Лидеры




Популярный контент
Показан контент с высокой репутацией 17.01.2013 в Сообщения
-
уони13\55 лосиноастровские
 5 баллов
5 баллов -
Нас тоже учат летать!
4 балла
-
Радиатор FRED кто то уже ремонтировал ....................
4 балла
-
Поездка в Закарпатье,Львов.
3 балла
-
Прыгать будем все вместе?
3 балла
-
Один из заливов Ладожского озера
3 балла
-
У мну центровой пруток из кругляка Ф10мм. Пробовал 6 и 8 - слабоваты, приходилось частенько подкалачивать, чтоб электрод держали. Насчёт пром-трезубца; в молодости работал на сурьёзном предприятии, где иногда применялись электроды и 8 мм диаметром. Так там трезубцы были с ручками, приваренными к самому трезубцу. То есть ручка не грелась абсолютно. Эти держаки приходили в цех централизованно и сварщики не заморачивались с их изготовлением. Меняли только сами, по мере износа.
3 балла
-
@Elektro_D,Движения кончиком электрода ещё зависят и от диаметра трубы и толщины стенки.Если диаметр маленький (1/2",3/4"..) и (или) стенка трубы тонкая,то варить можно и без видимых манипуляций-всё в пределах 2-х диаметров электродов.Если зазор,разделка и толщина,то "размах" увеличивается,в пределах разумного-3-4 диаметра,в противном случае,или в несколько проходов,или диаметр электрода увеличиваем.Весь опус относительно ф 3мм.Касаемо сторон зажигания-прерывания.Если зажигать строго на одной,а гасить дугу на противоположной,то есть большая доля вероятности,что шов получится неравномерный,с закосом на одну сторону и подрезом (или намёком на него) с другой.На мой взгляд,где начал дугу-там её и закончил.Центр шва проходим быстро,потому как это место постоянно находится под воздействием дуги-и прямо и косвенно,а вот на кромках стоит задержаться.Если на левой зажгли,то не особо тормозя на неё,переносим дугу на правую,пауза,возвращаемся на левую,пауза,резко отрываем на себя.Начинаем там же,на левой.Если ванна начинает течь,то можно поменять стартовую сторону.Шаг - минимальный,половина чешуйки.Задерживаясь на кромках,мы и металл прогреваем,создавая общую сварочную ванну и шов формируем,потому как в расплавленной субстанции,он,подобно любой жидкости,распределяется равномерно ( усиление,центр,высота-это отдельная песня,здесь в общих чертах).Если же не уделить кромкам достойного внимания,то концентрация тепла будет в центре стыка,весь метал будет формироваться по центру,сила тяжести расплавленного металла тоже окажет медвежью услугу. Как вариант,для облегчения формирования шва можно использовать "рисунок" " рогами вниз".Расплавленный металл стремится стечь вниз,что он и делает,но застывает он,будучи в горизонтальном положении,а если рогами вверх,то при равных условиях,он уже сформируется с провисом.Естественно,всё это условно.Спроси у спеца,ты каким "рисунком" варишь,так он сразу и не ответит-всё зависит от ситуации,настроения,положения и времени до конца смены.3 балла
-
Замечу только что на крайнем фото молоток-секач наполовину лежит в воздухе.Там дальше шаткие леса и вторая такая же площадка.
3 балла
-
Что так тихо?Ушёл что ли кто?Почему дверь не закрыли?
3 балла
-
Тренировался полуавтоматом на 0,5мм жести проволкой 1,2мм. Меньше 50А аппарат не выдаёт. Получилась вот такая копилка.
2 балла
-
по секрету, а это всё в соседнем разделе http://websvarka.ru/talk/index.php?showforum=262 балла
-
Это знаменитый Исток Волги в Тверской губернии. В часовенке находится небольшой источник.
2 балла
-
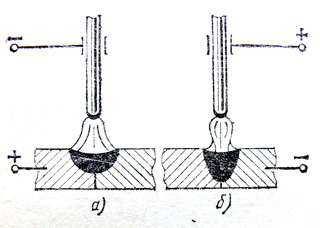
Всё хорошо, продолжайте жечь-жечь и ещё раз жечь, не помню кто сказал. Поменяйте на обратную. Эта картинка правильная.
2 балла
-
Ну в смысле добрался сегодня . даже до фоток . Не одного трезубца не обнаружил . наверное из за того что до меня работал сварщик Петрович . Вот по егоному держаку так все годами и делали . это даже не трезубец . это плохой вариант уголка . В трезубце есть плюс . все три зажима пружинят . в уголковом и как на фото слева Петровича (хоть и не он придумал ) вся нагрузка на централь . А самое главное достоинство уголка . как уже не раз .... Не надо не по чему ударять . чиркать . следующим электродом как рычагом удаляеш огарок пред идущего . и точно знаеш куда он полетит . не в глаз . .
2 балла
-
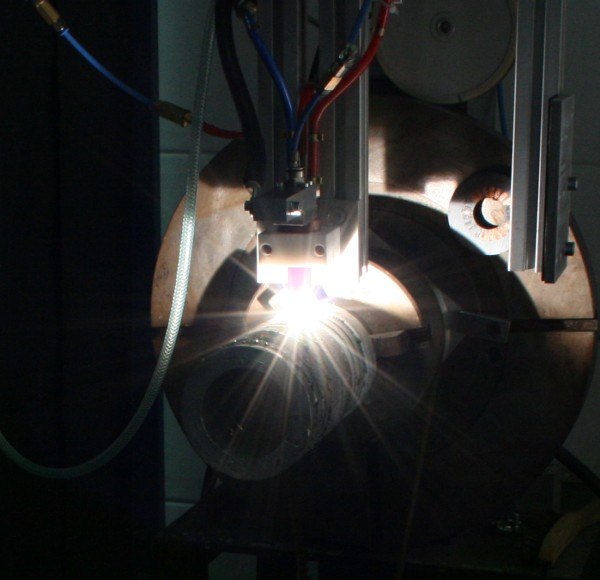
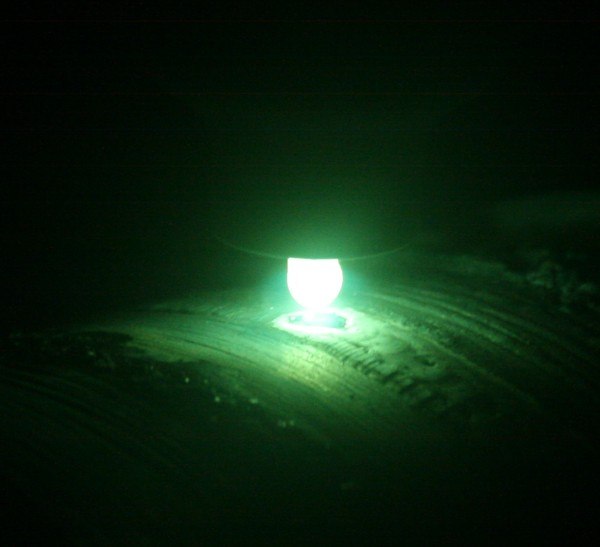
Винтик от лодки принесли. Намотал трос, отломало кусок лопасти. Швов собственно не видать, всё зачищено и заполированно грубой полировальной насадкой под покраску. 4043 варил, зелёным вроде не подсвечивало на старом металле, не АМг. Толщина на конце лопасти 1-1.5мм. http://s017.radikal.ru/i429/1301/a2/333a96e868a8.jpg http://s40.radikal.ru/i090/1301/e2/a415e0500da8.jpg http://s019.radikal.ru/i603/1301/ac/1c881b2b2af8.jpg2 балла
-
У нас на предприятии это норма, получаем удостоверения на эксплуатацию газо-балонного оборудования. Газ используем как в баллонах, так и и с центральной распред.системы. Только экзамены потом сдаем каждый год на подтверждение.1 балл
-
такой вопрос- на наше предприятие газ протянули. Грозились отправить меня обучаться))) Кто учился на этот самый газ?)) ЧТо там сдавать? Образцы варить-это ясно. А вот какие? По теории сомневаюсь, что там сложно будет, хотя кто знает))1 балл
-
Сумрачный немецкий сварщик жарит сосиски с помощью АДС. http://www.zabex.de/...bogengrill.html
1 балл
-
Да не забывать почаще чистить затвор предохранительный!
1 балл
-
http://www.mastercit...?t=97590&page=8 пост 186 - оно? несколько неверные выводы там. вот представьте себе ПП кристалл, он небольшой, например 5х5мм и 1мм толщиной. плоскостью он припаян к медной или керамической подложке. его теплоемкость очень мала, а теплоотвод очень эффективен: на нём при работе выделяются десятки ватт тепла, и в то же время, его температура не превышает примерно 150 градусов (для многих силовых ПП приборов предельная температура кристалла порядка 175град.). при выключении аппарата тепло перестает выделяться мгновенно и кристалл остынет до температуры радиатора быстрее, чем остановится вентилятор. вентилятор вообще можно заранее выключить, потому что теплоемкость радиатора на много порядков больше, чем теплоемкость кристалла. кристалл отдаст тепло радиатору и общая температура системы кристалл-радиатор поднимется, например, на 0,1 градус но это несущественно. а блувельды, которые там обсуждаются, дохнут по причине своей общей убогости - там сэкономлено вообще на всём и единственный их плюс - простота и ремонтопригодность. в косых мостах ключам вообще очень тяжко живется. извините за оффтоп1 балл
-
Я в Кировской области служил, п Мирный (ст Марадыковская) завод по уничтожению хим оружия охраняли.1 балл
-
теоретически так нужно делать. А я варю по разному))) Это не паропровод))) Здесь можно так нагадить, что труба не почет, а вот если более ответственные конструкции-тогда да, нужно соблюдать технологию процесса сварки. Вообще здесь 1 совет- тренироваться и постоянно стыки проверять под давлением. 100% научишься. Труба потекла- посмотрел визуально, вспомнил какие колебания делал и уже погнимаешь свою ошибку. Только тонкие трубы не стоит мучиться учиться варить. Я до 70 мм диаметра всегда варю ацетиленом. )))1 балл
-
@кропаль, а ещё у Вас делают проволоку для сварки чугуна ПАНЧ-11 и Пятков льёт свои знаменитые колокола. Мужики, нижегородцы есть на форуме кто занимается сваркой, работая на себя? Так, по делу бы поспрашивать хотел, буду благодарен, если откликнется кто.1 балл
-
"Я узнал,что у меня есть огромная семья, Речка,поле и лесок,в поле каждый колосок, Это всё моё родное,это Родина моя, Всех люблю на свете я" ? Уж извините,не рекламный проспект.
1 балл
-
Некрасиво - не смертельно,зажигайте не с самого края,а чуть забежав вперед.Зажгли,вернулись в начало шва и дальше переплавляете место зажигания.Но на основных три секунды - это много.Ударяете,отрываете и сразу сжимаете дуговой промежуток.Варить погружённой дугой (как по насту - хорошее выражение) на таких токах не получится да и не нужно оно Вам.Вы ведь не делаете гамма-контроль на щелевых фасках?Потом ещё такой момент,что обмазка ОК более вязкая что ли по сравнению с УОНИ 13/55,потому ЕСАБ и выдвигает свои требования. p.s. Не стесняйтесь показывать подготовку кромок и первый проход - это тоже серьёзная вещь при выполнении шва в целом.1 балл
-
@Jekan,комментарий только один - можно вставлять два изображения в одну строчку и не делать пропуски между абзацами,достаточно красной строки.А-а-а,да,про "Записки начинающего" забыл,Вы раньше в какой жилконторе сварщиком работали? @som,дело в том,что когда молодой,но подающий надежды специалист начинает варить что ни попадя и как попало,именно рок-энд-ролл и получается.Понимаю,конечно - нетерпение,но сначала валики в нижнем,потом швы в нижнем,потом швы с зазором в нижнем,потом..."Нах надо?Я сразу зазор 4 мм на s=2 мм и точку побольше"-,а потом вопросы,-"а из-за чего не получается"?Из-за того и не получается и не каждый трубник умеет варить пластины и уж тем более наоборот.1 балл
-
А ведь из-далека выглядит ну очень натурально
1 балл
-
@Aлекс,Вы столько фотоснимков сразу не показывайте.У меня,например,психика не совсем здоровая и может дать сбой...Все трубы я варю основными (ферритными и аустенитными) электродами не меньше тройки (d=3.0 и 4.0) ,всегда "рогами вверх".С отрывом или без - даже не могу сказать,чаще комбинировано и на автомате.Увеличивается зазор/нагрев/ток - начинаю с отрывом,снижается - делаю без отрыва.Опять же "с отрывом" это понятие весьма растяжимое...и не в этой теме.Вот пара коричневых фото в конце поста - вполне ничего получилось,сойдёт снег, я Вам пару таких же с улицы нафотографирую.Ребята обычно курят и вычисляют кто их мог так заварить...1 балл
-
Здравствуйте! Вот я и наснимал очередные свои "шедевры" . Для начала, то что в пятницу делал - вертикальные швы ниточные и с колебательными движениями рогами вниз - действительно некоторые чешуйки по краям выбиваются из общей картины - это именно от движений таких или тока много добавил? Ниточный и полумесяцем вверх. сегодня, с движениями рогами вверх шов получился вроде бы более однородный Ну и на радостях дай ка думаю пару колец от трубы заварю... В общем плохо очень получилось прошу прощения еще раз за качество фотографий - телефон, однако. Одно кольцо сразу заварил зазор не сделал, прожег дыру, подумал много тока, убавил ток, сделал зазор 1мм на следующей, а на третьей вообще мм2 где то зазор для эксперименту, в общем дыры во всех трех прожег, на потолке непровары - некачественно соединил начало шва (на всех образцах). На всех кольцах делал фаску с обоих кромок, чтоб притупление оставалось 2-3 мм, точнее не получилось, толщина стенки то ли 3, то ли 4 мм. Вот что напрожигал: Потом с другой стороны: Итог потолок, вертикал, нижнее, вертикал: Следующую почти сразу прожег - зазор то больше, потом еще какой то ужас: Потом потолок - вертикал - нижнее -вертикал второй: Потом весь в огорчении, дай думаю во второй проход обварю, получилось лучше, но все же страшно, первые два фото это потолок, с двух разных углов, хотел чтоб было видно что он высокий и с несплавлением швов (где 6-ть часов ), далее опять вертикал, нижнее, еще вертикал : После всех этих номеров решил еще просто потолок сделать: и вот оно!!! Тоже очень плохо. Все варил без отрыва до дырок, а потом как попало - где растягивая дугу и уводя вперед, где полностью в отрыв. Только во второй проход получилось полностью без отрыва. Там где на плоскости швы, там масштаб все тот же что и в предыдущих сообщениях, электрод 2 мм уони 13/55 АВН, скажите, а вы эту трубу ,что на фотографиях, с отрывом или без варили?И я так понимаю,движения - "рогами" вверх?
1 балл
-
А у кого-то перекур...
1 балл
-
Оба, но второй наверно получше.1 балл
-
Ну и, чтобы по 2 раза не вставать - 2е видео в догонку: http://www.youtube.com/watch?v=nxtZ8EtkI6E1 балл
-
Боюсь навлечь на себя гнев модераторов, но, все же надеюсь, что этого видео еще не было: http://www.youtube.com/watch?v=onecXVN-Bvw Кстати ТНК-BP судя по всему потихоньку выпиливают видео из интернетов.1 балл
-
Охладитель воздуха компрессора,ребристая трубка вдоль по шву трещина,заводской брак.Была обжата на 30 хомутиков.
1 балл
-
Проверьте включение пускателя. И цепи его запуска. Удачи!1 балл
-
Вести вертикальный шов "рогами вниз" несколько противоестественно,но и так тоже делают.Горизонтальные швы тоже варят "по-разному,но швы должны быть..." При однопроходном с малой фаской делаю кольцами 9))).При больших калибрах чаще узкими валиками снизу и не отбивая шлак,чтобы следующий проход ложился на полочку.В прочем,тут есть параллельная тема про горизонты на трубах и тема "Св.швы" в Галерее.
1 балл
-
Голосом Ю.Ю.Шевчука:"-Ты не один..." Второй доставать?-).Сегодня заходил к слесарям,у них стоит третий такой же,но на штатном месте.На стене 5,5 страниц мелкого шрифта инструкции за подписью д.Феди и на шестой крупными буквами;Отв. за эл.безопасность:***,отв.за тех.состояние:*** и отв.за выполнение работ:***
1 балл
-
Ну так понятно . Среди быстрых Финских парней совсем моментально меняет . Сварка не цирк с со скоростью смены электродов . Иначе можно было придумать семи зарядный револьверо держак ))) Мне просто интересно Инженер как сам представляет что такое Технология сварки . У нас три этажа инженеров . я почти за год даже не всех в лицо знаю . Но меня как звать они знают . )))1 балл
-
Мы долго и совершенно безуспешно воевали с нашими "водятелами", которые совали в наждак все - монтировки, воротки для торцевых головок, топоры, тяпки, лопаты и прочее. Терпение кончилось на ломе, заточеном там же. Попросили электрика-силовика, он нам собрал "хитрую розетку", пока в нее отдельную вилку не воткнешь - тишина. Про "удовольствие" править сверла или вольфрам на точиле с радиальным и (или) осевым биением - все в курсе, уверен. @АВН, давно зреет идея так же приспособить эл. машину. Да еще хочется хомуты придумать "быстросъемные".1 балл
-
Вы,@Isperyanc,у себя в любом месте можете розетку поставить? Так вот таких как на картинке у меня в шкафу два валяются.Прокладка кабеля,установка пускателя+УЗО,штатное место под сам наждак с ограждением и закрываемым (на замок) кожухом.Проектная документация на проведение,установку и эксплуатацию вент.установки с отв.за ремонт и содержание лицами.Инструкция по эксплуатации,заверенная инспектором по ТБ и ежедневная проверка слесарем биения и целостности камня,а электриком периодические осмотры и замер сопр.изоляции.Не достаточно?Тогда добавим сюда какого-нибудь чудилу,который от наждака решит прикурить и поранит пальчик. -Где? -Там,наждачком... -А позвать сюда Тяпкина-Ляпкина,ответственного за инв.№ 12345,порву его как Тузик грелку... Этому устройству на воздушной тяге уже далеко за 20-ть,приработалось.При желании можно в любой момент снять и переставить в другое,более нужное место.1 балл
-
Это, например, зачищено УШМ 230 - угол бака из стали 4 мм:
1 балл
-
привет всем
1 балл
-
тоже немного балуюсь с титаном,на Ваш суд коллеги...
1 балл
-
на счёт розы .... шипы то вниз )))) когда я делал мне мой коллега проспорил сотку )))) а вот и мои изделия ... ещё есть авианосец , подлодка и всс-ка , делал сыну но он не часто с ними играет --тяжёлые )
1 балл
-
Ну да, если при этом будет применяться жаропрочная сталь, загрузочные и зольные камеры будут оснащены чугунными дверцами с надлежащей герметичностью и внешний вид не будет напоминать подбитый танк.1 балл
-
Даже не слыхал.. А что это? Ковкой я такие вещи не считаю... Ковка это когда одними руками и ручным инструментом. А это именно художественная сварка.
1 балл
-
Оценивайте.
1 балл
-
Очень даже варится.1 балл
-
Если уж такая удача свалилась и у Вас "Фрониус" программируемый, настройте на сварку толщины металла равной величине притупления разделки кромок и вперед... Выберете (для надежности, чтобы проволока не проскакивала в зазор) положение горелки "углом назад" градусов на 15 от вертикали и частыми колебаниями по кромкам ведите сварку так, чтобы дуга все время горела в ванне, не выскакивая на холодный металл. Потренируйтесь на образце, где можно наблюдать процесс с обратной стороны. С помощью напарника, который будет подсказывать степень проплавления и образования обратного валика Вы (а я уверен в мастерстве "ручников") за пару тренировок освоите сварку полуавтоматом...1 балл