Лидеры




Популярный контент
Показан контент с высокой репутацией 10.01.2013 в Сообщения
-
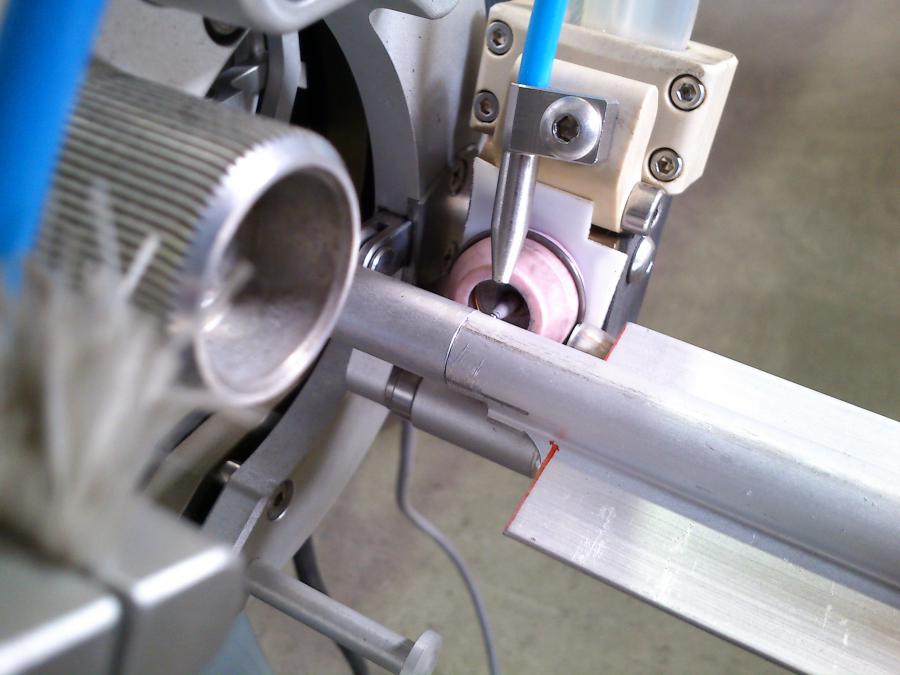
Всем еу! Фоторепортаж из серии "Редко, но метко. И нудно." Восстановление крепежного узла под чашку установки ДВС автобуса НефАЗ. Режим нон-стоп. Смотрю - кошмар. Аккуратно срезаю. Трубки рядом, топливо, воздух да еще и трос газа в бронерукаве. Разметка, примерка, сверловка, прихватки. Пачка - вроде как для масштабирования. Всю маску извозил об КПП!
 9 баллов
9 баллов -
Так потом уже заварено будет.
4 балла
-
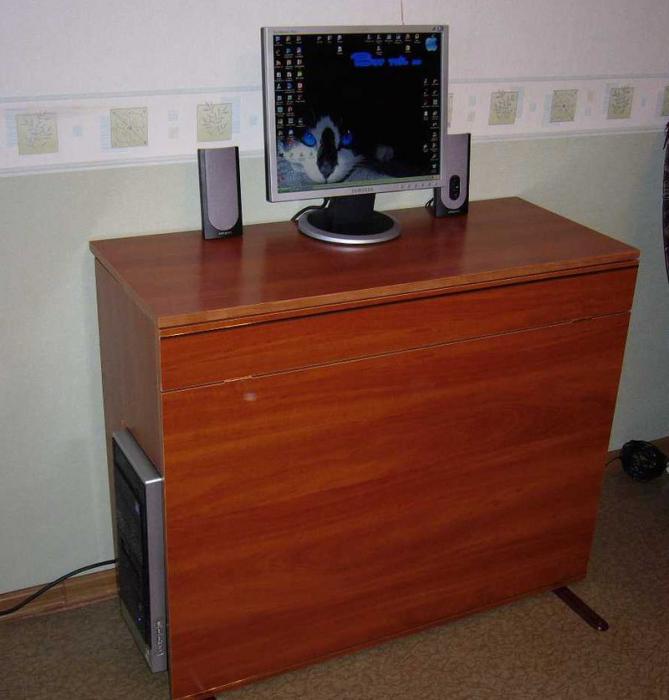
Мои небольшие самоделки: Печь на отработке,Стол для станка Листогиб Подставка для сварочного,Складной сварочный столик Компьютерный стол Протяги для полуавтоматов (Везде применялась сварка)
4 балла
-
3 балла
-
да простят меня модераторы!
2 балла
-
Русский автопром!
2 балла
-
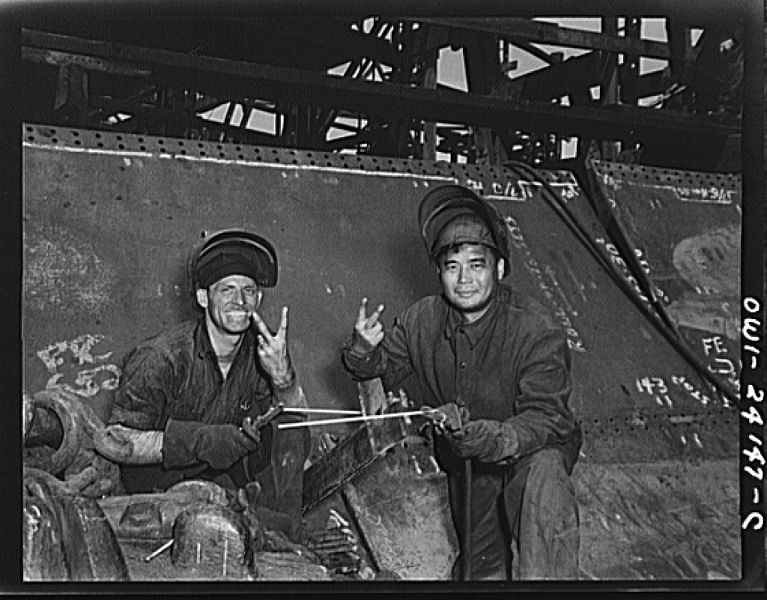
Пост 61-верх-правая-это очень интересная история постройки в США с 1942г судов типа Либерти(я даже успел поработать на одном кочегаром-Александр Суворов -порезали в 1980г)Благодаря этим пароходам СССР получил в войну с конвоями множество техники и продовольствия. http://www.skylighte...bertyships.html Суда впервые имели сварной корпус ,что позволяло строить их быстро.Рекорд был-10 дней. Всего было построено 2710 судов . Всего на постройке «Либерти» было занято 18 верфей (не считая многочисленных субподрядчиков), и в 1943 выпуск составил в среднем 3 судна в день. «Либерти» первых серий страдали от трещин в наборе корпуса и палубы. 19 судов буквально развалились в море. Первоначально дефекты приписывались либо сварной конструкции в целом, либо — низкому качеству сварки в условиях круглосуточного поточного производства. Привлечённая к расследованию металловед Типпер из Великобритании доказала, что трещины в сварном наборе развивались из-за неудачного выбора сорта стали, который в арктических условиях становился хрупким. Сварная конструкция облегчала распространение усталостных трещин, но не порождала их. В течение 1942 года эти недостатки были устранены. Опыт «Либерти» был учтён в производстве последующих военных серий — транспортов «Виктори» (534 cудна) и танкеров Т2 (490 судов). «Либерти» строились как «суда на пять лет»: считалось, что их ограничения по скорости и ремонтопригодности сделают суда неконкурентоспособными в послевоенном мире. На деле, «Либерти» активно служили в конвоях корейской войны и в гражданской службе до начала 1960-х годов: в 1950-е годы пароходства только зарабатывали с помощью «Либерти» деньги на обновление флотов. Массовый слом «Либерти» пришёлся на 1960-е годы; первенец серии, «Патрик Генри», был сломан в 1958. По состоянию на 2005 год, на ходу находятся два «Либерти» — суда-музеи SS John W. Brown в Балтиморе и SS Jeremiah O’Brien Сан-Франциско; оба годны к плаванию и периодически выходят в море. http://www.odin.tc/d...ter/liberty.asp
2 балла
-
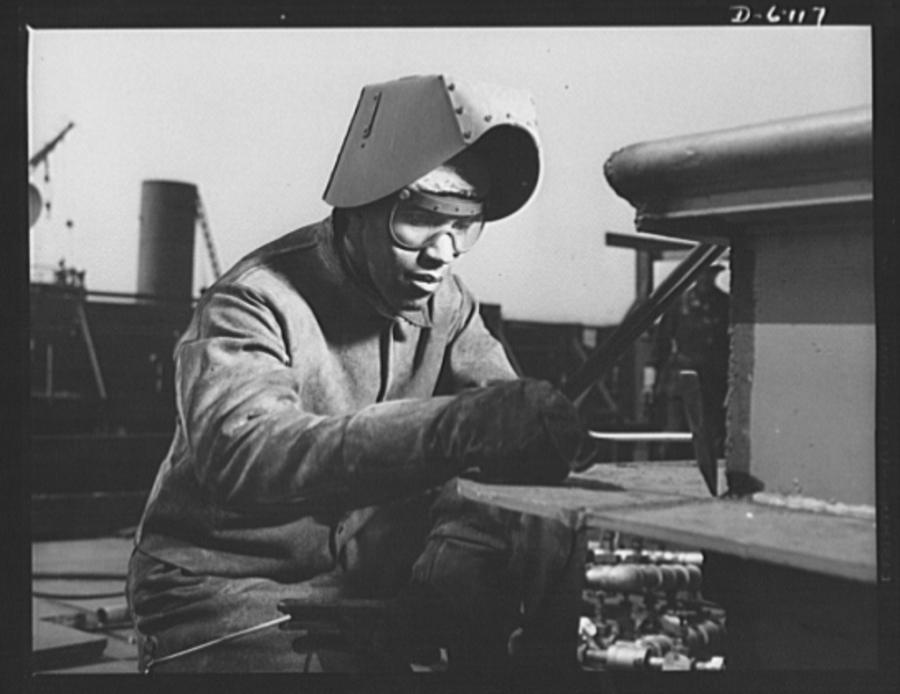
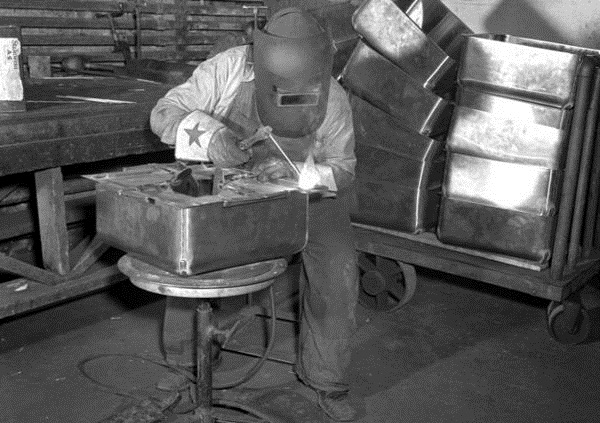
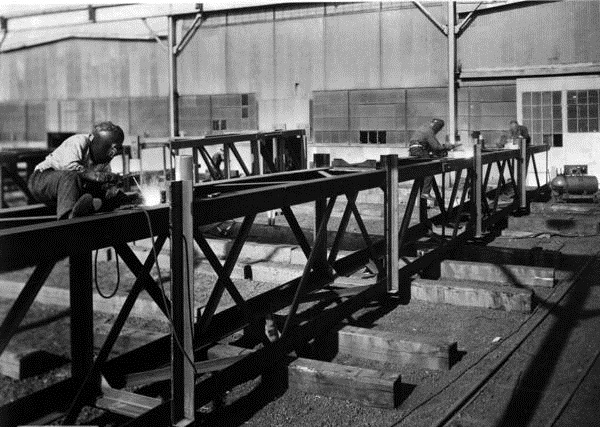
сентябрь 1940 - изготовление моек из нержавеющей стали: аппарат линкольн ]Shield-Arc Jr., электроды Stainweld A5. Настройка сварочного агрегата для ремонта железной дороги. Коннектикут, штат Огайо. 1940,Сервис Хартмана. Изготовление, сварка тягача для транспортировки угля: аппарат Shield-Arc Jr., электроды Fleetweld.[ 1942 - Сварка одной из четырех основных стальных матч Deeds Carillon в Дэйтон, Огайо \1939 - сварка железнодорожного моста в Кливленде.
2 балла
-
@СварщикРучник,мистера шАфера к Вам в подмастерья (на тяжёлые земляные работы) в воспитательных целях,он потом коллегам таких ужасов понарассказывает,что до весны бояться будут...а потом забудут.2 балла
-
На Ок 46 при непрерывном шве на 1-ом электроде 2 скачка,на 2-м электроде 1 скачок,не полное затухание.а как бы перебой.(доли секунды,вроде не критично.но..). На лб-52у На непрерывном шве на обоих электродах при сгорании примерно 2/3 электрода полное затухание.Кстати варил непрерывным швом на минимально устоичивом токе(ОК46-режим 3.ток 66А, а ЛБ-52у -режим 3.ток 66 А.) А по поводу слова сверкает-это поджигает и тухнет,залип или начинает ср..ть(наприм. ОК-46 при 50А на режиме 3.). МР и АНО в выходные поварю(послезавтра скорее всего),сьездить привезти надо. Помошника нет конечно уменьшать,но видно будет. Кстати ток подбирал от 40 А и выше конкретно через каждую ступень,так что показания точны,я еще пробовал варить уменьшая и добавляя ток по чуть чуть вокруг этих цифр.Кстати сеть хорошая,транс и выпрямитель без проблем.Электроды хорошие( и дорогие) на выпрямителе горят отлично без проблем(кстати с этих пачек варил осенью все хорошо).2 балла
-
Сегодня днем поварил электродами ок-46.00, 3 мм(эсаб-свэл), LB-52u, 2,6 мм(япония)-самые легкие электроды.(электроды прокалил по инструкции,другие электроды мр,ано уонии с аппаратами в другом доме,если надо позже привезу посверкаю).Сеть дома хорошая,варил без переноски,прямо в разетку. 1. ОК-46 на режиме А.1начинает варить более-менее приемлемо на 75А(начинает сверкать при 69А.)На режиме А.3 начинает варить при 66 А(сверкать при 50А).На длинном шве 1-2 кратковременных перебоев в дуге(доли секунды). 2. ЛБ-52 у .На режиме А.1 начинает варить при 72А(при 69 сверкает).На режиме А.3 начинает варить при 66 А(при 55 сверкает).На длинном шве сжег 2 электрода лб у обоих обрыв дуги стабильно после сгорания примерно 2\3 электрода (ближе к концу),напоминает историю с уонии.(только у тех было на середине дуги).2 балла
-
Срезание траков с лент снималося в октябре, но такая же картина ждала в конце декабря и ждет в январе, слесарям лень было чистить осенью.
2 балла
-
Вырезали отводы на воздуховод получилась ёлочка . Как раз к наступающему ))
2 балла
-
Приветствуются технологии сварки в художественной металлообработке и похожие темы... Например: Сварка полуавтоматом, сварка тиг, ручная ковка, материал Ст3, пруток 10 , лист 2 мм:
1 балл
-
Тут тоже
1 балл
-
Ну что ж,хозяин -барин.Трудно что-либо противопоставить,а тем более из личного кармана и за счёт себя,если работодателю абсолютно наплевать на качество и условия.С одной стороны-это расхолаживает работягу и то,что сначала,как нонсенс,в последствии становится нормой...Хотя,у нас в стране всё так. Упрекать человека (имею ввиду,топикстартера)в такой ситуации,думаю,неуместно,тем более он пытается хоть что то исправить и добиться.Уважать себя и свою работу-это видение каждого и оно разное,и всяк считает ,что оно верное. Фото желательно бы,дискуссия с советами пошла бы живее. Вы не едины.Меня на работе очень много чего не устраивает,но держат только деньги,всё остальное - на втором плане1 балл
-
Предпочитаю работать за деньги,фото позапрошлого года.75мм, местный паропровод, без комментариев:
1 балл
-
Несколько вопросов в ответ.Толщина трубы?Диаметр,марка электродов?Ток?В чём проблема с болгарками?Тем более и слесаря имеются?И зачем Вам технология сварки при полном отсутствии технологии подготовки?Ответ напрашивается сам собой,заварить,лишь бы не текло. Слишком много неизвестных. И если уж варить в таком варианте,то лучше,наверное,рутилом и с отрывом-он более неприхотлив к таким ситуациям.1 балл
-
Это типа - ((((( - когда круглый конец скобочки от себя, это тоесть через верх, а когда - ))))) - круглый конец скобочки к себе это через низ. Там среди швов где то затереялся еще просто зигзагом \/\/\/\/\, только что то выехал я где. Тоесть и вертикальные швы надо более плоскими делать? Только я еще не попробовал при вертикальных швах делать движения электродом, подскажите, какие делать и не потечет ли от этого металл вниз? А пригоризонтальных какие движения луче делать? А то я несколько вариантво попробовал самый равномерный шов получается при зигзагообразных движениях с задержкой вверху шва. Для меня уже открытием было что вертикальный шов без гроздьев винограда то получается!!!1 балл
-
@СварщикРучник,Да все бы ничего. Сварки, как таковой - 2 вертикала по 160мм каждый. А вот беготни и подготовки - караул. С болгаркой не подлезть никак и никакой при всех раскладах. Варить начинаешь - одна мысль, только бы трубку не задеть, тем более топливную(машина с линии - все системы под давлением). А держак - трезубец... При сварке не стоишь, и не сидишь, среднее положение. А узел - особливо важный.1 балл
-
@Шурпет, это действительно будни, у меня такие же. Жаль что труба без фотика, ох я бы нафотал. Чего только стоил роторно-шнековый снегоуборщик на базе МТЗ-80 у которого из-за отсева (щебенки) лепестки с лопастей на роторе поотломало, косынки всмятку, лопасти все позагнуло.... Вот я с ним три дня бодался! Все мятые косынки срезал, лопасти вилкой двухметровой правили, новые лепестки напарник сделал, я косынки вваривать замучился. Истратил почти 2 пачки электродов 4-ки и еще для усиления спицы из прутка 10-ки сделали. Короче 3-дневное бодалово как всегда завершилось победой. Завтра будет очередное - КАМаЗ ковш до конца не опустил и зацепил мост на полном ходу....... Нет слов - одни маты и желание накернить кое-кого,кто сильно торопится. Там же раму, ковш, гидравлику... все повырывало к чертям, работы на месяц однако.1 балл
-
1 балл
-
Равнопрочность неразъёмного соединения (сварки) с основным металлом.1 балл
-
На одном из форумов попалась на глаза интересная картинка: http://www.boehler-welding.com/index_ru.htm . Немало копий сломано коллегами по цеху на профильных форумах по поводу выбора держака,где старина "трезубец" упомянут был в разных "перспективах",в смысле , to be or not to be ? Подавляющее большинство сварного люда начинали именно с него. В последствии вкусы,взгляды,требования и предпочтения менялись. Качество "Bohler" высокое и стабильное,признанное во всём мире,так что "трезубец" должен гордиться такой рекламой : "Не смотря ни на что,мы пользуемся проверенными временем материалами". P.S.На данный момент мне,всё-таки,по душе заводские держаки от достойного производителя.1 балл
-
ЛБ-52у это вроде электроды с основным покрытием,как уонии.Да,козырек у него как на уонии и шлак такой же черный стеклянный.1 балл
-
Я так и делаю, но очень напрягает. уони 13\55 "ласосёвские" На снимки слукавил чуть-чуть сварку вёл под углом в 15 градусов НО на ЭСАБе таково небывает
1 балл
-
Брак. http://ochepyatki.ru/view_video.php?viewkey=76f8c0ef1553558b96141 балл
-
Роюсь сегодня в сети, глаз цепляется за рекламу. Перехожу. Магазин меховых изделий. "Жилет меховой БЕЛЫЙ из ЧЕРНОБУРКИ". ???1 балл
-
К слову, на воде не особо как то, а под этиленгликоль заставляли выпиливать начало и конец каждого валика, все из за тех же пор. За внешний вид шва предьявляли, считай, везде, кроме совсем уж пофигистичных контор, и на трубах, и на стройке.На нынешнем месте раньше швы зачищали лепестковыми кругами и щетками. Потом это дело прикрыли, т. к. многие клиенты стали топырить губу. потому сейчас круги не применяем. Зачищаем только щетками, а мелочь кислотой для снятия побежалости с промыванием в воде. И за вид шва теперь, если что, ухи рвут. Морально.1 балл
-
Зачем . по трубам три прихватки хватает . это не ящик . не короб . без разницы . самое главное правило чтоб было удобно варить . и подлезть можно было . на слесарей не надейтесть . у них своя работа . как им удобней отпилить . наша работа заварить . они своё планируют . а сварщик должен сразу представить сам себе в какой очерёдности будет стыки проваривать . где то удобней сделать поворотники . и напоследок оставить последние не поворотные швы в самом удобном для сварщика месте1 балл
-
Последнее китайское предупреждение В 1950—1960-х годах американские самолёты нередко нарушали воздушное пространство Китая с целью разведки. Китайские власти фиксировали каждое нарушение и всякий раз высылали по дипломатическим каналам «предупреждение» США, хотя никаких реальных действий за ними не следовало, а счёт таким предупреждениям вёлся на сотни. Такая политика стала причиной появления выражения «последнее китайское предупреждение», означающего угрозы без последствий.1 балл
-
Так и я про то конечно . в основном это редко . Но мысль гложет . ведь столько лет варю . И вдруг у меня валик не сформирован . Ведь не разу не проверял . Но даже если и так . Буду держатся )))1 балл
-
Есть места,где мениск или обратное формирование проверяют с зеркалом и переноской.И каждый дефектик заставляют вырубать и заново варить,но это конечно не в ЖКО.1 балл
-
Когда мне в руки попадается подобная хрень,то она часто-часто просто летит в траншею,один за одним...пока не кончится у снабженца -жлоба,потом привозят ЛБ и ЭСАб и удивляются:"Надо же,качественные электроды гораздо меньше расходуются..."1 балл
-
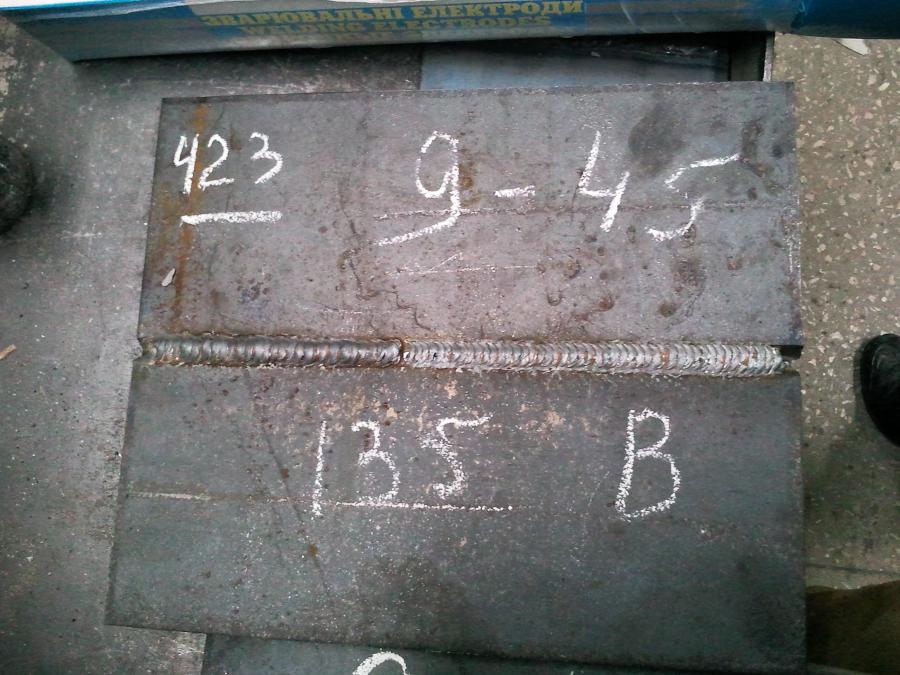
@sametoy1,Я тоже там аттестацию проходил по 135 статье. Варил правда десятку корень сверху вниз, а заполнение снизу в верх фоточка. Не знаю поможет вам это или нет, но попробуйте корень варить в отрыв.
1 балл
-
Два милиметра для полторашки многовато . при нормальной подгонке листов можно и :телом:обойтись . Часто такое бывает . присадка не того диаметра . Иногда требуют покрасивей . ну пытаешся как то с толстой присадкой каплями чегото . и не раз говорил руководству - купите полу автоматную катушку нержавейки 1-1.2 мм . для тонких работ1 балл
-
оп и на месте как заварить не придумал
1 балл
-
каждый уважающий (и не только) специалист сварочного производства, тобишь начиная от бригадира-прораба и заканчивая главным сварщиком предприятия должен пройти проверку на знание ПБ Ростехнадзора. это удостоверение, которое выдает вам Ростехнадзор, после того как вы успешно сдаете данные экзамены. подготовку могут осуществлять разные орг-ции а аттестовывает сам РТН, обычно сдаете тест (раньше было собеседование)! как выглядят тех-карты можете глянуть в этом документе http://www.naks.ru/u...03_vipusk55.pdf см. стр.2631 балл
-
Вот тоже распространенный электрод,влияющий на эмоциональное здоровье сварного...после LB,OK ..одно расстройство...имя ему ЛЭЗУОНИ -13/55.. Сами по себе неплохие электроды,но если уж попалась партия..то на "танцуешся". и вот опять.. Открываешь пачку..а они там по всякому "насованны" маркировка нанесена тоже где попало..Начинаешь варить,"козырек " на 15-20 мм вырастает... Знакомая ситуация?)
1 балл
-
А какие аргументы юриста пойдут против договора с четко прописанной заработной платой за месяц,белой-с чётко обозначенными сроками и ещё рядом условий....от меня требовалось только одно -находиться на рабочем месте и выполнять оговоренные договором работы...никаких взысканий,копии табеля и акты о принятии работ с подписями начальника участка,мастера,бригадира...Что можно этому противопоставить? Судопроизводство у нас не ахти,но бороться за свои деньги надо, хоть и год, да я за 19 000 руб с одной конторой два года бодался...и отсудил...1 балл
-
Покрупней надо сначала на корабль сходить,залезть в эту шхеру,закрыть гофры,чтоб не отсвечивали,а потом уже фотографировать с переноской,чтоб вспышка не засвечивала сам шов.Так уж повелось,что на пароходе будни - это либо корпус (переборки,палубы,шпангоуты,балки,бульбы) либо трубы (вварыши,фланцы,кингстоны,шпигаты).Могу сфотографировать ремонт лопаты или ключа,если принесут.Публикуйтесь чаще,посмотрим насколько у Вас богатый ассортимент изделий.
1 балл
-
В бытность работы в "Полиметалле" ("Серебро Магадана",месторождение Дукат),все экскаваторы и бурильные установки варили "на холодную",потому как греть деталь - дело безнадёжное.На "горе" стоит модуль(жалкая пародия на рем.бокс-зато слово крутое) для ремонта,в нём -20 (несмотря на калорифер),на улице -40.Постоянный аврал просто не позволит резаком разогревать ~ 40 мм детали для сварки.Даже адаптеры под коронки наваривались изо всего,что под руку попадалось. Самое удивительное,что всё ходило.И всё это было в порядке вещей.Если что отваливалось,то виноват сварщик-плохо приварил,но никак не нарушение технологии.1 балл
-
Переделка ходовой части экскаватора "Хитачи 120" под болотные гусянки, также выпрямление направляющих под ленивец и само собой все отогревалось резаком от грязи и чистилось, морозы как раз стояли под минус тридцать. Косяки конечно есть, не моя в том вина.Варилось все электродами уонии 13-55 эсаб-свэл д=3мм,на одном фото даже четко видна сетка пор , как ветер подует так порят за милую душу. Месяц экскаватор на трассе на демонтаже трубопроводов, пока все нормально.
1 балл
-
Как сказал один старый сварной: "Сначала заставляют балоны на верх таскать, а потом требуют качественную сварку!"1 балл
-
отметиться что ли... насчет несовместимости болгарки и аргонной горелки 100% согласен. У меня еще ручники в список добавляются
1 балл
-
Ну почему же нереальные? Подготовка, наплавка, шлифовка, доводка. Сколько новый диск (ОДИН) стОит? Делите пополам - вот и стоимость ремонта, грубо. Вообще, я лично, сейчас на алюминий "слева" говорю сразу - 500р. - минимум, даже если дырдочка в поддоне, трубе и пр. - 10мм. Бывает, кривятся, ну и что? Щас посмотрю цены на диски БМВ ради интереса. 3 т р - вполне адекватно, надо бы @митька51, спросить, что он думает по зтому поводу.1 балл
-
наплавлял на 120-160 амперах,да аппарат слабоват...присадки ушло примерно прутков метровых штук 6-7 диаметр 3-ка...варю дома,на балконе..фото прилагаю- что получилось...
1 балл
-
Как и у подавляющего большинства,моя сварочная эпопея началась с "трезубца" и шёл я с ним по жизни очень долго,пока не "подсел" на заводские.Не помню,уже,что меня к этому подтолкнуло,но факт сотаётся фактом.С той поры перепробовал немало моделей,большинство из них оставляло желать лучшего,мягко говоря,но некоторые прочно заняли своё место в моём арсенале,заслуженно,пройдя проверку делом и временем.Неплохо себя показал Binzel : http://aer-holding.r...i/esab_323.html .Из недочётов - слабенькие изоляторы ,винт постоянно ослабевает,его подкручиваешь,но со временем продавливается упор в керамике и приходится изгаляться с фиксацией,лечится,но неэффективно.Ну и крепление ручки неудачное. Далее. Фирма Telwin (у меня он так обозначен,а по ссылке Blueweld) : http://www.inctrumen...854046&mcat=120 .Тяжеловат,но по-моему это единственный его минус,хотя со временем привыкаешь,варю им "солому" безо всяких неудобств.Из плюсов.Очень качественные изоляторы,на больших токах и при длительной работе не горят,не ослабляются крепления.Фиксация ручки удобная,не разбалтывается.В последнее время использую чисто на сварке фланцев на токах 300А,иной раз на потоке гору перевариваешь,а держаку-хоть бы хны. Ну и мой любимец: Электрододержатель Eagle/Falcon :http://www.mirsvarki...p/UID_2138.html .Нареканий на фурнитуру и крепление нет.Вес(у меня на токи 250А) изумительный-как пушинка,в руке лежит-как влитой,вся труба-только им. Ссылки - это как только примеры. Когда пользовал трезуец,то закреплял кабель следующим методом.На оголённый конец кабеля (30-40мм) плотно-плотно натягивается медная трубка (подбирается) чуть меньшего размера,так,чтобы жилки кабеля немного выглядывали.Зтем всё это дело душевно расплющивается и торец провариваем сваркой(любым электродом,ток по больше).Охлаждаем.Прикладываем к держаку и привариваем по меди.После каждого прохода окунаем в воду,чтобы изоляция не страдала.До этого пробовал всевозможные крепления,иные удачные,иные нет,на этом варианте свои изыскания закончил,потому как устаривало на все сто.И габариты крепежа минимальны,и контакт надёжный,а соответственно и нагрев(редкое явление) минимальный. Кстати,для предотвращения ослабления креплений изоляторов,можно попробовать применить это: http://www.amag.ru/catalog/73054.html1 балл