Лидеры




Популярный контент
Показан контент с высокой репутацией 17.04.2013 во всех областях
-
Ремонт ручного пресса (чугун) из поднебесной ММА sabaros me 140
 5 баллов
5 баллов -
закончил ремонтировать бак с Мана,залатал и то что вырезать пришлось:
3 балла
-
, хорошо вылечил рАДС. Противни для духовки, aisi 304, толщ. 0,8 мм. Присадка ER 316 LSi- 1,6 мм. Импульсный режим.
2 балла
-
примерно так.2 балла
-
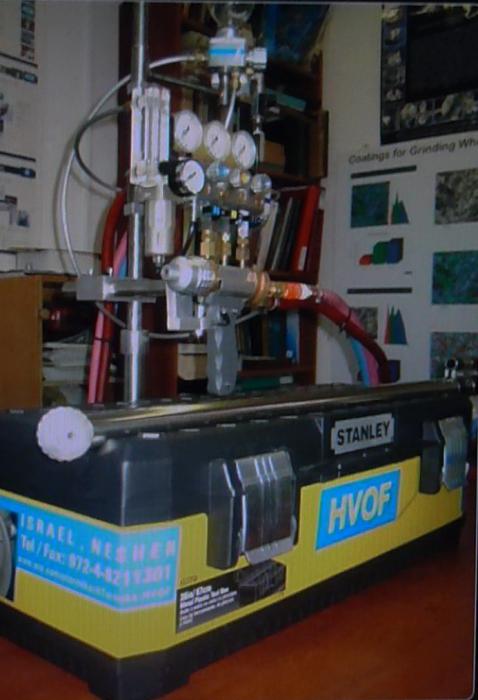
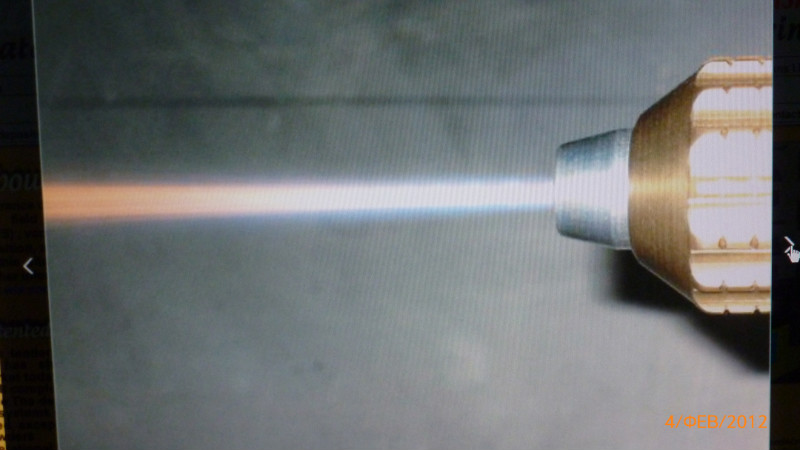
Опять неточность. Для газопорошковой наплавки с применением наплавочной горелки типа ГН-2 как раз скорость полета частиц практического значения не имеет. Манойло работает скорее всего со сверхзвуковыми установками - процесс HVOF (Фото) Там другой принцип работы. Для обычных установок газопламенного напыления: Mogul-U9, Rototec-80, CastoDyn-2000, DS-8000 и др. скорость горения смеси имеет значение.
2 балла
-
Посвятил сегодня себя войне с ржавой бочкой (изучал оставляемые подкладки).Немного начал видеть как класть (или ложить) валик на края и поигрался настройками.Вид пока конечно не очень-нужно еще проникнуться На завтра сосед уже глушитель от Явы мне готовит.Надо потренироваться на кошках...Сказал что если спалю то ничего Вопрос по существу дела-немного не вижу откуда начинать продолжение валика-какашка с проволокой и разрывы видны здорово
2 балла
-
Грамотно и правильной присадкой завареные диски, не лопаются и не разваливаются. Спицы и ступицу нельзя эти места невозможно заварить не ослабив диск. А обод, спокойно варится. Хоть надвое расколотый. Править нахолодную не надо и присадку подходящую подбирать просто.2 балла
-
Вот решил добавить несколько фото для ясности,за качество извиняюсь на телефон снимал!
2 балла
-
Наплавка колёсного диска .
2 балла
-
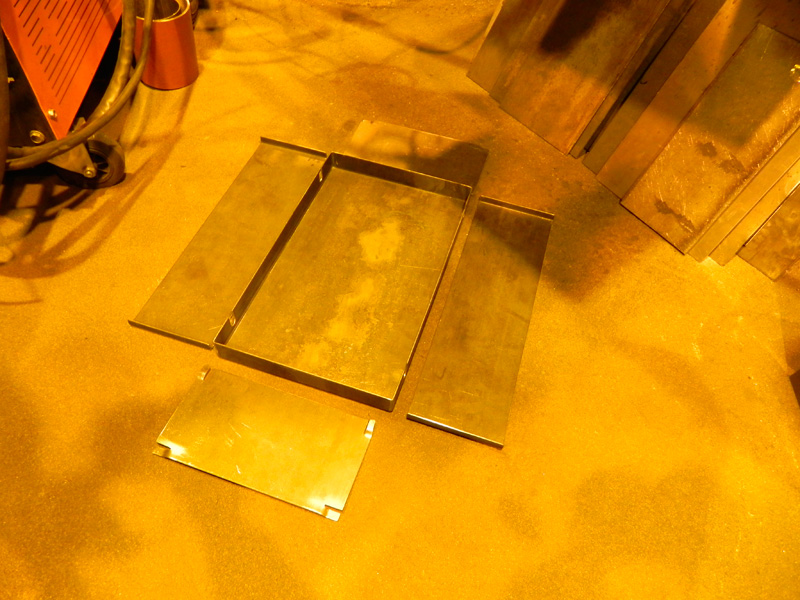
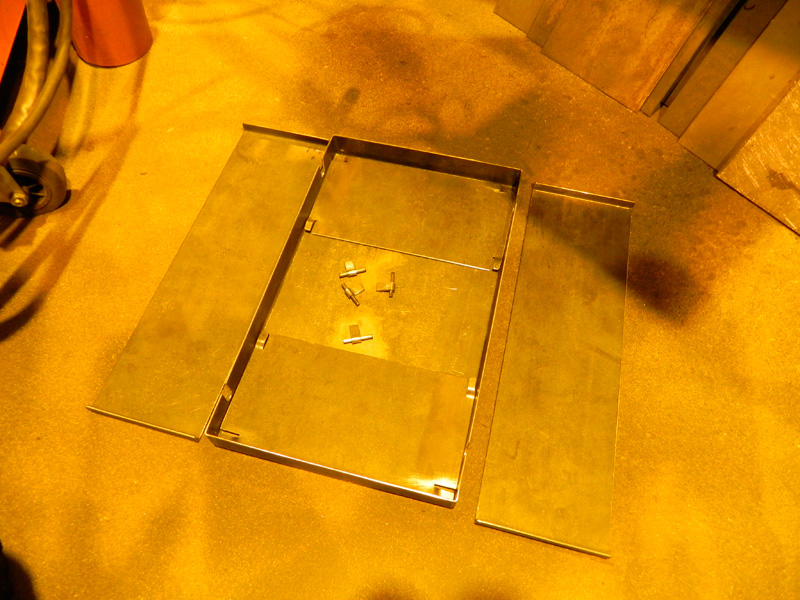
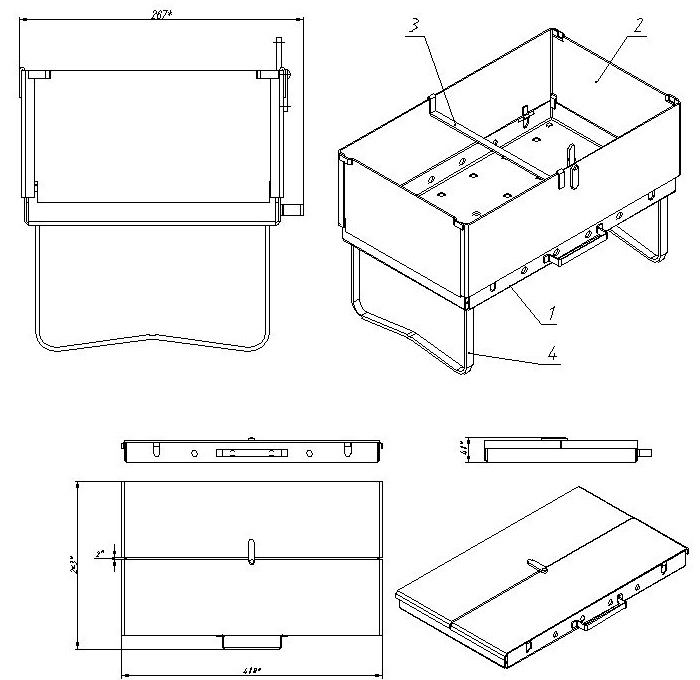
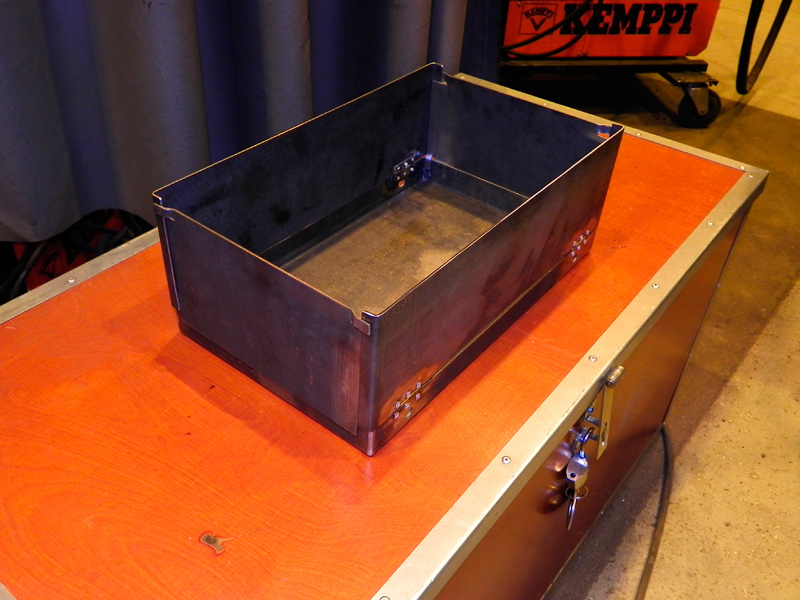
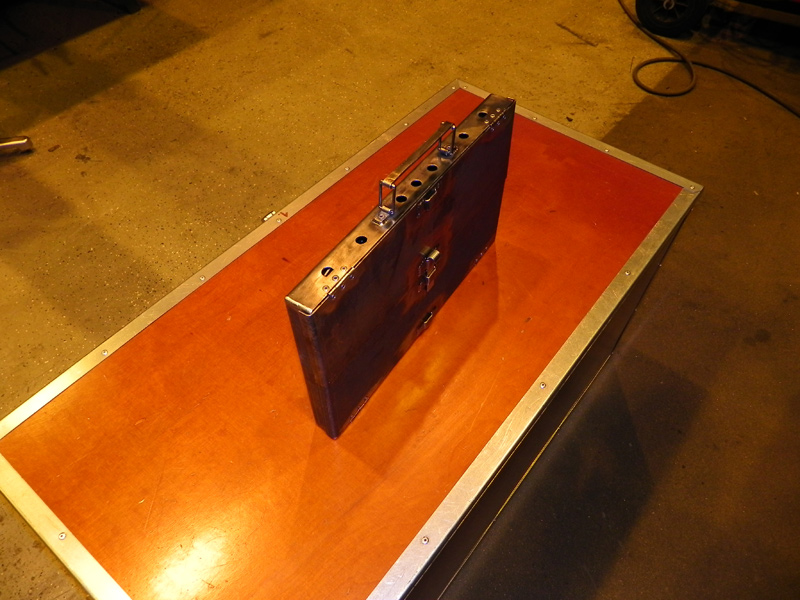
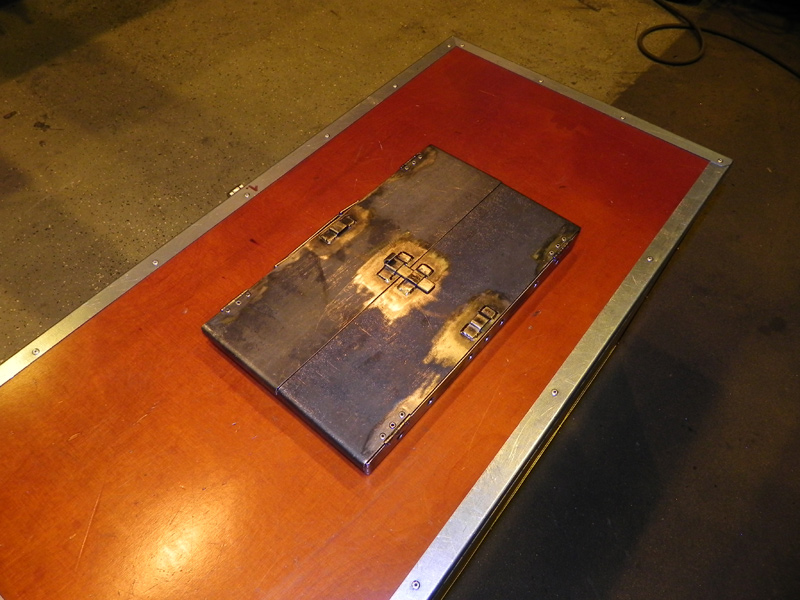
Идея сделать для дома и семьи мангал, витала давно. Решение изготовить пришло, к делу. С начало определил для себя задачи. Мангал должен быть компактным, разборным и не занимать много места. В городских условиях это не мало важно. Не стал изобретать велосипед, порывшись в интернете, нашел пару подходящих моделей. Остановился на одной из них. (Кстати в сое время нечто подобное видел в российских магазинах - может и сейчас есть) В собранном состоянии в виде чемоданчика. mangal_skladnoi.rar mangal-skladnoi.pdf Прикрепляю саму документацию, возможно кому либо пригодится. Материал: листовое железо (чермет) толщина 2 мм. Нарублено и согнуто на станках. Обрезание кромок: угло-шлифовальная машинка. Оговорюсь сразу. По ходу изготовления некоторые детали будут отличаться от оригинала документации. К примеру я не вижу целесообразности в том что отверстия для поддува находятся на дне, по моему мнению их лучше расположить на боковых крышках. Это будет и в целях пожаробезопасности лучше (не будут сыпаться угли) и в целях вентиляции, поскольку использоваться будут уже только угли (растопка дров не предусматривается в моем случае). На начальном этапе ряд фотографий, что уже сделано на сегодняшний день. После новогодних праздников продолжу свой отчет. Ниже: сварка угловых соединений TIG'ом с последующей механической обработкой поверхности шва угло-шлифовальной машинкой. Первоначально следуя документации, собирался установить петли, но решил все же окультурить и поставить заводские. Прикрепляю ниже фото то что предполагается по документации, но конечный результат будет иной. Придется вварить фрагменты обрезанного и на это место, поставить на заклепках штампованные петли. Предполагаю, что так же их все же для усиления обварю по краям. И так следующий этап. Вварил вырезанные сегменты и после обработки швов и места под петли - установил их. Первым делом поставил на заклепки (тут я тупанул, вместо нержавейки поставил алюминивые - после переклепаю) и затем обварил тигом (лучше бы полуавтоматом варил, место не совсем удобное - швы все кривые - ну не до красоты) Принимает окончательный вид. Заменил на нержавеющие заклепки. Поставил ручку для переноски (обварка тигом). Добавил на стенки петли , для фиксации в собраном положении (для наглядности не закрыл полностью). Окончательный вариант. Прорези для фиксации шампуров в вертикальном положении решил не делать, время покажет ... Остается дождаться тепла и проверить на деле.
1 балл
-
На сколько трудна,где есть курсы в москве?1 балл
-
Климат у нас такой, что если надеятся на солнце, можно остаться порой совсем без душа. Весной и осенью и вовсе проблема быстро сполоснуться. Вот, по лени своей, используя готовые агрегаты смастерил такую штуку. Котёл 60 литров, используются такие в столовых, паром греется содержимое... что то типа автоклава наверное... Двойная оболочка,вокруг первой - вторая, там пар. Я её удалил за ненадобностью. Вварил две резьбы на 1,25 дюйма под стандартные нагреватели для стиральных машин. Продаются на рынках, любой мощности, встроенный терморегулятор, красота! Два по 1.5 Квт, нагревает 60 литров за 25 минут до 40 градусов, температуру можно поставить до 80 градусов. Соленоидный вентиль на наливе срабатывает от концевика поплавка. Установил всю эту байду на чердаке предбанника. Блок управления внизу, в предбаннике. Снабдил для информативности цифровым термометром.
1 балл
-
Мои начинания в среде аргона.Выношу на страшный суд: Собственно главный вопрос,варил до этого образец,на этапе сварки облицовки,начала кипеть св.ванна и появляться поры.Добавил давления немного,убавил току,непрокатило,также кипит.Зачистил болгаркой,мало ли может окисления какие, протёр ацетоном и всё равно кипит.В чём же может быть дело? Не в диаметре сопла горелки случайно,а то оно у меня узкое,может плохо обдувает св.ванну!?
1 балл
-
Вот теперь мы вспомним за отверстия, резьбу и болты. Если делать сборку с припуском, то есть шанс всё это дело скособочить.А если так,как делаем,то усадка имеет место быть и пластину зажимает,существенно. На первых её испытаниях мне пришлось изрядно попотеть,извлекая её. Днище немного пострадало.Сделал сначала два отверстия, по осевой. Результат есть,но малоэффективный,ещё и перекос доставляет проблем .Поэтому были сделаны отверстия по углам и проблема извлечения исчезла. В процессе монтажа ещё не раз будет использована эта пластина ,поэтому такая доработка, как нельзя кстати. Далее, делаем «ноги». Отрезаю пластину шириной 70мм .На ней размечаю полосы по 17мм и отрезаю. Всё болгаркой. В моих условия так точнее и качественнее. Получившиеся пластины должны быть вровень. Затем отрезаем поперечину для опоры. Я использую шину (40 х 4 ),но можно из металла вырезать. Размер делаем с учётом толщины ранее вырезанных пластинок + небольшой запас. Под небольшим запасом имеют место быть 1мм пластинки. Далее будет всё ясно. Они рассчитаны на сохранение зазора при дальнейшем монтаже опор, иначе зажмёт и приводить в действие мангал будет не комфортно. Отбиваем от краёв по 120мм с обеих сторон. Все разметки делаю чертилкой, потому как маркером сильно жирно, в прямом смысле слова-погрешности в миллиметры потом вылазят в косяки, но это уже мелочи, можно размечать хоть мелом. Заправляем в мангал пластину. По меткам выставляем шину, с одинаковым смещением по сторонам, ставим «зазорные пластинки»,а потом и опоры. Всё это «лего» фиксируем .Прихватываем опору и поперечину, а затем, не ослабляя фиксацию, прихватываем на три точки к днищу. Это позволит нам без заморочек, смещений и лишних телодвижений разметить, просверлить и соединить монтируемые узлы. После разневоливания можем убедиться, что зазор присутствует по всем плоскостям, чего и добивались. Перед тем, как сварить поперечину и опору между собой, вставить «зазорники» с обеих сторон и зафиксировать струбциной.
1 балл
-
Половину тубуса , присадка 40 43 3.2мм ток 90 - 150А , диск после сварки к токарю на проточку, пока у меня нечем такие большие сектора обрабатывать.1 балл
-
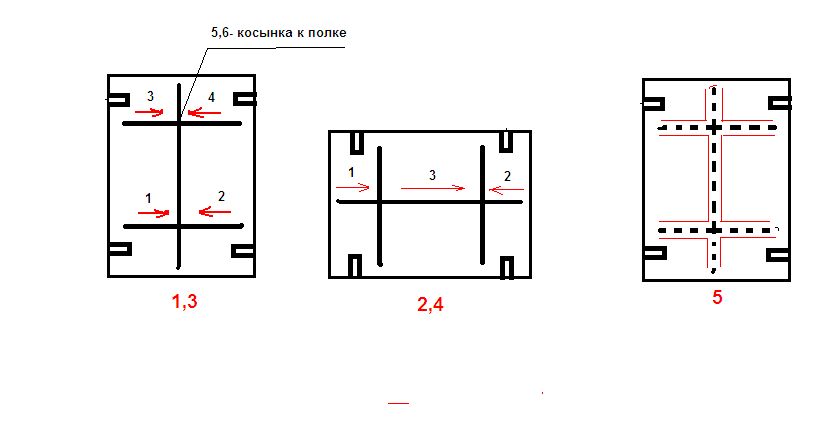
5 копеечек подбавлю,попробую подсказать по картинке порядок выполнения швов,надеюсь будет понятен (1-3,и 2-4 положение балки),все швы сводятся к углам.Обратите внимание на катет швов,толщина полки больше толщины стенки ,а принимаемый катет на подобных м/к принимается наименьшим из сопрягаемых деталей (балка=2 полки+1 стенка).... После прихваток ,не посредственно перед сваркой подогрев (резаком пойдёт), Одна балка-один сварщик (двоём только мешаться и "зайцев" раздавать). И пункт 5 (рис.) после сварки, резаком греем "подошву" по контуру балки (с тыльной стороны),снимем тем самым напряжения (термообработка).... П/с; ребята в поле,где им ТВЧ,печи и термиста раздобыть. Резак "вот в чём сила брат".... Удачи.
1 балл
-
Укладывать.Вы делаете "напроход",а нужно "обратно ступенчато".Заканчивать очередной кусочек шва там,где начинали предыдущий. <----------1<-------2<-------3<-------4<-------1 балл
-
Предварительный и сопутствующий подогрев 200-250 по цельсию , затем местная термическая обработка по режиму отжига Вам в помощь!1 балл
-
А вот это - точно силумин, думаю. Начинал нехотя, но варилось очень прилично. Крестовина - "звезда" от офисного кресла. Нач. охраны труда - дядька очень тучный, ну вот результат. Обещал - на все время, которое сварка будет держаться, я буду свободен от сдачи экзаменов! Пришлось постараться. 70 - 85 ампер, 4043 присадка. Вот только усиление было сделать не из чего, а хотелось. И зело сильно жалел, что нет (пока) удлиненного сопла, изнутри много ребер жесткости, с простой керамикой не добраться.
1 балл
-
Порядок указанный выше попробовали сегодня,результат тот же! А вот первый шов центральный сделали вечером и пошли домой не стали искушать судьбу, завтра утром посмотрим на результат!1 балл
-
был такой случай, оказалось подошлва из стали 40х, необходим предварительный подогрев и термообработка, иначе трещина1 балл
-
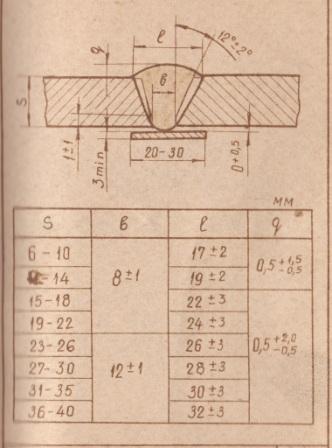
В каком ГОСТе? 5264-80,С-19:b=8-1 и 12-1
1 балл
-
Выбор : УАЗ и Audi.Цель поездки -бездорожье.Естественно,глупо убивать иномарку.А вот если цель поездки трасса,то здесь уже другой коленкор.Так же с маской.Нет универсальной.Тяжеловата?Относительно чего?Я ,к примеру,сужу о своём асортименте,у меня он есть и я могу выбирать-перебрать.Нежное оголовье?Здесь тоже два варианта.Оно сидит на голове...Короче сколько масок было,ни одна так комфортно не облегала.Имеется ввиду,оголовье и не имею ввиду Спидгласс.А слишком нежным оно мне кажется относительно брутальных наших оковылков.Лет пять меняя,со временем,маску (за 160р ),с одной на другую кочует оголовье с итальянской маски.Оно тоже удобно,хоть и существенно уступает.И ещё,опять же личное мнение.Какая бы ни была зачётная маска,но если она неудобно сидит на голове,не комфортно,жмет или ещё что,то грош ей цена.Одно время у меня был бзик,хотел с ебея оголовьев навыписывать.Оставил эту затею.Пока.1 балл
-
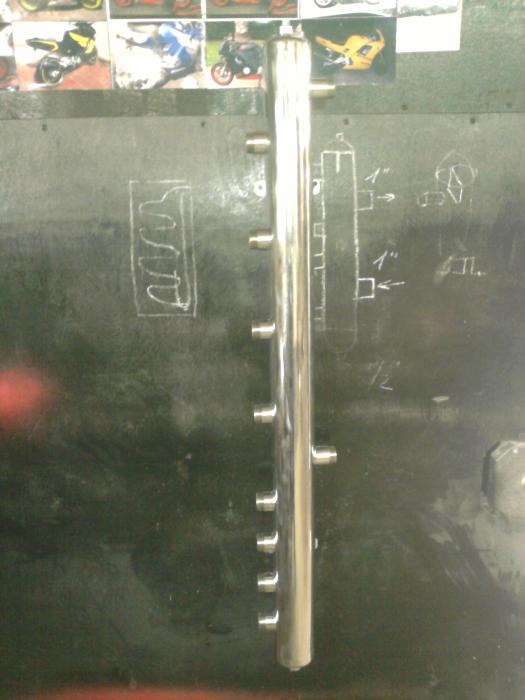
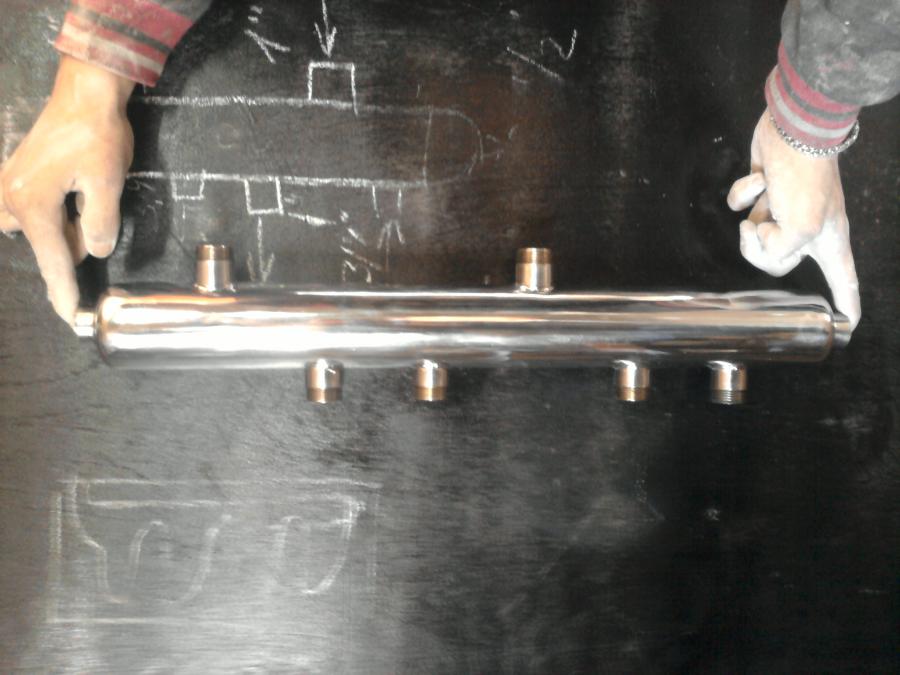
Гидроколлекторы:
1 балл
-
Память о бабушке. Подарок жены. Память о дедушке.
1 балл
-
Что-ж дело хорошее, только про вентиляцию не забывайте. То, что вы заказали - оборудование для напыления порошковых материалов. Порошок алюминия надо еще найти, да и производительнось по сравнению с электродуговой металлизацией в 5 раз меньше. Но эта аппаратура тоже пригодится. А вот еще вариант обойти проблему сжатого вогдуха: газопламенный проволочный мателлизатор МГИ-4 тоже подает проволоку турбиной. Если организовать подачу проволоки механизмом от полуавтомата, но на обжатие пламени хватит небольшого компрессора. На фото двухроликовый механизм подачи проволоки. Можно такой купить или самому сделать на основе мотор-редуктора от стеклоочистителя автомобиля. Прерывать процесс напыления можно, иногда даже полезно, чтобы не перегреть деталь. Для ваших задач - нанесение антикоррозионных слоев толщиной 0,2-0,3 мм, 3 - 5 включений по 10 секунд будет достаточно. Пропитка подходящим лаком, напр. КО, разведенным растворителем до жидкого состояния.
1 балл
-
По выходным в поля и на просторы. Отрабатывать точки на старых картах. Смотреть что нам оставили после себя предки. Ноги убьешь за день, прибором намашешься аж рука болит. Но радости целые штаны и проблемы тебя никакие целый день не касаются. Пообщаешься с природой. Найдешь хозяйскую нычку на вымершей деревне. Прикоснешься к свидетелям великой Римской империи. Сеешь землю руками выбирая чешую Михал Федоровича. Полюбуешься на личные клейма старых мастеров по металлу. Помолчишь у могил героев войн имперских и советских.
1 балл
-
Ну сильно подробно не буду описывать.Материал жаропрочка 45Х25Н35ивсегопонемножку, ну ещё 15ХМ. Автоматы и источники все ESAB верхние в линейке, токи большие под 200 А, скорость сварки тоже большая. Присадка ну практически идентичная по составу, электроды тоже. Контроль 100% гамма и цветная, ну и выборочно мех. свойства (в том числе ползучесть) и макро-микро. Сварщики хорошие.
1 балл
-
@ARGONIUS,Да все нормально. Мне просто интересно было, чем вся эта тягомотина кончится! И - на тебе, облом!@Schulze,Ну ведь говорили Вам, что шансов мало. Хорошо, хоть деньги эти умельцы (единственные в Галактике, варящие латунь ТИГ-ом) деньги не содрали.1 балл
-
В сварщеге!!! Некомпетентность исполнителя отнють, не говорит о том, что технология плоха!!!Вот из-за таких "чудо-исполнителей" и создаются неправильные мнения...1 балл
-
@Schulze, я вообще то интересовался, чем я расстроил @Шурпет, -а , ну а вас понимаю, конечно охота была чтоб железка заработала. Мне это ощущение знакомо, когда например чугун варил-варил часа три, а он возьми и тресни рядом1 балл
-
@Шурпет, а чем расстроил? У меня например не всегда получается с ЦАМом. И за себя я не скажу что более-менее управляюсь с горелкой. @Schulze, миг пайкой на крутых тачках листы оцинкованные соединяют, а там толщины гораздо меньше вашей детальки. Но проволока в вашем случае нужна именно цинковая, а с ней насколько я знаю работает только дорогое оборудование фирмы EWM. В сварке вы разочаровались абсолютно зря- просто варить надо чем положено и как положено. Говорили же-нужно вварить кусок твёрдого алюминия. И очень желательно цинковой проволокой миг-пайкой. Возможно держался бы и другой какой присадкой привареный- не знаю. А вообще сварка ЦАМа это из разряда трюков и фокусов- этот сплав совершенно не создавался для сварки.1 балл
-
Сварочные работы по изготовлению алюминиевых элементов для небольшого катера. Рундук топливный бак тумба штурвала транец кронштейны транса надстройка верхней части катера
1 балл
-
19 марта в России отмечается День моряка‑подводника
1 балл
-
Будучи в Питере зашёл в магазин и не удержался от соблазна,прикупил-таки давнишнюю свою мечту (а то масок в арсенале маловато ) .Ну и до кучи немного расходников.Коньяк не в счёт,случайно в кадр попал
1 балл
-
Продуктивный сегодня день выдался. И проволоку 1,2 вместо 0,8 на полуавтомате осваиваю. Варить чуть сложней, но в общем нравится.
1 балл
-
Да, стоит дома Форсаж-200. Нормальный аппарат. Если на полной мощности варить, то на два электрода ПВ хватает, затем перекур. Хорошо тянет электроды с тугоплавкими и толстыми покрытиями. А вот электрод SE-48 с железным порошком в обмазке приходилось жечь на длинной дуге, иначе прилипает (покрытие в ровень со стержнем плавится). На трехфазном выпрямителе такой проблемы не возникало. Думаю, что с целюлозными электродами тоже проблемно будет варить. Возможно это из-за крутопадущей ВАХ, чем короче дуга, тем меньше напряжение дуги. На малом токе варил пластинки 1,5мм в вертикальном положении, на 40А, вполне приличные швы получались. Большой плюс аппарата, возможность варить при низком напряжении в сети, но пока не смог оценить эту функцию.1 балл