Лидеры




Популярный контент
Показан контент с высокой репутацией 21.12.2013 в Сообщения
-
Приветствую всех.Мастерам респект. Очень солидные работы, сам тоже делаю попытки в изготовлении лестниц. Занимаюсь изготовлением металлоконструкций, своя мастерская, в этом годе вот чего натворил:http://images.vfl.ru/ii/1386695040/53881581/3728417_m.jpghttp://images.vfl.ru/ii/1386695040/012e24e7/3728418_m.jpghttp://images.vfl.ru/ii/1386695040/f0be4e7d/3728419_m.jpghttp://images.vfl.ru/ii/1386695039/f55819d0/3728415_m.jpghttp://images.vfl.ru/ii/1384618398/54a94f19/3538651_m.jpghttp://images.vfl.ru/ii/1384619995/6996a50b/3538941_m.jpghttp://images.vfl.ru/ii/1380208663/eaf54901/3178356_m.jpghttp://images.vfl.ru/ii/1380208789/d72e7625/3178374_m.jpghttp://images.vfl.ru/ii/1380207436/9d6c9e01/3178185_m.jpghttp://images.vfl.ru/ii/1380045929/c95222d4/3166383_m.jpg Работаю один, только на очень сложные и тяжелые монтажи привлекаю брата(тоже сварщик), Металл распускаю или газовым резаком, или макиткой 9565, шаблоны делаю только для разметки, чтобы с угломерами не ковыряться.6 баллов
-
Моим крючкам ,на вольную тему,нашлось приминение.Вешалки
 5 баллов
5 баллов -
По просьбе клиента заглушил четыре ниши в блоке., по две с каждой стороны. От мотоцикла блок. http://f6.s.qip.ru/IA4wMjjt.pnghttp://f6.s.qip.ru/IA4wMjjr.png http://f6.s.qip.ru/IA4wMjjy.pnghttp://f6.s.qip.ru/IA4wMjjz.png5 баллов
-
Сегодня в связи с нелетной погодой,предался издевательствам над аппаратом и переводом материалов.Пробовал варить от 0.5 оцинковки до стали 6 мм.С синергетикой и без.Интересно,что параметры забитые на различные толщины в ЕСАБе ощутимо разнятся от приведенных в таблице ССВА.Отнесем это к персональным настройкам аппаратов и относительности показаний экранов.Проволока 0.8мм ЕСАБ(дарственная). Открываем крышку аппарата-все детали протяжки пластик.Для собственного успокоения подумал,что шведы (или поляки)делали-надеюсь пластик окажется качественным. Сразу скажу ,что на толщинах меньше 1мм требуется более точная подстройка (в основном на уменьшение)-или быстрый ход горелки.Оцинковку 0.5 встык никак не получилось .Внахлест получается без зачистки ,но нужно полное и качественное прилегание листов.Для толщин более 1мм все настройки понравились.
5 баллов
-
Еще "пошмалил" Вертикал сверху вниз Тавровый нижний Труба поворотный Такое ощущение,что не я,а аппарат ко мне приспосабливается Думаю ,без проблем.
4 балла
-
Короче так: Запрессовали ему гильзы чугунные, между одной пары пошла трещина.http://f5.s.qip.ru/IA4wMjjA.png сверху и снизу. Он ко мне:"Заварим?". Я - Да куда уж "заварим", выдавливай гильзу, изнутри пройду. Уехал, приехал: "Не получится выдавить, сделай заглушки а на второй стороне для симметрии тоже". - А смысл - спрашиваю, через крепёжные отверстия всё равно масло пойдёт. - "Вари, вари". Ну заварил. ТИГ, геморно - узкости, краску на рёбрах надфилем чистил потому что термостойкая-не отгорает. Саму лунку шарошкой прошел. Парень форсировал двигатель, было 1300 или1500(не помню) стало 1700кубиков http://f6.s.qip.ru/IA4wMjjB.png3 балла
-
Можно я не буду плодить новых тем,отмечусь здесь(если ТС не возражает) Первые впечатления-вчера заказал-сегодня уже получил аппарат.Сделали скидку на то,что аппарат был на выставках.Вышло 13000 гр с маской .Только затащил в гараж ,полюбовался-завтра первые испытания,тогда отпишусь поподробнее о работе машинки.Сейчас сижу читаю инструкцию.Как художественную книжку...Очень познавательно ,особенно самонастройка синергетики.Умная какая машина.
3 балла
-
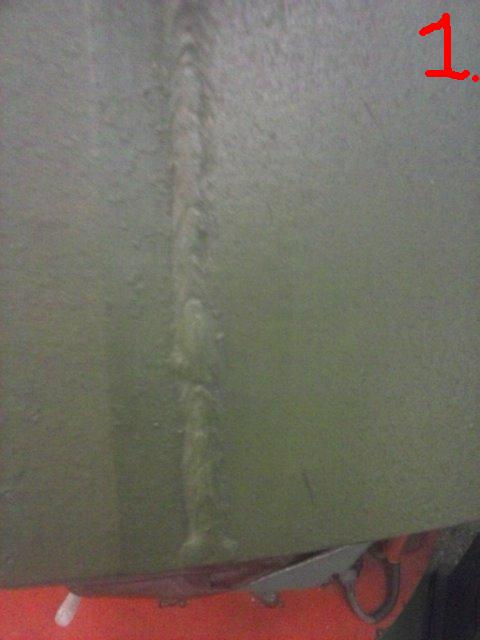
А вот в этом есть,много "но".Что, как и для чего мы(сварщики) зачищаем,мне известно. Процесс образования окс.плёнки на поверхности Ал сплава(при взаимодействии с воздухом) происходит моментально ,вопрос лишь толщины этой самой плёнки (от нескольких- 0.001мм).Зачисткой мы лишь уменьшаем толщину этой самой плёнки,достаточную для качественной сварки.Процесс очистки хорошо видно при (РАДС),вроде казалось только почистили,обезжирили и т.д.,а зажигая дугу видно как много "светлых искарок" разбегаются по сторонам шва и только после нагрева очищенного Ал сплава подаём присадку. При П/а сварке Ал сплавов сам процесс очистки, нагрева и подачи присадки проходит по другому(одновременно),дуга немного жёстче чем при РАДС (другой род,полярность и плотность тока) да и скорость самой сварки повыше будет - отсюда эта чернота вдоль шва (полностью плёнка выгореть(испарится) как при РАДС не успевает,т.с обугливается)). Наличие Mg в Ал. сплавах тоже влияет на толщину образовавшейся оксидной плёнки (больше Mg-толще плёнка-больше копоть).... Чёрная копоть при П/а сварке-это не дефект,это нормальное явление (и суперпупер пульс не спасёт).... (без копоти возможно в безвоздушном пространстве). di4 в предыдущем посте видео, робот варит алюминий,повнимательнее это совсем другой процесс (Полуавтоматическая сварка переменным током ближе к РАДС(АС)) ....2 балла
-
Уважаемый работодатель! Сегодня утром, просматривая почту, я обнаружил ваше письмо, уведомляющее меня о невозможности приёма меня на работу в вашу компанию. Я внимательно изучил ваш ответ и, с сожалением, должен сообщить, что в настоящее время не имею возможности принять ваш отказ. В течение последних месяцев мною было получено множество отказов в трудоустройстве, поэтому, как вы понимаете, у меня имеется широкий выбор, но удовлетворить их все я, к сожалению, не могу. Несмотря на ваш богатый опыт и квалификацию в области отбора персонала, я вынужден констатировать, что данный отказ слабо аргументирован и противоречит моим интересам, кроме того, он никоим образом не соответствует моим планам на ближайшее будущее. Исходя из вышеизложенного, я считаю необходимым приступить к своим обязанностям в вашей компании начиная со следующей недели. Уверен, что под моим руководством, компания выйдет на принципиально новый этап развития и достигнет небывалых успехов в завоевании новых рынков. Прошу в кратчайшие сроки подготовить соответствующие документы о моём назначении и привести размер моей заработной платы в соответствие с моими ожиданиями. Вопрос о бонусах и 13-й зарплате будет решаться в рабочем порядке. Напоминаю вам, что ваш испытательный срок – 3 месяца, по истечении которых мною будет принято окончательное решение, стоит ли продолжать работать в вашей компании. Если же все мои требования не будут соблюдены, я буду вынужден вернуться к рассмотрению отказов ваших конкурентов. Надеюсь на плодотворное сотрудничество. С уважением!2 балла
-
Понадобилась УШМ,вставил аппарат и УШМ в переноску ...Попробовал варить уголок 50х50 с зазором и аппарат стал вырубаться.Расстроился,блин.Потом вспомнил ,что переноска больше 50 м,вставил опять прямо в розетку и все заработало как надо. Маска ЕСАБ после китайской гораздо лучше.Если настраиваю чувствительность и задержку времени -все работает.Единственно непривычен зеленоватый цвет стекла.Но шов хорошо видно-на китайской даже на минимуме не вижу шва толком-хотя у нее написано 7.5-13,а у ЕСАБа 9-13. Еще не громоздка и легкая для головы.Вообщем впечатлений сегодня через край.2 балла
-
Ну,давайте знакомиться! При рождении обозвали Евгением,родом с Нижегородской земли,града Арзамаса(салют Горьковским).Учился в Арзамасском коммерческо-техническом лицее с 92-95гг.,где и получил диплом электрогазосварщика 4р.И по сей день, моя основная работа и доход,связан со сваркой,вот уже 15лет.В этом году ушёл с последнего официального места работы на "вольные хлеба"(оказываю услуги по сварочным работам),как впрочем и многие здешние "обитатели".Имею 3 допуска НАКСа (полуавтомат).Последнее моё достижение в этой области -начальные навыки сварки в среде аргона,за что ДУШЕВНО БЛАГОДАРЕН ФОРУМЧАНАМ!!! Как говориться:Будем знакомы!!!2 балла
-
Нас не победить))) http://youtu.be/8oBO8yt9Btk2 балла
-
Побывал в Централном музее Армии, что в центре Москвы, и обратил внимание на некоторые сварочные швы 1,2 - кабина БМП 3. авиабомба времён ВОВ. Калибр, кажется, 250. Бомба, по-видимому, предназначлась под разные самолёты, о чём можно судить по трём "ушкам". 4. Алюминиевый корпус боевого блока, оснащённого ЯБП. Тактический., ддоисторический. И до кучи под номером 5 фото сварочных швов "патронами" 7018, выполненными аппаратом Миллер Электрик Мультиматик 200. (Стяянул в Фейсбуке).
2 балла
-
Нашел фотки из прошлого, разводка воды на пищевом производстве (яичный порошок), для мытья оборудования каждые 4 часа, трубка 20мм нерж., варили аргоном. http://s017.radikal.ru/i426/1312/ae/64f6ab09f63d.jpg http://s020.radikal.ru/i717/1312/2d/6aa472afdbaf.jpg http://s43.radikal.ru/i099/1312/b2/c5b378dbb119.jpg http://s018.radikal.ru/i506/1312/21/087a21fce88a.jpg http://s004.radikal.ru/i208/1312/e7/c880a6059f04.jpg и заодно из старой трубы , тоже нержавейка, сделали отбойники по всем цехам, чтоб тачками плитку не били. http://s020.radikal.ru/i717/1312/92/e5565a2a9d19.jpg http://s61.radikal.ru/i171/1312/d3/8c93e72fedc8.jpg http://s019.radikal.ru/i626/1312/cb/a47fa2f30103.jpg http://s018.radikal.ru/i515/1312/b9/b1f6254e2bc4.jpg http://s018.radikal.ru/i527/1312/35/d224d115a533.jpg1 балл
-
Я вот заметил,как веб сварка появилась в соц сетях.Все больше появилось писателей,бла,бла,бла на форуме.1 балл
-
Осталось еще писать научиться и прям Джеймс Бонд...1 балл
-
@папаша, когда-нибудь, когда у нас потеплеет, предложу вам соревнование на веншний вид шва Поздравляю вас с покупкой хорошего аппарата.1 балл
-
@di4, насчёт зачистки и обезжиривания алюминия перед сваркой это обязательно в моём понимании и как то даже не подумал что нужно упоминать. Заглубление наконечника (или вылет проволоки) тоже лего выставить, на алюминии я просто сдвигаю сопло вперёд и наконечник утапливаю примерно до сантиметра. Внутренний диаметр сопла 20 мм, расход газа литров 11. Положено около 13, но и на 10-11 я никакой разницы не увидел. Проволока ф 1 мм, на пульсовом режиме пикомиг 180 более толстую не тянет. Режим сварки конечно же импульсный. Тавровый шлв получается почти без копоти, она просто выдувается в стороны потоком газа. В аргоне чистом варю, гелий для меня дороговат.1 балл
-
Кто нибудь забанит этого писателя? АВН вернись б...ь! @Сергей Никитин, я в детстве, вырвал сам себе, два молочных зуба, но мне хватает мозгов. не лезть с советами на форум стоматологов!1 балл
-
@Рудольф Шнапс, http://f6.s.qip.ru/IA4wMjj3.png1 балл
-
Политика ни разу не странная.Вполне определённая.Для стервисов по продаже и обслуге."Казнить нельзя помиловать"...Ненуачо?(С) Клиент по-любому придёт. @ARGONIUS, не думаю,что в Ваших руках Пикомиг быстро окочурится. А,вот,гарантия,скорей,раньше пройдёт.Статистика говорит о том,что ЕВМы спокойно отхаживают гарантийный срок.А там-и сам чёрт-не брат. Лично я,покупая Пико,сразу забил на гарантию и посрывал все сделанные стервисменами пломбы..Как говорится,нет гарантии-нет проблем.И поди ж ты....Заводских пломб-в помине нету.А продаваны свои "чекалочки" наляпать не преминули. Вот, ну и зачем такое "обслуживание",заключающееся в попытках поскорее подвести клиента к "кассе"?Тем более,что гарантийный ремонт в нашей стране,по большей части,нудное и тягомотное занятие.Так,без инструмента,последовательно стоящего на приёмке,экспертизе и,если повезёт,"бесплатном" ремонте,скорей,с голоду помрёшь,чем дождёшься... Так что,дело тут-в отношении к клиенту.Почему-то,получая от Техсвара Гроверса,я получил заполненный гарантийный талон и аппарат без пломб на корпусе.А,к примеру,в представительствах ООО "Мир сварки" пломбы на аппараты лепят нещадно.Скоро,наверно,придумают,как и держаки пломбировать...1 балл
-
http://ru.fishki.net/picsw/112010/22/post/lodka/lodka093.jpg http://ru.fishki.net/picsw/112010/22/post/lodka/lodka092.jpg http://ru.fishki.net/picsw/112010/22/post/lodka/lodka094.jpg Фото с апл пр.9411 балл
-
Вот это да... Самым неожиданным образом ремонт закончился признанием брака и обменом на новое (пока не получил подробного ответа что было, правда)... Надо теперь бороть неприятный мысль в голове - что вот-вот оно снова... А брак похоже всеже был, такое ощущение что ампер 20-30 минимум в горелку добавилось (при тех-же 90-120 на табло).1 балл
-
@Newbie77, http://websvarka.ru/talk/index.php?showtopic=2030 посмотрите здесь1 балл
-
влепил стойку.добил полы.
1 балл
-
Дима и наверное не увидишь.Сущность метода (П/а),процесс очистки от оксидной плёнки с одновременной подачей проволоки,плёнка не успевает полностью испариться (остатки в виде чёрной копоти по краю шва).Для П/а сварки это нормально.1 балл
-
для миг-пайки-сварки цинковой проволокой или проволокой сплава на основе меди или латуни в идеале нужен холодный процесс, у евм это coldArc (он реализован только на альфах но есть ещё так же на устаревших переходных моделях фениксов но из них есть только завалявшиеся не первый год на складе. ) у меркле это coldmig но там он доступней, например MOBIMIG 180 стоит в районе 65 тыс. потом аппарат на 300 ампер. если брать других производителей например линкольн который кстати первый и придумал этот процесс то у них он называется STT и по аналогии кемппи лорх и все остальные. Но на самом деле может и что то подобное получиться на аппаратах любых где есть широкий диапазон регулировки индуктивности или дросселя.1 балл
-
@Aлекс, http://images.yandex.ru/yandsearch?text=%D1%82%D0%B5%D0%BB%D0%B5%D0%B6%D0%BA%D0%B8%20%D0%B4%D0%BB%D1%8F%20%D1%81%D0%B2%D0%B0%D1%80%D0%BE%D1%87%D0%BD%D1%8B%D1%85%20%D0%B0%D0%BF%D0%BF%D0%B0%D1%80%D0%B0%D1%82%D0%BE%D0%B2&stype=image&lr=191&noreask=1&source=wiz1 балл
-
@папаша, А-а-а, расклад понятен. Вы с оппозицией хоть сумели договориться, у меня не получается. Непримиримая, ортодоксальная, ни на какие уступки не идет. Пока.1 балл
-
Меня тоже удивило отсутствие евроразъема.Даже SSVA с таковым. К сожалению ,пока нет-испытаю этот.Консенсус не случился-оппозиция категорически потребовала шубу-пришлось делить заначку.России поблизости не случилось и 15 млрд. не дали под евробонды.)))Ладно- поюзаю этот еще подсобираю.1 балл
-
@Сергей Никитин,я вот 15 лет сварщиком работаю, у меня бывает...бежит по стыкам, а все почему? Потому что нагрузки видимо слабые были, а вы за год "надрочились"-молодца.1 балл
-
1 балл
-
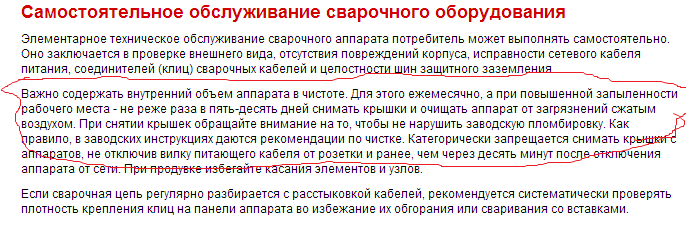
Дим, выдрал с сайта нашего сварочного магазина. Могу ошибаться, но то ли здесь прочел, то ли мне в этом магазине сказали, что как раз НЕ вскрытие, и НЕ продувка регулярно - ведут именно к снятию с гарантии. Видать, потому и пломб на корпусе нет. Наверно, Техсвар точнее знает.
1 балл
-
Где то Саша,ник Миротворец выкладывал свои тележки с оборудованием,он часто работает мобильно.Поищите по форуму в мое оборудование,или в личку напишите ему.1 балл
-
Это форум обмена опытом, где помогают друг другу, а не выпендриваются, как он. Фото это хорошо, но толку с них мало, если не знать устройство и принцип работы.1 балл
-
"Колпачёк " на шноркель.
1 балл
-
На той неделе варганили с друганом такой вот девайс. Братуха его стал на чуть чуть терминатором. Заменили кусок кости титановым протезом. Период реабилитации большой, в больнице щас никто ни кого не держит. А живет парень один, на сиделку не зарабатывает. Да и до каких тут заработков. Самое печальное что через год вторую ногу под нож, какая то болезнь костей((( В общем мало радости. Родня навещать только по вечерам может. Поэтому элементарно себя обслуживать придется самому. Попросил он меня придумать приспособу для унитаза что бы мог не сгибая ноги сидеть. А вернее полулежа справляться. Ибо спина не гнется тоже пока. Описал чего хочет, мы его с дружаном обмерили и темным морозным вечером сварганили такой вот трон. Делали под конкретного человека. Стульчак прикрутили намертво. Из алюкабонда сделали подобие ширмы что б сильно не целиться. Друг отвез на квартиру , водрузил над унитазом, который к стати тоже замерять пришлось. Испытание трон уже прошел, пациента все устроило. Чему мы собственно и рады, потому как здоровый подвинется если что не так, а больному и так лихо. Ошибиться права не имели.
1 балл
-
Ремонт мотопомпы Fubag,лопнул корпус рабочей камеры возле кронштейна крепления к корпусу.
1 балл
-
Вот и кончилась переаттестация в МУАЦ института эл.сварки им. Е.О.Патона НАН Украины. Было очень интересно, фоточки: 10мм вертикально 2 прохода труба ф159 под 45 градусов 2 прохода труба ф 57 под 45 градусов 2 прохода Варил аппаратом Miller газ микс 2 проволока ф 1.2мм.
1 балл
-
Работа на выезде.Ремонт экскаватора-петушка.Разбиты посадочные места пальцев на поворотной серьге стрелы.Заказал токарю втулки,резаком сделал разделку посадочных мест,отцентровал специально проточенной трубой и заварил как сказал экскаваторщик "заливным болгарским швом".И как всегда вовремя у нас наступила зима ,минус 4 и ветер.
1 балл
-
Эх,а вот и моя лепнина,оценивайте,ругайте Чернуха, присадка 08г2с(ну другой у меня и не бывает),втулка внутри расточена разными диаметрами,вал с сальником внутри будет,под сварку 5-6 мм толщины металла выделялось,разделка 35*,по виду с20,но в чертеже почему-то с8 указан был.Потом ещё и фланец приваривался,сварка только с лицевой стороны,эта втулка вставляется в другую,ужас.. Ну и всё это дело сварено на поворотнике,без него пока мне не удаётся качеств красиво заварить)
1 балл
-
Везёт же!У нас,на автовокзале,стекольщики раза три меняли стёкла на глухих рамах рядом с дверьми.Не успеют наклеить полоски и буковки,как "Бац!"...Стекло новое вдребезги,а любитель обойти очередь в двери-в больницу с в хлам изрезанной "моськой"...Желание схалявить и рвануть через мнимый проход сильнее внимательности и инстинкта самосохранения.Что там рядовые пассажиры...Как-то делали ремонт крыльца главного корпуса Университета,так,несмотря на аршинные буквы в надписи "ВНИМАНИЕ!!!ИДЁТ РЕМОНТ,ОБХОД ЧЕРЕЗ СОСЕДНИЕ КОРПУСА!!!",так профессура пыталась ломиться напрямик.Ручку дверную оторвали...Угрожали жалобами ректору.А студенты при том покорно топали к указанным корпусам.Решил приколоться.Нарисовал под табличкой стрелку и под стрелкой разместил листок с цитатой из И.Губермана: Умом Россию не понять, Аршином общим не измерить! Табличка-"Стол окрашен!", Б***ь,нет,надо ж пальчиком проверить!!! Видать,кто-то таки нажаловался.Пришёл ректор.Прочёл вирши и расхохотался.Поугорал над ситуацией и профессурой:"А,ведь,вправду,чем старше тем тупее..."Я напомнил ректору флотскую байку про кубик Рубика для военных:для мичманов и прапорщиков-одноцветный,для адмиралов и генералов-монолитный.Ректор,трясясь от ржача (это уже был не хохот) полез в карман за платком,утирать слёзы.Жалко,фотика с собой не было.Не было у меня тогда это в привычке. P.S.Больше не флужу!1 балл
-
Но то-в "Немции"...У нас картина несколько иная.Если только не у производств,связанных с "недрокопателями".И то не всякими,а не жадными. Главнее-экономическая обоснованность и целесообразность.Шагнуть широко можно,да только,вот,в паху треснуть может... А нам с начальством не повезло с государством...Увы и ах,но наша экономика такова,что для получения приличной прибыли надо лепить из чего попало и кидать без того недорогих рабочих.1 балл
-
Жидкий колосник называется :-) . Отстал от я в этом деле ! Последнее время работал большегрузами и металлоконструкциями.
1 балл
-
http://f3.s.qip.ru/IA4wMhXj.pnghttp://f4.s.qip.ru/IA4wMhXk.png http://f3.s.qip.ru/IA4wMhXl.png1 балл
-
@jkramar, надо усугубить уменьшение передачи тепла воде, например из емкости с водой убрать дымовую трубу и емкость подвинуть к дверце до максимума - там жару меньше. Печь хорошо было бы опустить ниже пола по самое поддувало - ноги тоже любят тепло. В прошлом году так переделал печь, в которой преждевременно закипала вода. Прогоревшие две каменки из 219 трубы вырезаны и заглушены. Зелёным отмечен контур бывшего дна под воду. На фото объём воды уже уменьшен с 90 до 60л. Выхлопная труба, ранее проходившая через воду, заглушена блином. Для каменки добавлено колено под огонь врезанное в выхлопную трубу. Красной стрелкой показано движение огня. Труба осталась на месте в печи и совпала с дымоходом. Чтобы низ топки больше не вело, после его рихтования, на высоте 15 см от земли по бортам сделал около 5 дырок электродом. Размер печи 1х1х0,4м, труба 159. Баня (кирпичная) успевает прогреться до закипания воды, пару и воды им хватает.
1 балл
-
@Isperyanc,А что решит проблему? Вот сварганил по заказу такой электрокотёл
1 балл
-
Нашел фото пятилетней давности,у друга на странице вконтакте.Ну где я понятно,а рядом друзья,почти как родные уже много лет,и в горе и в радости.
1 балл
-
Вчера переделал котёл в баню,слишком быстро греется вода
1 балл
-
Чип не то, чтобы основной конкурент - у них профиль другой, намного шире. Но да, в сравнении с ним, есть куда развиваться. А если взять Чип и форумхаус, то в этом сравнении уже чипу есть куда развиваться. Все относительно.1 балл