Лидеры




Популярный контент
Показан контент с высокой репутацией 21.05.2014 в Сообщения
-
10 баллов
-
Здравствуйте всем! Считаю,что горелки данной марки, на этом форуме. незаслуженно обошли вниманием. На Вебсварке информации по ним-очень мало, а та, что есть-весьма разрознена. Постараюсь, по мере возможности, восполнить этот пробел. Фотографии, что есть на официальном сайте АГНИ (http://www.agniru.ru...t.php?type=4193)-крайне убогие и многие особенности не отражают. Из того, что у меня на данный момент есть-это : 1. Горелка газового охлаждения АГНИ-03/07М Достаточно лёгкая и с гибким шлейфом. Вполне работоспособна на токах до 120 А.Большими не нагружал. 2. Водоохлаждаемая АГНИ-07М От младшей сестры отличается наличием контура охлаждения. Шлейф тоже достаточно мягкий. В принципе, по лёгкости меня устраивает. Нержа меньше 0,8 мм пока не попадалась,а руки, в основном, привычны к кабелю в 35 квадратов и 400-му держаку. Поэтому любая аргонная горелка в руке почти не ощущается. 3. Водоохлаждаемая АГНИ-17МУ. Имеет жёсткую, но крайне прочную изоляцию. Ручка-предельно простая, без краника для газа. Использую в самых свинских условиях, как то:выезды на полевой ремонт техники и оборудования, чужие гаражи, автосервисы, где все, кому не лень, топчутся по шлангам, роняют на них всякую фигню. Ни газовые, ни, водяные шланги при этом не страдают.Правда,"карандашный хват" этой горелки представляется трудно даже мне... Ну, собственно, она и не для этого. 07-й и 17-й горелками можно шпарить на токе в 300 А достаточно долго. Даже на переменке. Для Гроверса-200 они даже избыточны. Хотя, нет, просто с хорошим запасом. Сопла, цанги, заглушки для вышеперечисленных горелок-одинаковы. 4. Водоохлаждаемая "хитрая" АГНИ-35 КД. Токами больше 130 А не нагружал. Впрочем, куда больше-то? При максимальном диаметре электрода 3 мм. Имеется две "шеи" к ней.Короткая и длинная."Шеи" меняются легко, откручиванием накидной гайки, как на газовых горелках. В принципе, заменой "головы" на "шее" можно превратить 35-ю в 29-ю модель. Та-вообще огонь! Медное водоохлаждаемое сопло, массивная "голова". Рабочий ток-500А. Мне пока такая не нужна. Не стал заказывать. Под такую горелку и аппарат надо под стать, серьёзный. У всех, без исключения горелок АГНИ есть одна конструктивная особенность-канальная система истечения газа. То есть,газ не из цангодержателя выходит под прямым углом к электроду и стенкам сопла,как на большинстве горелок "забугорных" производителей,а из распылительного кольца в головке,соосного электроду.Форма газового канала похожа на сопло ракетного двигателя. Всё гладко и плавно. Поэтому ламинарный поток газа образуется и без применения газовых линз. Потому, как идёт ровно, от головки вдоль цанги (имеющей очень плавные обводы) через сужающееся без загогулин сопло. Да, есть один момент. Вольфрам "до пальцев не скуришь". Расстояние от конца цанги до среза сопла приличное. Я не переживаю, "бычки" достаются коротышке-"тридцатьпятке". Итак, фото моих горелок: Частично разобранная горелка 07М Цанга. На горелке АГНИ-35 остановлюсь поподробнее. Собственно горелка. Я уже говорил,что из 35-й можно запросто сделать 29-ю. Надо только иметь "голову" и "шею" от оной. А ручка-одна. "Шея" откручивается, как насадка на газовой горелке. Да и "шею" можно менять длинную на короткую и наоборот. Уплотнения-резиновые кольца: Скручиваем сопло: Цанги и электроды на 1,6 мм,2 мм и 3 мм.У-ти-пусеньки!!! Рядом ключик для выкручивания цанги, т-образной формы. Кнопочка управления и газовый краник: Ну,вот,вроде как всё... Буду рад, если форумчане что-либо дополнят из своего опыта, а также поделятся информацией по другим горелкам отечественного производства.
 8 баллов
8 баллов -
В отпуске... Отцовскую "калину" шаманим... Ушки на защите поотлетали, лепим новые + бампер ремонтируем +крылья...
7 баллов
-
Отойдем чуть от политики,любимые картинки.
6 баллов
-
Доделал:http://images.vfl.ru/ii/1400693246/3c885cb1/5203744_m.jpg http://images.vfl.ru/ii/1400693247/a7665b61/5203745_m.jpg http://images.vfl.ru/ii/1400693247/63da5a28/5203746_m.jpg http://images.vfl.ru/ii/1400693247/06c3cd41/5203747_m.jpg http://images.vfl.ru/ii/1400693248/97ae6979/5203748_m.jpg http://images.vfl.ru/ii/1400693248/369ffdb3/5203749_m.jpg http://images.vfl.ru/ii/1400693248/56330091/5203750_m.jpg http://images.vfl.ru/ii/1400693249/a9152c76/5203751_m.jpg Зак в восторге, он мужичИна на голову выше меня ну и в шырь, короче таких как я двое(а во мне 90кг), несколько раз прыгал на лестнице в разных местах-искал сыграет или нет. Не сыграла4 балла
-
Пока есть время поработать на себя, надо пользоваться. Варю простейшие очень легкие ворота на второй въезд. Труба 40х20х1,2. Стойки будут 40х40х3. Металл давно лежит, просто устал об него спотыкаться. Обварил ПА коробку замка внутренней калитки. Та же профильная труба 40х20х1,2. Заварил верх стоек, даже обтачивать не буду.
4 балла
-
В пятницу работы подвалило, теперь и вечернее время выхожу работать. два багажника, два бака, и еще какая то фигня))))
4 балла
-
С прошлого года сварку не брал в руку,да и трубу недавно дали, 5 мм стенка 159й трубы. Понятно после перерыва рука не слушается, мелкие косячки выползают . Представляю фото стыка 5 мм стенка , без раздела кромок, ширина шва 6мм (прут на стыке на фото 6мм), зазор 2мм. Зазор выставил электродом 2 мм Ано-21. В фото видно лб -2,6мм не идет в зазор с 2 мм. Так вот соединение с-2 в студию,некоторые пояснения в названиях фото. Сразу все фото к теме не вставляются,еще дабавлю. вот еще фото к теме. еще подкинул . Будет конкурс с призами на С-2 по госту,сообщите,я потренируюсь. Ну и на закуску, пропилил в трубе тонким диском зазор 1,6мм в толщине 5мм , проварил кусок лб-2,6мм. проплавилась толщина при таком зазоре. Вставлял в зазор электрод 1,6мм МР-3. Так пришла мысль что 5 мм варили всетаки с зазором 1,5мм и наверно это было в один проход. Так примерно сделали когдато С-2 по госту в номинале.
4 балла
-
Сегодня с горем пополам домучал еще одну. Опус о том как было. Заказали к тем двум что делал ранее на таун - хаусах. Сразу предлагал три, но отказались от чердачной. Мол нам бы что полегче, или вообще что то очень легкое. Мне лично ничего кроме алюминиевой стремянки в голову не пришло. А потом передумали, долго везли металл и расходники. Потом спину прострелило. В общем не шла у меня эта лестница. Делал эту вместе с предыдущей, которую другу ставил. Но из за затупки посредника в выходной установить не удалось. Сказали что там делают стяжку и мол никак. В результате среди недели стяжку все еще делали, а в выходной как оказалось можно было и поработать. Тогда бы мы её с друганом за день уконтропупили. А так эпопея растянулась на два! Собственно в виде полуфабриката лесенка двухмаршевая выглядит вполне скромно. Утром загрузил и отвез. Хорошо зятек таксист у меня. Помог. Верный мой подсобник серед недели работал( На месте обнаружилась приличная толпа узбеков. Делали стяжку. В общем мы начали активно мешать друг другу, но что делать, все по доброму понимали ситуацию. Я сложил вещички в уголок и потихоньку начал. За день удалось выставить каркас, а после пяти подъехал друг. С ним пять ступенек собрали. Еще и прожектор не взял. Почему то показалось что там было светлее когда замерял. А на самом деле темень хоть глаз коли. Вроде глазами видишь а как прицеливаться надо, так ничего и не разглядеть. На другой день привез. И из за того что узбеки плотно ходили рядом, пришлось городить настил. Так что бы они мне и я им совсем не мешали. Заволок все под лестницу на настил. Сварочник примастырил на фанерку, сам по жердочкам. Как оказалось не ленивые парни лупили стяжку аж 11см. Зачем не ясно. Это позволило мне немного приподнять всю лесенку. Перестраховался от того что верхняя ступень выйдет высокой, если на чердаке такой же слой вдруг зальют) Дело шло.
3 балла
-
Вот чем я "лапшу" стыкую. ТМУ с характером! Очень любит прокалку, иначе мстит неравномерным плавлением обмазки. "отрыв" не люблю - у меня с "порой" неприязненные отношения. По мне проще уйти назад на секунду при видимом перегреве кромок.. подумаеш - сопля будет, болгаркой уберу. Вообще 15я труба - ещё та нервомотка. Заставляю Пилориста снимать усиление и произносить фразы -" 1) вот, тут пора.. 2) всё нормально.. перекрывай". Считаю лучше проверить шов болгаркой и перекрыть, чем делать сброс воды повторно. Пока метод не подводит.
3 балла
-
Не сочтите за рекламу. Хотя, чего там лукавить, реклама конечно. Но так то, в принципе, полезная штука для людей. И бесплатная. Сделали у себя на сайте библиотеку документации на сварочники. В свободном доступе, с возможностью он-лайн просмотра и скачивания, поиска по артикулу, наименованию, производителю и серии. Около 830 наименований аппаратов и оснастки в общей сложности есть сейчас, в скором будущем докинем ещё. Ну, и если есть какие-то пожелания или предложения по совершенствованию, дополнению. Особенно в части поиска нужного документа. Хотелось бы услышать мнения людей. Ссылка на библиотеку документации2 балла
-
Что значит наверное? Там коптильная камера - лень вент. гофр-шланг из-за мелочи таскать.
2 балла
-
Чёрный квадрат? Или параллелепипед? А на улице +300С.
2 балла
-
ЯЗЫКОВЫЕ СОЦИАЛЬНЫЕ СЕТИ И САЙТЫ ДЛЯ ПЕРЕПИСКИ 1. sharedtalk.com – многоязычный сайт, доступный на русском. Бесплатная регистрация с возрастным ограничением 16 лет. Сайт предназначен не для простого общения, а конкретно для изучения языка. 2. omegle.com – сайт, созданный исключительно для общения. Вы заходите на страницу, выбираете язык, вводите интерес, и вас автоматически соединяет с человеком с таким же интересом. Регистрация необязательна. Сайт сделан на английском языке, но выбрать язык для общения можно любой из предоставленного списка. 3. langled.com – сайт доступен на русском, английском и немецком языках. Создан для бесплатного изучения иностранных языков, также есть опция просмотра фильмов и прослушивания музыки. 4. www.englishbaby.com – сайт для изучения английского языка и общения. Бесплатная регистрация, разные уровни языка. Сам сайт, соответственно, на английском. 5. www.interpals.net – сайт для изучения языков с помощью общения. Возможность завести друзей из других стран, повысить уровень иностранного языка и выучить что-то новое. 6. livemocha.com – сайт, доступный на всех языках. Бесплатная регистрация и начальный курс иностранного языка. Большой выбор курсов. Более высокие уровни – платные. Вы можете выполнять задания и публиковать их на сайте, тогда носители языка будут их проверять и помогать исправлять ошибки. Взамен вы сможете помочь другим пользователям с русским языком или любым другим, который вы знаете. Также есть функция чата с носителями иностранных языков. 7. http://www.babbel.com/?locale=en – сайт для изучения иностранных языков. Можно учить язык на своем родном или же на любом другом из списка. Регистрация необязательна, но предпочтительна. 8. http://www.busuu.com/ru – сайт для изучения иностранных языков и интернационального общения. Прост в обращении, регистрация бесплатная. 9. lang-8.com – вы создаете записи на том языке, который изучаете. Носители языка видят их и исправляют допущенные вами ошибки, параллельно комментируя важные моменты. Вы, в свою очередь, можете помогать тем, кто учит русский и пишет на нем. Это все бесплатно, требуется только регистрация.2 балла
-
@Марис, к сожалению, именно с данным узлом я не работал. Но, очень часто попадаются в ремонт другие представители подобного сопряжения "сталь-чугун". Это-балки мостов автомобилей. В конструкции с чугунным картером редуктора и стальными "чулками" (т. н. конструкция типа "Спайсер") основную роль играет натяг в паре "вал-отверстие". Сварка идёт в качестве контровки и выполняется электрозаклёпкой через специальное отверстие в чугунной детали. Электрозаклёпки в заводских условиях выполняются полуавтоматом в углекислоте и проволокой Св-08Г2С. При ремонте использовал как полуавтоматическую сварку, так и штучные электроды типа ОК-53.70 и им подобные. Главное, всё же-натяг. Если сопряжение прослаблено-то порвёт любую сварку. как шов по периметру, так и электрозаклёпки... Это проверено на практике Обратите внимание на размеры вала и отверстия.2 балла
-
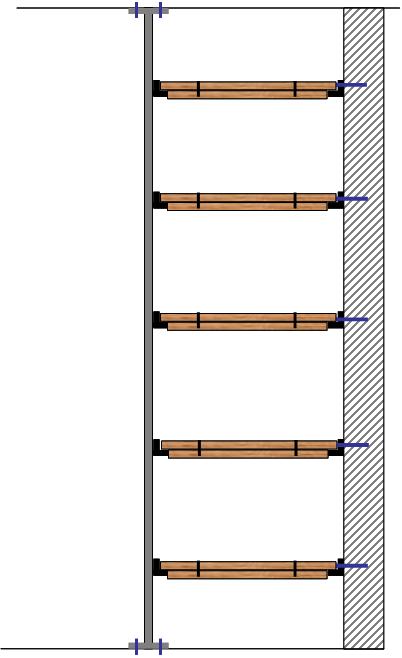
Продолжаю строительство.Приваривание креплений,самый сложный момент-Выставить и не промахнуться в размерах!
2 балла
-
@Isperyanc, у меня запилы сделаны под 125 диаметр. Маркер наверно не надолго.
2 балла
-
Приветствую. Начало. http://images.vfl.ru/ii/1400605538/2ebdb37d/5193558_m.jpg http://images.vfl.ru/ii/1400605540/c8b32415/5193559_m.jpg http://images.vfl.ru/ii/1400605540/5688703f/5193560_m.jpg http://images.vfl.ru/ii/1400605541/fae0e193/5193561_m.jpg http://images.vfl.ru/ii/1400605541/4a533b78/5193562_m.jpg http://images.vfl.ru/ii/1400605541/14217be6/5193563_m.jpg http://images.vfl.ru/ii/1400605542/a80284f5/5193564_m.jpg http://images.vfl.ru/ii/1400605542/60e4aa64/5193565_m.jpg http://images.vfl.ru/ii/1400605011/60100c1f/5193436_m.jpg http://images.vfl.ru/ii/1400605012/2204da3f/5193437_m.jpg http://images.vfl.ru/ii/1400605012/7157b8b8/5193438_m.jpg2 балла
-
@welderman, рубль-вообще отличное средство от безграмотности, склероза и безответственности. Если принудительное обнуление зарплаты за определённый срок с первого раза не помогло-то выход один:импичмент...2 балла
-
Не знаю,смешно или грустно: не более 20 дней назад,морозил морду лица по тундре,звонит мне главный по МТС(мат.-тех снабжению) и говорит,встреть,мол и проконтролируй получение супер-пупер электродов на приличную сумму с тремя нулями...а на хрена говорю,в ответ,вроде ничего такого в производстве не наблюдается....так это не тебе!!! это механику!!! на бульдозер!!между прочим,если тебе так интересно,раму варить...Дык это же электроды вроде как переходные сталь-чугун?!!!Так это же рама там ЧУГУННАЯ!!...в лёгком ступоре спрашиваю-кто тебе инфу дал подобную? чуть не падаю-бригадир! монтажников! он у нас давно работает!!! это преамбула была... Приезжает генеральный,смотрит-супер-пупер электроды в диспетчерской лежат...чего бульдозёр не варим??? так не нужны вроде как..ааааа!! где механик?? мать-перемать,нахрена мы их купили?!!! Пообещал линейному с главным механиком аванс этими электродами выдать...Мораль-консультации со спецами экономят личный бюджет2 балла
-
не знаю,как насчет поржать... дают у нас в ж/д кассах с билетами вместе. если реклама-то смешно. если намек-то не очень..
2 балла
-
Эту цитату Кличко мне не дано вызубрить. http://www.youtube.com/watch?v=w5VtgQ-TrUs2 балла
-
П/а .Дугой вперёд ,первый проход, с проваром корня. Обратный валик: Второй проход:
2 балла
-
Вертикалы на косынках свай; ток 100 А электроды уонии 13-55 d 4мм, варилося с ВДМ-ки, на втором фото ток 120А варилось без отрыва дуги лень до балластника идти было с потолка на вертикал переключать и тем более дело шло к обеду, последнее фото варилося с технотрона ток 125А. Потолок, ток 135А электроды уонни 13-55 d 4мм. ак3797322, вставляйте пожалуйста свои фото в текст поста, чтобы было понятнее, где какой ток и пр. положение. А.В.
2 балла
-
Кромки-6 мм, катет-6 мм. Вертикал.Электроды-LB-52U ф4 мм. Слева-в отрыв, ток-145А, справа-без отрыва, ток-118А. Пришлось нашему куратору показывать на практике разницу между дорогими и дешёвыми электродами. Итак. LB-52U и УОНИ-13/55 пр-ва г Омск. ф 4 мм Вертикал безотрывно. Ток-120 А Нижнее положение, ток-180А
2 балла
-
Делал по просьбе столик и лавочку на кладбище. Решил объединить в одно изделие все Профтруба на каркас, полимером набрал седелку и столешницу. Вот что вышло. Изделие уже установлено.
2 балла
-
Есть у меня хороший знакомый.Он работает сварщиком в фирме Глины Донбасса.Глину эту в Германию отправляют,есть в ней что то ценное.Человек как говорится позитивный и безотказный со всех сторон.Приключилась с ним беда,врачи обнаружили онкологию в желудке.Начальство не долго думая отправляют его на лечение в Германию.Через месяц приехал помолодевшим,вылечили сразу.Сказали что повезло что ранняя стадия и попал к ним.Вот такие начальники,а могли бы уволить и все,по состоянию здоровья.Кстати это все безвозмездно было.2 балла
-
2 балла
-
Продолжу. Второй день обещал скорую развязку. Но это я так думал! Между 11 и 12 часами вырубили свет, сказали не будет до четырех. Настроение ушло в минус. Но что поделаешь. А так хорошо шло. В результате проб и ошибок я пришел к варианту с косоурами собранными из балки и плоских боковин. После монтажа каркаса остается вварить уголки и полосы. Приспособился уже при помощи зажимов и полос фиксировать одну плоскость. Варю изнутри, хоть и выгибаться приходится, зато потом зачищать не нужно. Исключение первая ступень. Туда жбан в маске не пролазит) Так как почти все покрасил дома, после осталось подмазать только боковые полосы и места где грунт обгорел. Жаль только свет дали в начале пятого. Вскоре подъехал друган и помог добить. Всю лестницу сфотать не вышло, маленькое помещение там. Да еще и свежая стяжка.
1 балл
-
Верно. Шланг http://www.mptplastic.ru/articles/art6.html на любой вкус1 балл
-
@Урий, есть много разных вариантов, но я бы не называл их простыми. Везде нужны люди, техника, время, желание и т.д. @Sakhalin_Cat, такого планах нет и скорее всего не будет. Напомню, что тема немного не об этом.1 балл
-
Пишите ему в личку, возможна она к мылу у него привязана.1 балл
-
Если навести стрелку курсора на ник представителя компании,то увидете ,что он не появлялся на форуме с 25 апреля.Наверное отпуск затянулся.Остается только ждать.1 балл
-
Фото конечно выложить могу, но кто не видел черный квадрат. Сижу под недоделанной лестницей. В темном углу. На улице жара, а туть хоть прохладно. Отрубили свет, сказали не будет минимум до четырех. Гена киловат на семь очень бы пригодился. Но нету. Вот такие будни(1 балл
-
@Илария, @АВН, извиняюсь, что не разобрался с разделами форума. @saper24, спасибо за советы. Раз уж тема про выбор полуавтомата, то замечу 1 особенность - у нас в Беларуси похоже продаются другие аппараты нежели в России. По штудированию интернета можно составить примерный список (по моему мнению) в порядке убывания качества Китайских MIG/MAG: Spark, Solaris, Eland, Nikkey, Skiper. Отдельно с малым количеством отзывов идут Jasic и Mitech. В общем из этого списка больше всего советуют Spark. Но я так понимаю в России такой бренд (если так можно сказать) не продается. Какой аппарат считать более или менее качественным среди Китайских?1 балл
-
@Марис, показанные вами детали ни в коем случае не могут быть изготовлены из чугуна. Это сталь. Варится обычными сварочными материалами. P.s. Теперь, когда вы разобрали полураму, как вы намерены соблюсти при сборке параллельность труб и соосность присоединительных отверстий? Советую изготовить сборочный кондуктор.1 балл
-
Добрый день! Варил похожие детали обычной ОК-46 всё держалось. Главное зачистить и проварить нормально желательно в горизонтальном положении. Для пущей уверенности можно также взять ОК48. Полуавтоматом думаю что тоже всё будет хорошо. Для упрочнения конструкции можно поставить косынки из 4-8 на местах стыков труб и рамы.1 балл
-
@Elektro_D, Я бы, если стационарный, то сделал так. Уголки или профтрубу к стене на анкера прикрепил, что бы на задние стойки не тратить материал. А передние стойки расклинил меж полом и перекрытием тоже на анкера. Если настил из фанеры то через 60-70 см, на саморезы, к низу прикрутил бы усиливающих брусочков. Как ребра жесткости.
1 балл
-
@Tester, Не циклитесь на проволоке 0,6 мм. Она не панацея и проблем ваших сама собой не решит. Полуавтомат коренным образом отличается в работе от ручной дуговой сварки покрытым электродом. То что вам нужно варить и проволокой 0,8мм нормально сваривается. Главное руку набить. Кстати, и ручником такие толщины варятся. Просто вы не правильно подготавливаете стык к сварке. На таких толщинах непосредственно в стык варить очень трудоемко. Не должно быть косяков в подгонке и после фиксации точками, на минимальном токе варите, наплавляя на тело валика, по чуть-чуть продвигаясь вперед по кромкам стыка. И за маленьким начальным током в 10А не гонитесь. Это иллюзия облегчения.1 балл
-
Я курил 15 лет ( осень 1993-07.01.2008). Перед бросанием курил по полторы пачки в день. Когда пили - по 1,5-2. Есть хорошее выражение: захочешь - найдёшь тысячу способов, не захочешь - найдёшь тысячу отмазок.1 балл
-
http://www.youtube.com/watch?v=7KBQLgeKRbg1 балл
-
С прискорбием сообщаю, что абсолютной свободы быть не может... Все мы существуем в обществе, а потому свобода одного человека заканчивается ровно там, где начинается свобода другого.Что до выделенной мною цитаты-то таки не надо людям путать туризм с эмиграцией свободу с вседозволенностью, а раскованность с распущенностью. Казалось бы, чего уж проще-соблюдай 10 заповедей Господних (Космических, Общечеловеческих, да как их ещё там-кому как угодно называть) и живи свободно и счастливо. Ан нет... Что-то никак не получается... Извините, что-то расфилософствовался...1 балл
-
Ничего выдающегося. Обычные будни. Идёт сборка стропильных элементов. Наша крыша-небо голубое! (С) Обвариваем в положении "стоя" и "сидя": Готовый элемент и его опорная площадка: Сварочные аппараты Форсаж-200М, старички ВД-306Б1 и Неон ВД-201: Белим-красим Зачищаем и грунтуем:
1 балл
-
А так выглядят безработные в Гамбурге Мой во главе...
1 балл
-
Токовый диапазон-достаточно приличный. Рутиловыми электродами означенную внутриквартирную разводку можно варить от 50 до 110 А (реальных).Очень много зависит от пространственного положения и величины зазора. Горизонтальные швы можно варить без отрыва от начала до конца. С вертикальными швами-посложнее. При изменении пространственного положения сварочной ванны необходимо изменять силу тока. Это не только отнимет немало времени, но и часто мешает.Одной рукой держишь держак, второй-заготовку. Как тут ещё потенциометром руководить? К тому же, сварочник, как правило, стоит на приличном удалении. Поэтому, обычно, варят на повышенном токе. Без отрыва проходят потолок, на вертикале переходят на отрыв, в зените-снова без отрыва.1 балл
-
http://i62.fastpic.ru/big/2014/0517/27/97806db12f73a53bb9ba483bcfbc4a27.jpg1 балл
-
http://f5.s.qip.ru/IA4wMnKw.png1 балл
-
"Я узнал,что у меня есть огромная семья, Речка,поле и лесок,в поле каждый колосок, Это всё моё родное,это Родина моя, Всех люблю на свете я" ? Уж извините,не рекламный проспект.
1 балл
-
Давление защитного газа 0,6-0,8МПа,если все нормально, если горелка изношена (газовый диффузор) то можно чуть больше, главное, чтобы не было пор. Если при сварке пошли поры, значит либо сквозняк, либо качество защитного газа оставляет желать лучшего, либо давление недостаточное(или слишком высокое, когда за счет турбулентности может возникать подсос воздуха в зону сварки, особенно при сварке внешнего угла). Настраиваешь скорость подачи проволоки (она же - величина сварочного тока), подбираешь напряжение чтобы горела дуга не фыркая(нехватка напряжения) и не ожигая все и вся(с напряжением перебор). Лучше пробовать сначала на небольших режимах прямолинейные участки в нижнем положении, экспериментируя со стыковыми и тавровыми соединениями, потом когда рука привыкнет к горелке учиться варить по разделке и другие пространственные положения. Главное практика, руки сами поймут как им лучше. В зависимости от диаметра проволоки разные скорости подачи и разная сложность выполнения сварного шва. На проволоке 1,6мм сложнее, на 1,2мм легче - контроль ванны, медленнее процесс, можно ставить меньше подачу и тренироваться.1 балл