Лидеры




Популярный контент
Показан контент с высокой репутацией 21.01.2013 во всех областях
-
Год назад перед новым годом подошёл ко мне один товарищ и предложил покалымить,у них разбежались сварщики а надо было сдавать отопление в боксах,все стыки были прихвачены дюйм,пол дюйма,три четверти.По цене договаривались по такому принципу,тогда на работе мне платили 1000 в день,из расчета того что это выходной минимум оплата 1500+помощник 700р,все расходники и аппарат заказчика,он начал размышлять так ну примерно 20 стыков в день,и того 75р стык,я прикинул и согласился.Вообщем в первый день я заварил 85 стыков,у заказчика глаза полезли на лоб и появились сомнения начал говорить ,вот мол окончательный расчет после опресовки.На следующий день заварил 94 стыка,в понедельник компрессором закачали 5 атм. не один стык не засвистел.После этого я ему обваривал ещё четыре бокса уже по 100 за стык(это была его инициатива)5 баллов
-
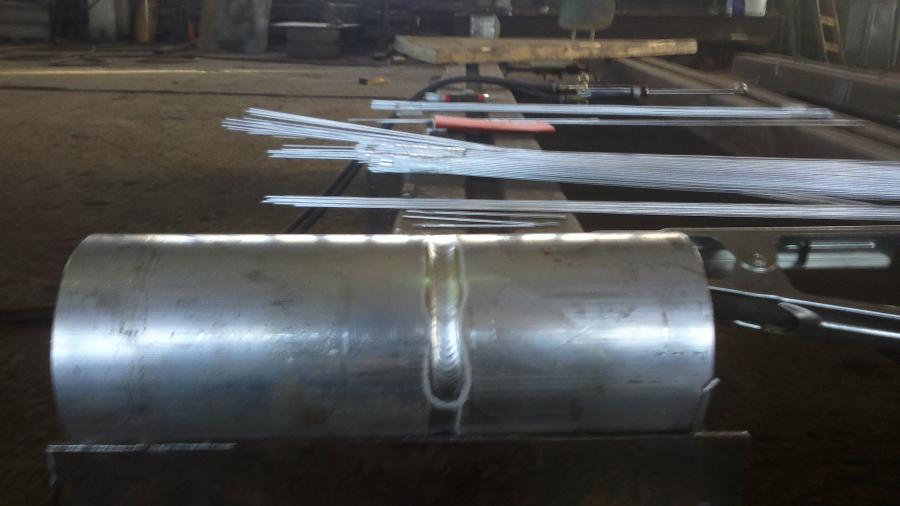
Фрагмент клюза.
 4 балла
4 балла -
Нет, электроды турецкие Аскайнак 143. В общем вопрос не только в ржавчине. Вести пробовал по разному, наилучший вариант с угол под 45 и вдоль шва под где то 60-45 с упором на обмазку, чтобы электрод сам шел, 80А элеткрод 2.5. Когда зачистил шлак стал слетать нормально. Думал что рутиловым все равно ржавчина. Теперь буду чистить до бела. Буду пробовать с отрывом.
3 балла
-
А Вы думали всё так просто? Я тоже когда то так думал Не надо шмалять по сторонам электродом, просто прижмите электрод в угол и он сам будет гореть как надо, должно получиться. А ржавчину зачистить надо, хотя бы немного.3 балла
-
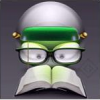
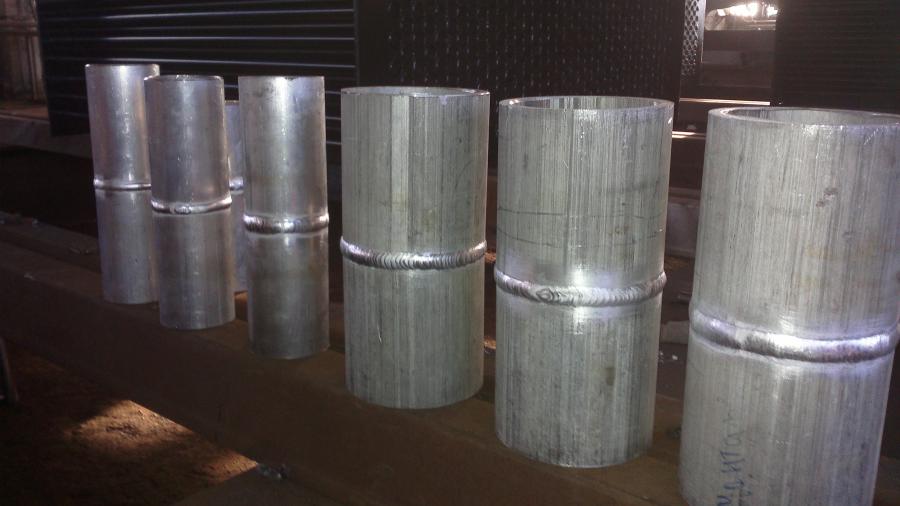
((Заварите нам катушки,очень надо.Да и вам "шабашка"....)) комплектующие(катушки,присадка и агрегат Feji TIG315P AC/DC (проТесТить) предоставлены заказчиком).... Сварка трубных "катушек": Труба Амг3 - Ф89х6мм,- Ф133х8мм, присадка 5356,АДС, электрод WL ф3мм(по секрету, всему свету) варил поворотно (время дороже "понтов",как всегда надо срочно). "облицовка" на пульсе (прикольно ) варит не плохо,(новый "бренд" в наших краях....)
3 балла
-
Это всё,на что фантазии хватило.
2 балла
-
Что то как то с током вроде не так, поставьте по крутилке 100А на 2,5. прожечь не бойтесь.2 балла
-
Борьба с зазором не с Дырой!
2 балла
-
Ага.Ну на судне мы набор к обшивке редко притягиваем -только в качестве зацепить-перетащить какую железяку с места на место-мах.1 тонна.Поршенек например.А как тот "крокодил" официально называется-может гугль поможет
2 балла
-
У меня такой инвертор уже 3,5года, только название другое "KEDR", схемотехника САИ, трехэтажный. Отличный и очень надежный инвертор. Если интересует более подробно, можно посмотреть тут -KEDR (клон САИ) Проверить сколько выдает можно, но нужны приборы. По выше приведеной ссылке можно посмотреть мои тесты на видео. Цифры на табло не показывают истинного выходного тока, но зато очень удобно ориентироваться. Берите на 250А, там по крайней мере установлено по входу 6 кондесаторов. На хорошей сети проверить мне ни разу не пришлось, ввиду отсутствия таковой, но то, что он выдает 200А при 190В это я сам проверял и утверждаю. При покупке обязательно проверьте, тем более продавец разрешает, только не забудьте захватить с собой электродов четверки. По приведенной вами ссылке указан вес 12кг, это не правда, вес всего 7кг.
1 балл
-
Па-а-адумаешь,всего-то 2,5 толщины (при допустимой не более 0,5 s)...А слепить заделочку на 100 мм от теоретической линии шва технологу корпоративная этика не позволяет? Фундамент (пепельницы),утка (киповая планка) и прочее под "крышей":
1 балл
-
а палец-то не пролазит!! эх, не смог я сфоткать зазор потолок в угол между гофрой и хопром((......вот честно!! 25 мм!! толщина переборки (когда то было 12) теперь 10 мм и технолог зараза: ты, говорит, завари отсюда, а я потом из того трюма проверю....1 балл
-
в качалку сходи. Через несколько месяцев тренировок- и осанку выровняешь и выглядеть будешь нормально1 балл
-
дистанционно сложно сказать причину. Скорее всего быстро электродом вел+не правильно ток подобран (как правило-если маленький ток, то шлакует сильно)))+ выше написали- Ненадо шмалять по сторонам электродом1 балл
-
У вас там случайно не "спецЭлектрод "
1 балл
-
пока от "ржавчины" зачищать не научишься,зашлаковывать будет "не хило"....1 балл
-
Добрый день всем. Помогите одолеть угловой стык. Профильная труба 2.5х2.5мм. 2мм. к уголку под 90 градусов нижнее положение. Электрод рутиловый 2.5мм. от 60 до 120А, шлакует сильно, и именно в таком положении не получается. В лодочку нормально вариться, основным электродом тоже нормально, а рутил и угол под 90 не получается. Шлак отбить не могу, хотя на трубе сам отпадал.
1 балл
-
Нам выдают сразу с резиновой подошвой,но лучше бы с галошами.1 балл
-
Прогары,штат и шкертик (конец) на рынде - это немного другая тема "сленга".Карлингсы,флоры,бимсы,пиллерсы,бульбы и прочие р.ж на лб-пб корпусных работ можно найти и в интернете.Жаргон чаще упирает на простые и понятные всем слова:"Засшмоляй этот сапог,иначе собиральщики туда каркалыгу засунут,за клюв цепляться будешь".1 балл
-
АВН, почему бы Вам не ответить в тему "Сварочный жаргон и сленг" и описать сленг судостроителей ? Было бы очень интересно.1 балл
-
тыщи 2-4 он стОит. стрёмная тема эти трубы (метапол и полипропилен). особенно на горячей воде под давлением. гарантированные 50 лет службы у них при условиях типа температуры 10градусов и давления 1атм. при 8-10 атм и 90град - несколько лет, если труба качественная-фирменная. дома у меня всё поменяно на пластик, но, наверное сталь буду обратно ставить лет через несколько. а так-то да - всё монтируется быстро и просто. важный момент - пластик если лопнет (особенно на отоплении) - будет фонтан с убиением ремонта и утоплением соседей. железная же труба сразу не лопается, а капать начинает, какбэ намекая. имеются смертельные случаи, когда люди насмерть обваривались кипятком.1 балл
-
Западная Ирландия, атлантическое побережье. http://s019.radikal.ru/i637/1301/59/7a5c8ae15fd5.jpg http://i074.radikal.ru/1301/23/1a508ea1ec59.jpg http://s017.radikal.ru/i406/1301/e8/d5630402455c.jpg1 балл
-
По дороге между Городом Усинском и объектом Северное Хоседаю
1 балл
-
потолок конвективка коллектор LB52 2.6 этот ремонт котла по осени меняли все заварено и принято. А сейчас ведущему спецу по фиг а мне тем-более
1 балл
-
Ну и, чтобы по 2 раза не вставать - 2е видео в догонку: http://www.youtube.com/watch?v=nxtZ8EtkI6E1 балл
-
Ни фига се - 100 стыков! А за бутылку я например работать не буду - не пью я!1 балл
-
5 лет назад мой друг и наставник на подработке сварил газом 100 стыков отопления за один день по 200р за стык.Все стыки были уже прихвачены.20000р за день.Но это совсем не просто!1 балл
-
Четыре примерно года назад. Надо мне было врезать счетчики на холодную и горячую воду. Заодно, думаю, поставлю полотенцесушитель из нержавейки. Четыре стычка по пятьсот рублей - ну ладно, думаю, разорюсь на две тысячи (а мне их зарабатывать тогда три дня, гусеничный болотоход реанимировать). Звоню по объявлению. Приезжает красивый молодой человек. Я показываю: два стычка здесь и два здесь (заготовки все на работе сделал). Он недолго думает - три с половиной тысячи! (А их мне зарабатывать пять рабочих дней - неделю). Я опешил, говорю - Дорого. Он, даже не думая поторговаться, обосновать - Найди дешевле. - Ладно, говорю, найду. Он разворачивается, уезжает. А мне пришлось везти с работы сварку (выбрал самую легкую - Дуга 318) и переть ее на четвертый этаж, думая про себя - эти сварщики совсем обнаглели ,- и в очередной раз размышляя о стоимости своего труда.1 балл
-
1.Про шланг от компрессора как-то не понял-просветите пожалуйста-сквозняк-продувка? 2.из всего прочитанного считаю самым оптимальным вариантом герметично прилегающeю изнутри "кастрюлю" с поддувом углекислоты. Я бы еще добавил следующее У нас на химкомбинате,когда работают в емкостях,колоннах и т.д-ставят вентиляторы на входе в горловину-делают хороший сквозняк. 3.по оплате вот таких опасных для жизни работ можно плясать от стоимости возможных убытков для владельца цистерны.К примеру,если они цистерну не заварят-покупай новую за 100 тыс(цена условная).Бери с них ЗА РАБОТУ БЕЗ РАСХОДНИКОВ не менее 30% от 100 тыс.Или вариант №2-придумываешь цену за работу"шоб аж самому страшно от цифры стало",а потом еще умножаешь ее на два и в процессе торгов чуть уступаешь. Если заказчик не соглашается-пусть эту дырку сами соплями замазывают или покупают новую железяку.1 балл
-
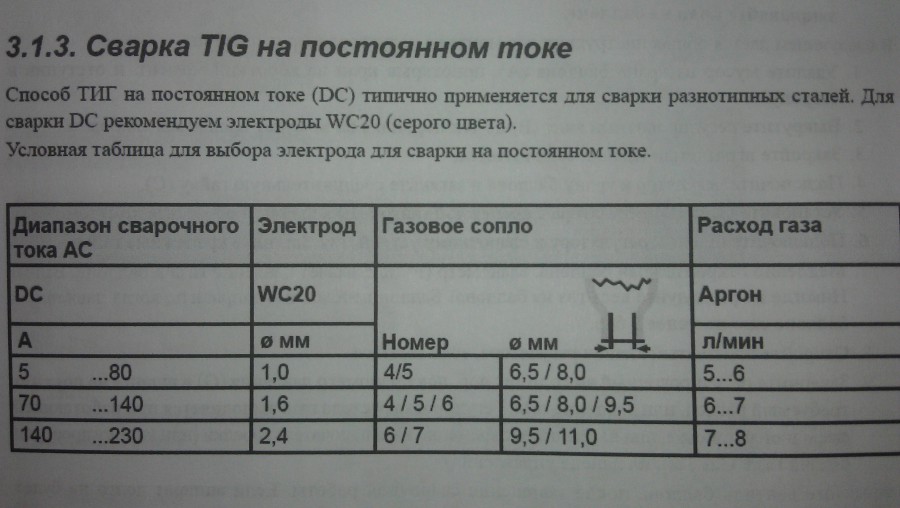
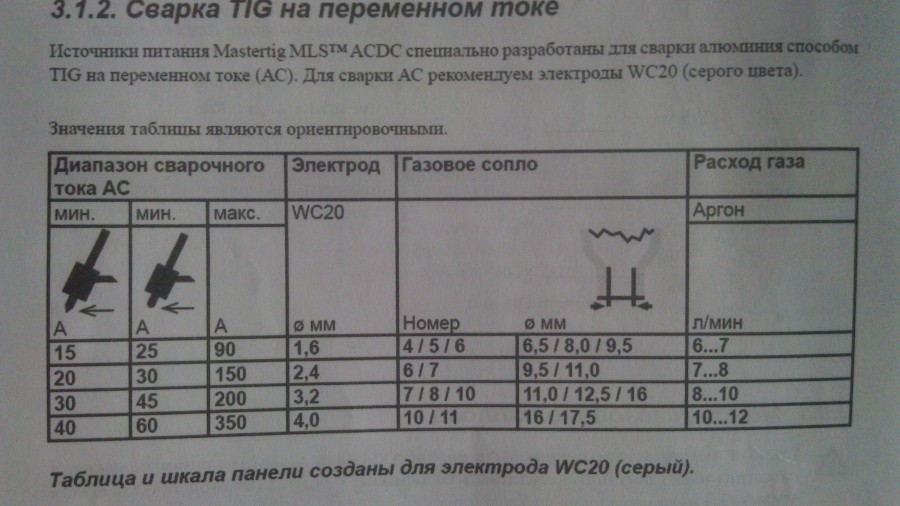
попытка удалась, таблица из мануала Кемппи
1 балл
-
А ещё у ВДУ 506С есть одна "болезнь": плата управления. Имел однажды дело с таким: испытывал проволоку БСЗ на новом же ВДУ с ПДГО. Как не настраивал напряжение и подачу, либо проволока раскаляется и гнётся "вензелями", либо "стреляет" и разбрызгивает металл во все стороны. Заказали новую плату, поставили - все О'К. P.S. Kстати, на ручнике варил идеально.1 балл
-
Для начала - проверьте, что переключатель рода характеристик на выпрямителе стоит в положении "Жесткая" (если он стоит в положении "Падающая", для сварки штучным электродом, никогда в жизни режим не подберете). Затем переключатель "местное-Дистанционное управление" поставьте в положение "Дистанционное" После этого все манипуляции со скоростью подачипроволоки(и сварочным током) и напряжением проводите с помощью резисторов, расположенных на передней панели полуавтомата. Схема подбора режима следующая: -установите резистором некую скорость подачи проволоки и попробуйте поварить; - варианта два, 1) - проволока при начале сварки утыкается в металл, шов плохой, горбатый, большое разбрызгивание. Другим резистором добавляйте напряжение, пока не закончатся утыкания и не начнется характерный мелко капельный перенос с нормальным формированием шва. 2) - при начале сварки получается очень большая длина дуги, на проволоке образуются крупные капли, проволока обгорает вплоть до наконечника. Напряжение надо убавлять, опять же до начала нормальной сварки. Ну а дальше, если тока много(мало) - уменьшаете(прибавляете) скорость подачи, а затем опять подстраиваете напряжение, до установления необходимого режима, который лично Вас удовлетворит, для данного диаметра проволоки и толщины изделия Про настройки на ПДГО: - про напряжение уже упоминал - плавный старт лучше отключите, по-моему баловство, суть его в том, что проволока до начала сварки идет медленно, с рабочей скоростью начинает идти после зажигания дуги. Они считают, что это улучшает качество зажигания. дуги, в любом случае эффект проявится только на больших диаметрах 1,6 2.0 мм. - регулировка длины вылета: смысл в том что при окончании сварки, после остановки проволоки выпрямитель выключается не сразу, а с некоторой задержкой, проволока вылезшая из наконечника обгорает на длину, связанную с величиной этой задержки. Штука полезная. Покрутите эту ручку, чтобы вылет проволоки из наконечника после окончания сварки был миллиметров 10. Проволока, в Вашем случае, нестабильно идет скорее всего из-за горелки, из-за загрязненности проволокоподающего канала. Повышенное трение. отсюда и нестабильность. Поменяте канал на новый. Стружка может быть поразным причинам, слишком сильно прижимаются ролики, сами ролики изношены и т.д. Общий совет - замените все быстроизнашивающиеся узлы в горелке и полуавтомате. Как и с другой техникой - главное условие нормальной работы - регулярное и своевременное проведение технического обслуживания.1 балл
-
На такой толщине листа, да большим током, вообще должно идеально получаться. Электрод вести не торопясь, до полна наполняя сварочную ванну. Вчера терзал новый инвертор четверкой и сделал несколько снимков. Электрод SE-48 4мм, ток 200А
1 балл
-
Надо понимать я один в мире сваривал стыки на s=3-4 мм длиной более 2 метров?1 балл