-
Для удобства позиционирования прижима проволоки к ведущему ролику, шкала условная для ориентировки.1 балл
-
Решил сегодня ТИГ помучать на алюминии. Электрод 4 мм белый 50 А АМг5 3 мм., как ни странно, но варит. Это на тот случай, если нет проволоки для п/а, тефлонового канала или ещё какие нибудь проблемы, а варить надо. Электрод 4 мм выдерживает примерное ампер 60 и в стык можно заварить 4 мм по толщине. Правда руку придётся набивать не один день, ведь нет ни поджига ни спада и вообще "жесть")). Но это так для общего развития, да и аппаратом это не предусмотрено. http://youtu.be/5RmSn3s-PfI
1 балл
-
@Шурпет, если канал забьется или проволока приплавится к наконечнику, то проволока завивается в пружину именно в этом месте, а если у вас вход максимально близко к ролику, то ролик просто проскользнет. Система инерционная, сразу не останавливается подача. Кстати по поводу настройки усилия прижима проволоки - советую притормаживать проволоку пальцами на выходе из сопла, если ролики проскальзывают и при этом проволока не заминается - затяжка идеальная, если заминается - ослабляем.1 балл
-
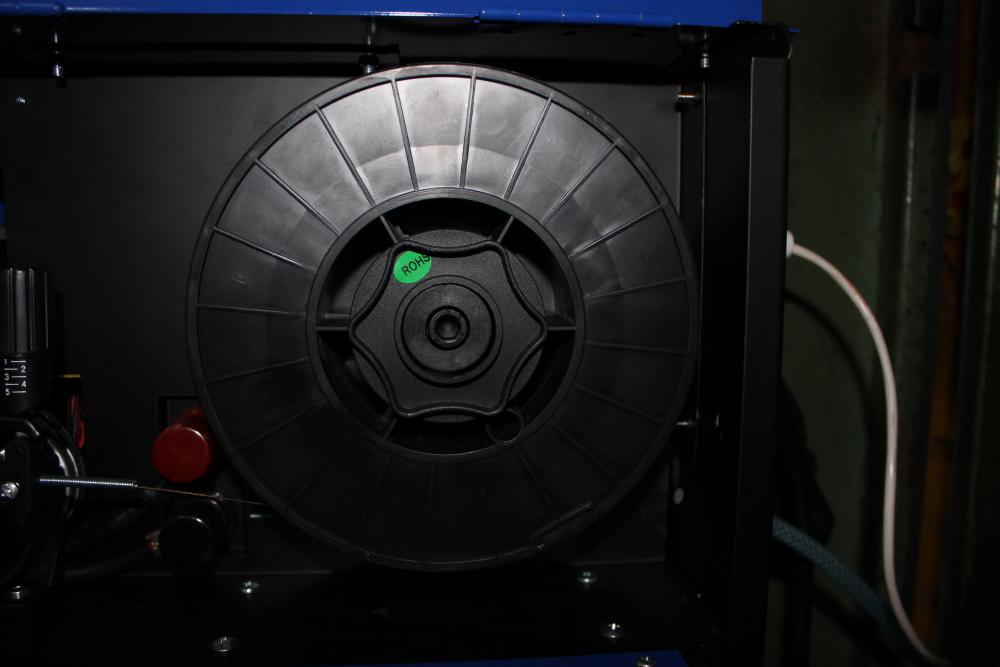
Ну вот как-то так - Когда вставляешь, чуть цепляет бортик корпуса. Никогда не обращал на это внимание, раз в неделю(как максимум) поменять катушку - никаких неудобств. Из области вредных советов - кого сильно напрягает, можно чуть корпус подпилить
1 балл
-
- Прекрасное решение. Я по недомыслию держак от ЕСАБ на стол ложу или на изделие цепляю. п.с. И не говорите.,что вы оставшиеся пол-электрода аккуратно вытягиваете пассатижами. Знаем...: - шварк об ближайший угол, - и полетело куда-то назад, через голову. - Вы действительно считаете это "забавным"? Проще говоря, книгу писал офисный планктон, оторванный от суровых реалий махрового сварщика? На зло бабушке уши отморожу(с)? Я когда пришёл в кантору и первый день поварил самоделкой, матюкнулся и после работы сходил в магазин. Утром по приходу отрубил старый держак и прицепил новую прищепку. Работает уже два года, правда щёчки обгорели изрядно от "резок", - ни пружина не ослабла и не развалился на составляющие.1 балл
-
Сомнительный персонаж. Есть такая поговорка,что слаще пареной репы не видел.Это к Вам,на счёт держаков.1 балл
-
1 балл
-
А вот подоспел очередной "подопытный", витой металлорукав - гофра из нержавеющей стали. На нём остановлюсь чуть подробнее. Сколько было споров, криков, скандалов, чуть не переходящих в банальный мордобой на предмет "а я такое варю газом / электродом, и ничё, держится ведь!!!"))) Как правило препираюсь я на эту тему либо с руководством, либо с коллегами - сварными из нашего предприятия и из соседних АТП. Очень тонкие стенки рукава, вдобавок ещё он трехслойный, общая толщина стенки - 1,5 мм., может, чуть больше. Если есть время, само собой - не спеша подготовить, а главное - зачистить, и - TIG DC на мин. токах - нам в помощь. Но. Везде эти "но", будь они неладны! Если единица подвижного состава буквально влетает с линии, и временное "окно" для ремонта данного узла крайне ограниченно - тут уж приходится наступать на горло своей песне, как говорится. Да, нержавейку "ржавейкой" варить - это не есть правильно, однако я не мог не попробовать. Чуть меньше значения св. тока, сварка "в отрыв" ( как не старался - "напроход" пока не получилось) - и проварить вкруговую смог. Промежуточный итог : в данном контексте п/а сварка - вообще, и Оверман-180 - в частности, явно опережает ММА и ТИГ. По времени - уж точно. Увлёкшись "шаманским танцами" возле сварочного стола, не сразу и заметил, что ТО-шники оставили на нём реактивную штангу от VDL-а, на которой они перепрессовали сайлентблок. Новые стопорные кольца - это из области мечтаний, да посадочные пазы для них - бугога :-) И опять же, не понадобилось лезть за ММА, настройки - на "12 часов", прихватки, и через несколько минут я уже услышал грохот пневмогайковёрта - о, ставят штангу уже!!! Зер гут!)))
1 балл
-
Десять советов сварщикам из учебника Колганова, и первым пунктом идёт.... Читаем:"Колганов Сварочные работы. Сварка, резка, пайка, наплавка": http://f5.s.qip.ru/IA4wMupT.png1 балл
-
Полотенцесушитель ,метр на два.
1 балл
-
1 балл
-
@ilyaognev, Сварить вот такую штуку по готовым чертежам и с нормальной оснасткой профессионалу с помощником? Да ничего тут сложного нет, нормальный ценник 21. Вы рассуждаете с несколько другой позиции. Вот если заказать такой проект в контору, что будет происходить? Сперва на месте человек с правильным восприятием должен увидеть эту картину, затем сделать эскизы. Потом проектировщик, исходя из эскизов и реальных размеров делает проект в каде, и на выходе выдает деталировку с размерами. Затем уже специально обученные люди, со специальным же оборудованием и оснасткой делают это непосредственно в металле и монтируют. Вы делали в одного, стало быть совместили в себе одном все этапы. Возможно вы поступили иначе, просто увидели и сразу воплощали это в металле, минуя явные промежуточные ступени. Это не важно, важно, что такая работа стоит совершенно других денег. Вы могли ограничиться, скажем, чертежами в каде, а на непосредственную работу с металлом пригласить профи за 21 тысячу ) Зато можно было бы спокойно демонстрировать фотографии сварных швов))). Ну и произошло бы все гораздо быстрее и четче.1 балл
-
Сварочные работы перервались траншейно-канализационнымии. Да не простыми, а по болотистой местности. Копаем траншею, а водичка прибывает. Цыганская Сантехническая бричка и её содержимое. Подключаем к работе мотопомпу. Подсыпка, трамбовка. Слесаря прикалываются. Родео... Раскладка и засыпка. Что-то стало грустно. Ааа... Вот оно что... Сварки не хватает! Судьба мило улыбнулась, оскалив зубы... При обвале траншеи раздавило "плафон" водозаборника помпы. Пластмасса-вдрызг. Ничего, сварим вечное, железяное! Из куска 159-й трубы и стального листа при помощи болгарки и сварки изобразил вот такую деталюху: Судьба продолжает прикалываться. Приезжаю в гараж, а там-опять двойка вместе с прорабом меня дожидается китайская душевая стойка. В количестве двух штук. Надо укоротить. То есть, разрезать и сварить. После двух дней "на лопате" ваять трубочки из нержи толщиной 0,25 мм-хмм... Попробуем. Разрезали, сварили, зачистили. Вроде, ничего получилось...
1 балл
-
Тогда буду вторым))) Материал АМг5, ток 150 А, присадка 5356, диаметр 2.4, аппарат Гроверс.
1 балл
-
OK буду первым, боковая стенка пду 10мм. Сварка трубных досок. Проволока 1мм газ микс2 сварка в нижнем положении.
1 балл
-
Ну вот получил я 309-ю, результат смотрите))) Скажу сразу, опыта совсем мало, а такое вообще первый раз, перегрева нет,знаю что чуть-чуть подрезал, насчет провара, думаю что все хорошо, было несколько проходов, т.к. был серьезный мандраж, поэтому кое-где наколбасил присадкой, без должного прогрева,пришлось проходить второй раз... Ну в общем жду комментарии)))
1 балл
-
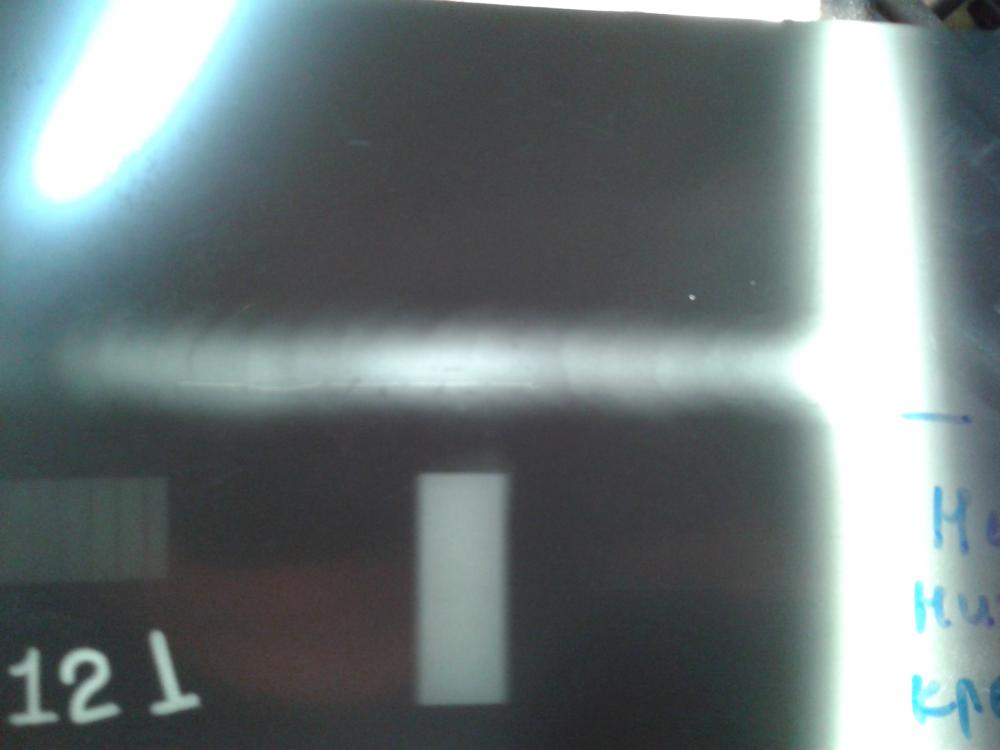
В продолжение поста http://websvarka.ru/talk/index.php?showtopic=166&p=109928 сделали 25 снимков два из них брак, фото прилагаю. С браком согласен полностью, только не могу понять где именно показало, корень чистый ,скорее всего промежуточный между корнем и лицевым или под варочный на корне изнутри.
1 балл