Лидеры




Популярный контент
Показан контент с высокой репутацией 14.04.2012 во всех областях
-
EWM Picomig Puls 180 ,благополучно доставлен. В в этой теме подробно по полочкам буду раскладывать возможности данного источника. Возможности видов сварки, MIG, MMA, TIG ( контактный поджиг дуги ) все управляется синергетикой. Маломощный источник с выбором заданий на сварку, это то что я искал 6 месяцев перебрав ряд производителей премиум класса. Что еще добавить, источник расчехлен и опробован на программе № 1, рад я.3 балла
-
Еслиб текст был вразумителен, то нашлись бы.2 балла
-
Это своего рода стаж )) Лично я стараюсь не создавать новые темы, в крайнем случае. Хватет созданных. А то, что одни и те же вопросы часто подымаются, так это показатель заинтересованности людей к конкретной теме и не желании искать ответ в написанном. Может поиском не умеют (не хотят) пользоваться. Так и будет дальше, пока не будет создана тема (форум или раздел) к примеру "часто задаваемые вопросы", с сылками в форум и за его приделы. На мой взгляд это должно немного помочь ленивцам и убавить головной боли старожилам форума.2 балла
-
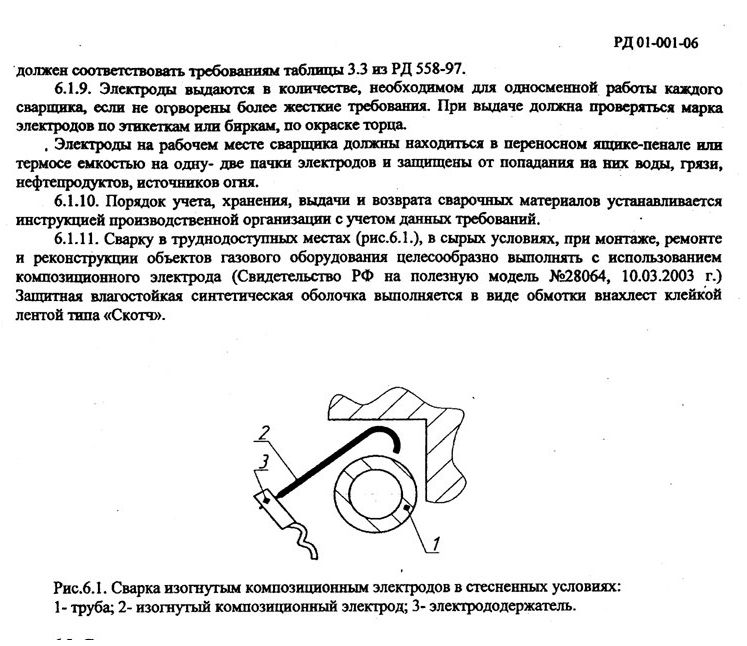
С видео пока никак,то что сделал вчера,ни о чём.На нём дуга всё засвечивает.Надо фильтр,хотя бы слабенький попробовать.Времени для экспериментов у меня маловато,так что пардон,другой сварки по горло,а фланцы-это штучный товар на схеме.Про обещание я помню и сделаю.Выложенное выше видео идёт без проблем,может с кодеками что то не то? Относительно сварки в труднодоступных местах.Очень давно попался на глаза такой файлик,может интересно будет кому
 2 балла
2 балла -
Приветствую не которые фото уже публиковались , Не много о себе работаю дежурным сварщиком-сантехником в жэу , в свободное время работаю сам на себя меняю трубы по квартирам и по предприятиям итд .
1 балл
-
В моем городе этой присадки тоже нет. Ну и что? Есть комп, интернет и телефон. И у меня она(4043, 4047, 5356 разных диаметров) есть.1 балл
-
И как ты представляеш это "подтвердится"? На КАКОМ языке ты будеш "подтверждатся"? Будеш нанимать переводчика? Он денег и немалых будет стоить. И он точно не будет знать терминологию и сварочный сленг. Хорошо, с помощью переводчика ты получил сварочный сертификат страны пребывания, что дальше? Опять переводчик который будет переводить задание на выполнение работы+все уточняющие вопросы? На КОГО тогда работать будеш? На себя или переводчика? Знание другого языка обязательно. НО... По английски в Германии с тобой будут говорить только в ресторане(клиент, мать его, приходится прогибатся...) Во Франции до сих пор помнят линию Мажино (за немецкий морду бить не будут, сделают вид что не слышат). В Голландии английский конечно прокатит(язык фландрии мало кто знает даже из местных). Испания и Португалия... Только месные языки. Пиндостановское наречие признают только на высшем политическом уровне. С английским хорошо в Марокко, Тунисе, Мозамбике и прочей "глубинке" Все написано на основе СВОЕГО опыта. (10 лет работы на португальской фабрике и командировки от этой же фабрики)1 балл
-
Это то видео,за качество которого я говорил.Напарник заснял весь процесс сборки фланца.Я весь его и закинул.Получится качеством лучше,сразу выложу.http://www.youtube.com/watch?v=0ooENoNy3xE&feature=youtu.be1 балл
-
som а зачем форум вспоминать, зайдете как всегда и скажете " Братцы, я теперь пенсионер шапку радугу купил, пойдемте в курилку обсудим это дело"1 балл
-
@BelaZZ, Водопровод мы так в цехе тянули, варить на лестнице-неудобно бляха-муха , метра три с половиной высоты. Там на кронштейнах в общий пучок труб и укладывали.1 балл
-
Глухие стыки варил через зазор.На газе операция не разрешена,а надо было менять кран.Разбирать стену нецелесообразно.Собрал узел с зазором в 3+ мм с обеих сторон крана и через зазор заваривал,наблюдая и управляя процессом через зазор.Облицовка была сделана гнутым электродом,на ощупь.Просветка - "ОК".Но!Труба почти новая,электрод LB-52,ф 2,6,стык в горизонте.На воде и рутилом возможны проблемы.1 балл
-
Между прочим.В курилке сообщения не считаются и это намёк.Пока. http://websvarka.ru/talk/index.php?showtopic=569&pid=18311&st=40entry183111 балл
-
@svarnjuk привет. это не тренировка. Я когда с медэкспертами бухал в морге - предложил нам всем слить крови на анализ. На следующий день у одной из сотрудниц глаз выпал - превышение смертельной дозы на 20% Выяснилось всё быстро - врач достал мед справочник а там: смертельная доза в зависимости от массы тела такая то, но! Для народов проживающих на территории СССР цифра значительно выше. И сейчас справочники официальные - буржуйские. Кстати самые стойкие к дозе алко: женщины средней азии и якуты. самые слабые - жёлтая расса.1 балл
-
Спасибо, Лев. Это вам
1 балл
-
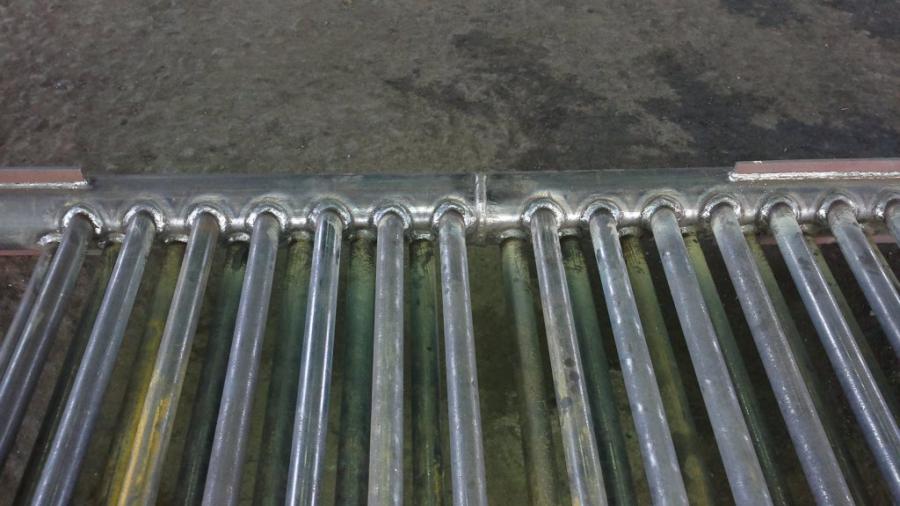
Из "шампуров" в "решётку барбекю"
1 балл
-
"Пантенол" или "Спасатель" я пользуюсь Пантенолом, всегда рядом баллончик держу.
1 балл
-
Пока фотографировал,снизу "само отвалилось".1 балл
-
Я такое "практикую" на 57 мм труба / фланец,на большие диаметры не хватает электрода.Шлак,правда,отбиваю в ходе сварки (на ощупь ),потому как рутиловую обмазку переплавлять дело неблагодарное и ненадёжное. Сварка в нижнем положении,деталь на месте,я - по кругу ,эл. ф 4мм (ОЗС-12, МР-3,что под рукой оказывается), 260 - 280 А.
1 балл
-
На котле ПТВМ-100 Там же
1 балл
-
А вопрос в чем? Если советовать аппарат, то тут уже много такого было. Если из Китая советовать, то Китай есть Китай. Для дома для семьи, самое оно. А по аппарату - опять же лотерея. Может у него она постоянно ломается (китайская "железяка"), а у вас будет каждый день вам деньги приносить. На сегодняшний день в китайских аппаратах функционал не уступает европе. А по надежности: "крутите барабан"!1 балл
-
В точку! Занимался я напылением коленвалов. И довольно успешно, НО только от бензиновых движков. И только "свежие" у которыз задрана одна или две шейки. Коленвал испытывает циклические нагрузки, усталость металла неизбежна. Представьте картину: напылили коленвал, все шейки, далее шлифовка, ремонтные вкладыши, сборка - цена немалая. А через некоторое время он ломается. И попробуйте доказать, что причина - старость а не напыление. С некоторых пор я, когда увидел, как шлифуют напыленный вал - тему эту закрыл. Напылил как-то раз шейку прямо в шлиф. станке. Дальше - шлифование. Сначала хорошо шлифовалось, потом пошел "дриблинг". Говорю шлифовщику - круг засалился, алмазить надо. "нечем" отвечает и продолжает драть... Появилась сетка трещин. Покрытие было ПГ-19Н-01. Отлично работает на износ, низкий коэффициент трения, но шлифуется тяжело - нет искры (для шлифовщика важно) и салит круг. Перепылил я эту шейку кастолиновским 19400, он на основе железа. Но призадумался - прошлифуют где попало и как попало - а скажут - плохо напылил. Были и другие истории со шлифованием шатунных шеек. Так что, если хотите напылять коленвалы, то только в паре с хорошим шлифовщиком. И лучше детонационное напыление или дуговая металлизация. Но по любому браться за эту сложную деталь после наработки опыта на простых.1 балл
-
Мы конечно не летчики...но сверху видим всё,ты так и знай http://phoca.narod.ru/weldphoto/skyweld0.JPG http://phoca.narod.ru/weldphoto/skyweld1.JPG1 балл