Лидеры




Популярный контент
Показан контент с высокой репутацией 22.10.2012 во всех областях
-
Сегодня опресовали левое крыло, из 120-125ти сварных соединений, (трубы по 3.5 метра+50 резьб на стояки+переходы+отводы+концевые резьбы) замокрело только в одном месте. Что интересно, в труднодоступных местах у меня почти никогда не мокреет, только за редким исключением, потому что, к таким стыкам подходишь очень ответственно, а вот то, что на виду и абсолютно доступно, иногда из-за моего разгильдяйства может и замокреть, но спешка и усталость под конец рабочего дня, сделали своё дело. Вот какое давление в системе, это вопрос, по холодной у них в этом доме (он в низине, кто не знает, Владивосток стоит на сопках и даже самотёк с верхних домов может создавать давление до 8кг) до редуктора 9-11кг. На теплоузле манометры отсутствуют, при не очень резком открытие затвора, трубы нормально так подёргивались, ну это я так, типа в своё оправдание
 6 баллов
6 баллов -
@Лепило, возьми для заполнения/облицовки ф 3,2мм,потому как 2,6 маловато будет.На корень - ОК,на тонкостенную трубу на облицову тоже - из калибра не выскочишь,а вот на толщину его пускать нерационально.На один проход в среднем "отдавай" 4-5 мм.,исходя из этого толщину 8мм. вари в 3-и прохода : корень,заполнение,облицовка.Под облицовку оставь -2-3 мм,в результате получишь качественный шов.На облицовке увеличь ток на 5-10 А по отношению к заполнению.Движения лево-право с постоянным продвижением вперёд.Частота колебаний на "и-раз,и-два"(т.е. и - лево,раз - право,примерно так),а шаг продвижения вперёд тоже небольшой,старайся так,чтобы сварочная ванна продвигалась вперёд постоянным объёмом.Немаловажный момент,так называемое "смачивание" стенок.Если металл не разогрет или скорость движения эл-да высока,то можно наблюдать,что расплавленный электродный металл плохо соединяется со стенками шва.Особенно заметно это вначале шва.Дабы этого избежать,следует слегка задерживаться по бокам разделки для прогрева кромок.Ну и ток должен быть оптимальным-подбираем под себя с учётом толщины металла. Если обратишь внимание на этот момент,то сразу просекёшь о чем речь.В результате и шов не будет бугриться,и плавный переход к основному металлу будет,и подрезов избежать получится.Если грамотно сделаешь заполнение,то при облицовке не надо будет наваливать металл,чтобы получилось усиление,а будешь просто спокойно продвигаться вперёд,облицовка сама получится достойной.Хороший шов не любит суеты и хаотичности.Приучи себя к "рисунку" и ритму,и результат не заставит себя ждать.4 балла
-
Порошок под микроскопом ... Для наплавки чугуна ПР-НД42СР Подслой для холодного напыления ПТ-Ю10Н с приклееными частицами алюминия насколько знаю. Бронза для холодного напыления
3 балла
-
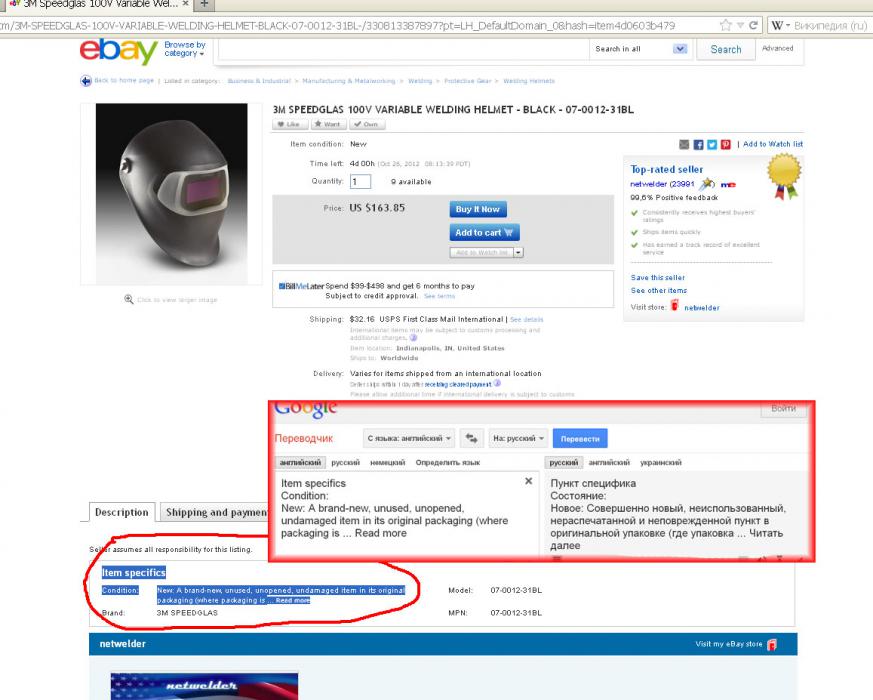
Привет. С Вами. И со всеми другими, кому интересно. Я тоже первый раз покупал на е... сами знаете, как там дальше. Скриншот страницы по вашей ссылке:
2 балла
-
История газокислородной резки Submitted by Admin on Втр, 07/17/2012 - 12:14 Машины термической резки Газовая (автогенная) резка металла - это самый доступный и распространенный способ сварки и резки металлов. Начало истории этой технологии следует искать во временах первых попыток использования для нагрева металла теплоты сгорания водорода, кислорода и особенно, ацетилена. Водород и кислород научились получать электролизом воды ещё в начале 19 века. Первый аппарат, способный выделять водород с последующим получением водородного пламени в горелке, предложил немецкий химик Д. Рихман в 1840 году. Этот аппарат мог сваривать и разрезать легкоплавкие металлы. Начало газовой резке металла было положено! Попытки использовать горючие газы для резки металлов плавлением (т. е. без приложения давления) предпринимались неоднократно. Но необходимые для этого температура пламени и концентрация теплоты достигаются только при сжигании горючих газов или паров жидкости в смеси с кислородом, промышленное получение которого было налажено только в начале XX в. Тем не менее, применение газового нагрева (с воздушным дутьем) для пайки и сварки известно с древних времен. В конце XIX в. и первые десятилетия XX в. известные способы сварки и резки не были универсальными и мобильными, а удовлетворительное качество переплавленного металла обеспечивалось ценой большей трудоемкости. Но без сварки уже нельзя было обойтись, и в начале XX в. возник еще один способ (причем не только соединения металлов, но и быстрого эффективного разъединения) — основанный на использовании теплоты ацетилено-кислородного пламени. В 1766 г. английский физик и химик Г. Кавендиш исследовал физические и химические свойства водорода. Перспективный способ получения водорода и кислорода путем электролиза воды предложил Г. Дэви в 1802 г. В 1840 г. немецкий химик Д. Рихман разработал аппарат для получения водорода, выделяющегося при взаимодействии азотной кислоты с цинком. Водородным пламенем, образующимся на выходе из специальной горелки, удавалось паять и сваривать легкоплавкие металлы. В лабораторных условиях часто использовали как водородно- воздушное, так и водородно-кислородное пламя, причем последнее имело температуру 2600 oС и могло расплавить золото, серебро и платин. В 1888 г. Д. Лачинов разработал мощный электролизер для разложения воды, и благодаря этому водород и кислород стали более доступны. Область их применения до конца XIX в. почти не расширилась, несмотря на то, что уже существовали промышленные способы сжатия газов, а в 1896 г. немецкий инженер Э. Висс изобрел сварочную водородную горелку. Тем временем в поле зрения техников попадает ацетилен — газ, теплота сгорания которого более чем в пять раз превышает теплоту сгорания водорода. В 1836 г. английский ученый Э. Деви впервые получил из карбида кальция газ, названный им бикарбонатом водорода, а в 1860 г. французский химик П. Э. М. Вертело дал точную формулу и современное название этого газа — ацетилен. Однако в то время карбид кальция был дорогим химическим соединением, получаемым только в лабораторных условиях, и потребовалось несколько десятков лет, чтобы найти дешевый промышленный способ его производства. Параллельно с поиском газов для сварки и резки велась работа по созданию надежного оборудования. В первую очередь необходимо было сконструировать горелку, которая обеспечивала бы хорошее смешение газов с кислородом, высокую концентрацию теплоты на выходе из сопла и взрывобезопасность. Одним из первых (1802 г.) заслуживающих внимания устройств была горелка американского изобретателя Р. Хейра для получения водородно-кислородного пламени. В Германии в 1820 г. газовую горелку создал А. Брок. Для предохранения от обратного удара (потока горящего газа внутрь системы) в 1847 г. им была установлена диафрагма в водородном канале, через которую газ выдавливался в наконечник горелки и выходил наружу. Водородно-кислородное пламя долгие годы применяли для пайки платины, золота, серебра. В 1850 г. во Франции Г. С. К. Девиль создал горелку, в которой водород и кислород смешивали в сопле. Впервые в мире газовая горелка (точнее, резак) с целью резки была применена в 1901 г. при попытке ограбления земельного банка в Ганновере. Были использованы преимущества процесса — транспортабельный источник энергии — баллон с ацетиленом и кислородом. Неизвестно, знали ли взломщики то, что процесс резки стали происходит не только от теплоты пламени, но и от того, что железо сгорает в дополнительной струе кислорода. Причем температура сгорания железа в кислороде лежит ниже его точки плавления. а теплоты выделяется так много, что когда поступает кислород, процесс идет самопроизвольно и расплав выдувается струей кислорода. Взломщикам удалось разрезать только наружную оболочку толщиной 8 мм. Конструкция резака была еще не отработана, и кислорода не хватило. Следует отметить, что автогенная резка появилась практически одновременно в нескольких странах. Так, в США Дж Харрис, пытаясь получить синтетический рубин в пламени сварочной горелки, случайно разрезал стальной лист, служивший в качестве подложки. В 1904 г. Жоттран (Бельгия) к водородно-кислородной горелке добавил просто трубку с соплом, через которую подавался кислород (рис. 52). В том же году Э. Висс (США) запатентовал горелку-резак с концентрическими соплами, предложенную Э. Смитом. Сначала для этой цели использовали сварочные горелки, однако вскоре начали разрабатывать и газокислородные резаки. Этот вид резки сразу оказался вне конкуренции применительно к железу, стали и чугуну. В 1908 г. кислородная резка была испытана и подводных условиях. Вскоре данный способ резки заинтересовал и германские фирмы. В большом объеме газовую резку применяли при демонтаже разрушенных металлоконструкций в период Первой мировой войны, В 1906 г, в Германии для металлизации успешно применяли ацетилено-кислородное пламя. Пистолет для газопламенного напыления изобрел М. У. Шооп. Изобретатели многих стран совершенствовали конструкции горелок Пикара и Фуше. В 1908 г. фирма «Бритиш Оксид жен» создала горелку, и которой наконечник можно было поворачивать, изменяя угол между его осью и осью корпуса от 0 до 70 oС. В Италии Карбидное общество разработало горелку с охлаждением наконечника, В США в 1907 г. фирма «Девис- Бурнонвиль» смонтировала в горелке пористую диафрагму, предотвращающую обратный удар. Благодаря труду многих энтузиастов были разработаны и внедрены мало- и крупногабаритные горелки; горелки, рассчитанные на высокие и низкие давления газа; горелки с различной формой постоянных и сменных наконечников и т. д. В России газовая сварка впервые появилась в 1906 г. Сварочные посты были оборудованы в Московском техническом училище, в некоторых ремонтных железнодорожных мастерских и на ряде машиностроительных заводов Москвы, С.-Петербурга и других городов, на металлургических заводах Урала и Украины. Газовую сварку применяли в основном для ремонта, реже для изготовления неответственных изделий из низкоуглеродистой стали, чугуна и меди; резку применяли для удаления дефектов литья. В то время оборудование ввозили из-за границы. Однако уже в 1911 г, выпуск ацетиленовых генераторов и резаков был налажен на заводе «Перун» в Екатеринославе. Как и за рубежом, применение газопламенной обработки в России возросло в период Первой мировой войны. Газовую сварку и пайку стали использовать в военной промышленности, правда, по-прежнему для неответственных узлов, с рекомендацией проковки и отжига швов. Следующими событиями в истории развития автогенного дела было открытие при Петроградском технологическом институте курсов по обучению «самосварке и различным способам спаивания металла» и выпуск первого в России учебника. С этого времени объемы применения газовой сварки начали возрастать, и с середины 1920-х гг. этот способ занял ведущее положение в сварочном производстве страны. Применение газовой сварки было разрешено при изготовлении котлов, машин и других ответственных конструкций. Не последнюю роль в этом сыграло созданное в 1926 г. русско-американское смешанное акционерное общество «Рагаз». В 1927 г. на Ростокинском заводе начал работать цех по производству горелок, редукторов и резаков. Всего за период с 1928 по 1930 гг. было выпущено около 2 тыс. ацетиленовых генераторов, почти 6 тыс. сварочных горелок и резаков, 6560 редукторов. Однако в связи с полной национализацией промышленности в СССР смешанное акционерное общество «Рагаз» было ликвидировано, и на его базе была создана государственная структура — Всесоюзный автогенный трест (ВАТ). В короткое время были построены новые цехи по производству аппаратуры для автогенной обработки, в том числе на Московском автогенном заводе, Ленинградском заводе «Красный автоген». С 1934 г. в СССР полностью прекратили импортировать автогенную аппаратуру. В этом же году было пущено шесть мощных установок по производству кислорода. Для кислородной резки, наряду с ацетиленом, в Советском Союзе успешно использовали жидкие горючие материалы: бензин и особенно широко — керосин. Корниенко А.М. История сварки. XV-середина XX ст. -К, Феникс, -2004 http://stan.tprom.or...slorodnoi-rezki2 балла
-
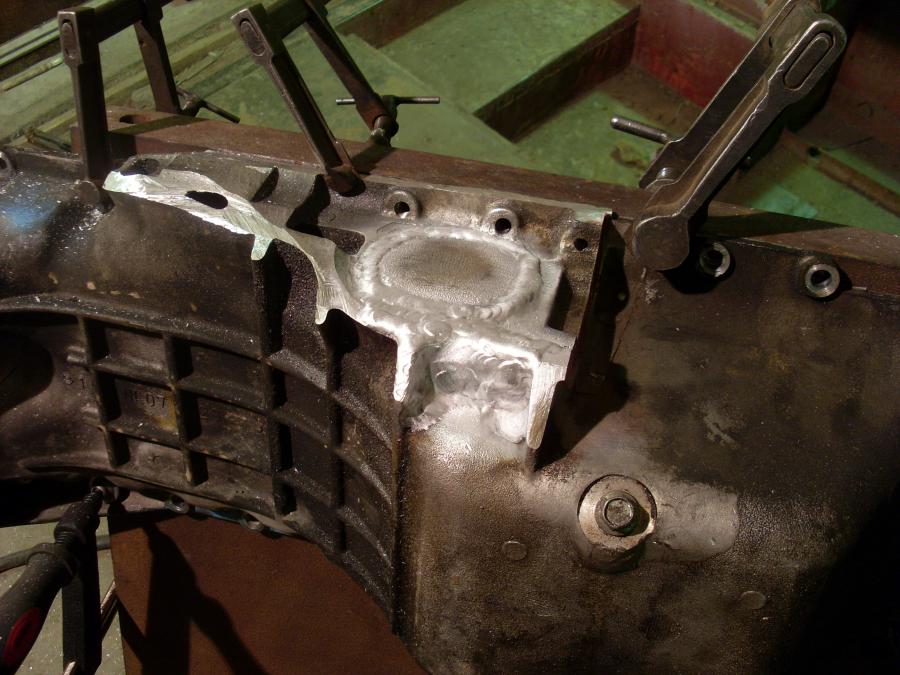
Цементовоз ремонт серьги и крепления компрессора . работал на пару с ARGONIUS -ом .
2 балла
-
Собственно вот чем я занимаюсь
1 балл
-
http://www.i-mash.ru/uploads/posts/2012-10/thumbs/1350895367_jurijj-dolgorukijj.jpg Стратегическая атомная подводная лодка "Юрий Долгорукий", построенная по проекту 955 "Борей", поступит на вооружение ВМФ России в 2013 году, об этом, как сообщает "Интерфакс", заявил министр обороны России Анатолий Сердюков. Ранее планировалось, что флот получит новую подлодку уже в сентябре - октябре 2012 года. По какой причине было принято решение отложить принятие корабля на вооружение, министр обороны не уточнил. Как ожидается, вместе с первой подлодкой проекта "Борей" на вооружение ВМФ России встанет и новая межконтинентальная баллистическая ракета морского базирования "Булава". По словам Сердюкова, вторая подлодка проекта 955 - "Александр Невский" - войдет в состав Тихоокеанского флота России в 2014 году. Ранее также сообщалось, что ВМФ России получит второй корабль проекта в декабре текущего года. В общей сложности до конца 2020 года российский флот должен вооружиться восемью новыми стратегическими подлодками. Изначально планировалось, что "Юрий Долгорукий" встанет на вооружение ВМФ России к 29 июля 2012 года, однако этот срок позднее был перенесен из-за необходимости провести дополнительные испытания бортовых систем подлодки. В начале октября сообщалось, что предприятие "Севмаш", построившее "Юрия Долгорукого", устранило все замечания приемной комиссии и подписало с руководством флота приемо-сдаточный акт. Этот документ подписал начальник главного штаба ВМФ адмирал Александр Татаринов. Первые два корабля проекта 955 смогут нести до 16 ракет "Булава" каждый. Подлодки водоизмещением в 24 тысячи тонн могут развивать скорость до 29 узлов, а автономность их плавания составляет 90 суток. Предельная глубина погружения подлодок проекта "Борей" составляет 480 метров. Помимо ракет "Булава" каждая из подлодок получит шесть торпедных аппаратов калибра 533 миллиметра для запуска торпед, торпедоракет и крылатых ракет.1 балл
-
Такие резаки применяются в большинстве случаев, на металлургических предприятиях, для резки слябов и прочего проката.Вся суть в том что прокат горячий(красный) и левая рука на режущем вентиле просто не выдержит долго температуры, по этому и применяют резаки с ручкой -рычагом, чтоб резать и не обжигаться. Я некоторое время поработал на нашем "Амурметалле", порезал такими "кочергами", там у них ещё и трубки наращивают, в итоге резак получается метровой длинны. 12 атмосфер от магистрали, слябы S=250-300мм распускал.1 балл
-
пришел ответ: "Здравствуйте, у Вас есть возможность выслать сканированную копию паспорта на аппарат? С уважением, инженер-технолог ООО "ИНСВАРКОМ" (Сварог™) М.В. Шаров тел: +7(812) 325-01-05 доб: 40-17 e-mail: sharov@svarog-spb.ru" завтра отправлю сканы и буду ждать..1 балл
-
Одной статьёй не нашёл раскрытие этой темы, всего около 12-и статей. Заменить углерод в графене (и в нанотрубках) на железо не представляется возможным (по крайней мере пока не возможно 100%-ное замещение ), более того это и не нужно, т.к. некоторые учёные считают, что графен (свёрнутый в нанотрубку) самый прочный матерьял во вселенной ! Более того -> всегда был самым прочным и всегда будет самым прочным !! Совмещать нанотрубки с другими материалами можно, помещая другой материал вовнутрь нанотрубки.1 балл
-
Обычно собирают так чтобы один торец стоял вровень с плоскостью второй пластины,а на ней (или на обоих кромках) была фаска. http://www.opengost.ru/uploads/posts/2012-06/3663032image190.jpghttp://www.opengost.ru/uploads/posts/2012-06/3663032image184.jpg1 балл
-
Разделал трещину почти на всю глубину. И заварил полуавтоматом на максимальных режимах в несколько проходов.
1 балл
-
Я это от местных слышал, они историей края интересовались.Вообще, Кёнигсберг был очень мощным и загадочным бастионом прямо на границе Германии.И белых пятен там куда больше, чем выясненного. Есть ещё старые немецкие районы, которые напоминают о былой красоте города и показывает, что русские, придя туда, реально могут засрать что угодно. Разбитые, убогие дороги, неухоженные скверы с кучей алкашни и рядом величественные дома из знаменитого красного кирпича, заляпанные обсыпающейся штукатуркой, налепленной левой ногой строителя с похмелюги. Вот Замок Канта - это другое дело, его вылизали от и до. А то, что подальше от центра - пускай себе разваливается.1 балл
-
Вот крепление за водосток.
1 балл
-
Тоже так думаю первое время,а потом начинают проявляться несколько стандартных вариантов решения проблемы,а потом и нестандартных.Кстати,это несложное место.Бывают на первый взгляд простые,а вот решение у них... Это видимая сторона узла.За ним ещё одно ребро,но уже со сваркой нижнего пояска,то есть осталось заварить ещё три подобных вертикальных и по 2 см нижних тавровых и стыковых шва.Сколько нужно на это времени?
1 балл
-
Спасибо!!! Вот еще чуть чуть
1 балл
-
Это спец.разработка друзей-слесарей (уже уволокли на дачу).Ещё два таких же цилиндра/прутка привариваются к другой губке,чтобы между всеми тремя был небольшой зазор.Применяется в установке вентиляции и дымоходов,когда нужно соединить две трубы без фланца или кольца. Торец трубы волнообразно сгибается по окружности (конус) и свободно вставляется в другую трубу до упора (цилиндр). Есть такие секретные специалисты,которые "Знаю,но не скажу,Умею,но не покажу".Стакан заварен ЭА-981 по ОСТ-альбому "десять-ноль-семь" и "перекатан" /терминология критика сохранена/ РАДС согласно требований СТП.@Васо_29,Вы сдаёте конструкции под покраску? Если Вам есть что показать в теме "Св.швы" - показывайте.П/п обычно "прочная переборка",а настил вроде всегда был палубой или ярусом.Если хочется поговорить о технологии выполнения галтелей и отжигающих валиков - для этого есть тема в другом разделе. Слушать рассказы о режимных строгостях интересно в "Курилке",но не здесь.Тинейджерский сленг типа :"чот","пипец" и "отстой" тоже не приветствуется,это Вам нужно на "СТС","ТНТ" или "Перце" публиковаться.Будете хулиганить - придётся наказать,пока первое замечание.1 балл
-
Да работал я в травмпункте, знаю нашу медицину изнутри... Кто с головой и руками, но не имеет блата устроиться на место уходят, остаются бедолаги, кто не умеет ничего, деваться то некуда.. Из за них то и мучаются и страдают больные.. Какой мужик с головой и руками захочет зарабатывать в крупном городе 12-13 тысяч? И это за 12, а иногда и больше суточных дежурств. Каждое дежурство это около 30 битых- резаных-ломаных бабушек, обдолбанного, пьяного молодняка, истеричных тёток, угроз, жалоб, драк в приёмной.. Шьёшь иногда пациента, собираешь морду его разбитую, а он срывает швы, встать пытается, блюёт спьяна лёжа на столе.. Куражится над сестричками, врачом, продолжения банкета требует.. Каюсь бывало и в печень стучался к таким пассажирам..правда не обижались никогда, наоборот с пузырём потом заваливались. Но хуже всего это высокомерные дамочки на крутых иномарках. Ей видите ли кажется что царапина на пальце угрожает её жизни, резаные или ломаные в очереди- не люди. Кузница после этого раем кажется.. Пардон за флуд, разошёлся я чего то...1 балл
-
Чуток поработал, вот фотки кучей)). http://s018.radikal.ru/i500/1210/82/bf3fc2050c18.jpg http://s16.radikal.ru/i190/1210/6b/74b124197fec.jpg http://s59.radikal.ru/i165/1210/02/60dde4e9f4d2.jpg http://s017.radikal.ru/i424/1210/bb/d217b99ae624.jpg http://i023.radikal.ru/1210/d1/2066e0d343b0.jpg http://s017.radikal.ru/i438/1210/79/1263bca5bd32.jpg http://s017.radikal.ru/i433/1210/64/e419e751aff0.jpg http://s002.radikal.ru/i199/1210/06/9e56f3731a7e.jpg http://s54.radikal.ru/i145/1210/96/aa5012a49b39.jpg http://s017.radikal.ru/i430/1210/da/f959624569c7.jpg http://s61.radikal.ru/i174/1210/bf/74c735a8bff9.jpg http://s47.radikal.ru/i115/1210/7a/6ab1b57cf542.jpg1 балл
-
Ремонт бака Изготовление бачка на радиатор Тележка под сварочник Изготовление расширителя на охладитель горелки Ремонт поддона
1 балл
-
Ведро китайских шариков,нитки, баллон, редуктор, сумку для денег и в парк Камышина на выходных.1 балл
-
Да,Димас,понимаю Вас.Давно уже пришёл к выводу,что либо надо знать сварку АМг до тонкостей либо тупо сваривать,как это делаю я.1 балл
-
Для тонкого алюминия ток ставь минимальный,можеш потренироватся так.Зажигаешь дугу,потом одной рукой плавно крутишь ручку увеличивая ток пока не начнет образовыватся ванночка.Еще сразу тепло передается в металл потом уже в шов.Продувку ставь 2 до 4 после.Баланс посредине,частота на 1/4 шкалы.Вообще все индивидуально.Присадку (проволоку) подавай в ванночку с краю от факела дуги,вылет электрода примерно3 мм.Тонкое лучше варить прихватками с промежутком 2-3 сек.Вольфрам лучше бинзелевский с бирюзовым концом.2мм ток до80 ампер,2.4 до 140 а,3мм свыше140.Хотя я варю 2.4 с20 и до 140а.Удачи.1 балл