Лидеры




Популярный контент
Показан контент с высокой репутацией 22.06.2011 во всех областях
-
на первом если не учитывать края в принципе неплохо в плане стабильности, только присадки маловато с такого ракурса. На последнем фото объема присадки достаточно, а вот стабильности нет. Можно чуть тока больше и присадку подавать только в хорошо разогретую ванну. Еще лучше, если край присадки все время будет в ванне. а не греть ее до образования капли и потом слетевшую каплю сплавлять в шов. На третьем фото для 1.5мм "нержавейки" великовато усиление и опять же присадка подается "толчками".1 балл
-
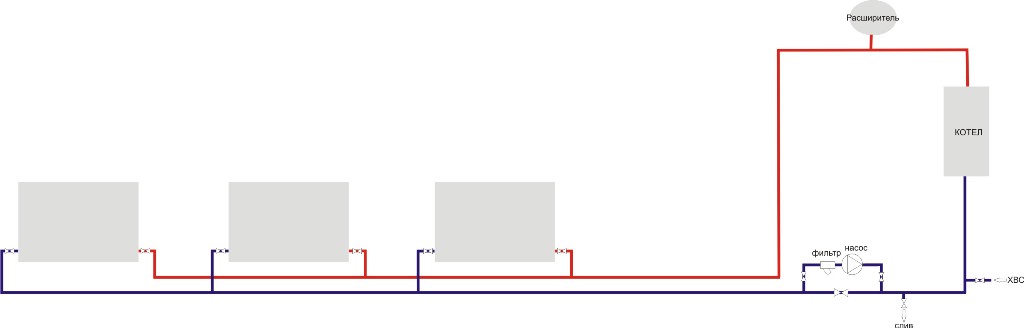
Ой, забыл еще кран нарисовать (на обратке, под насосом), сейчас исправлю
 1 балл
1 балл -
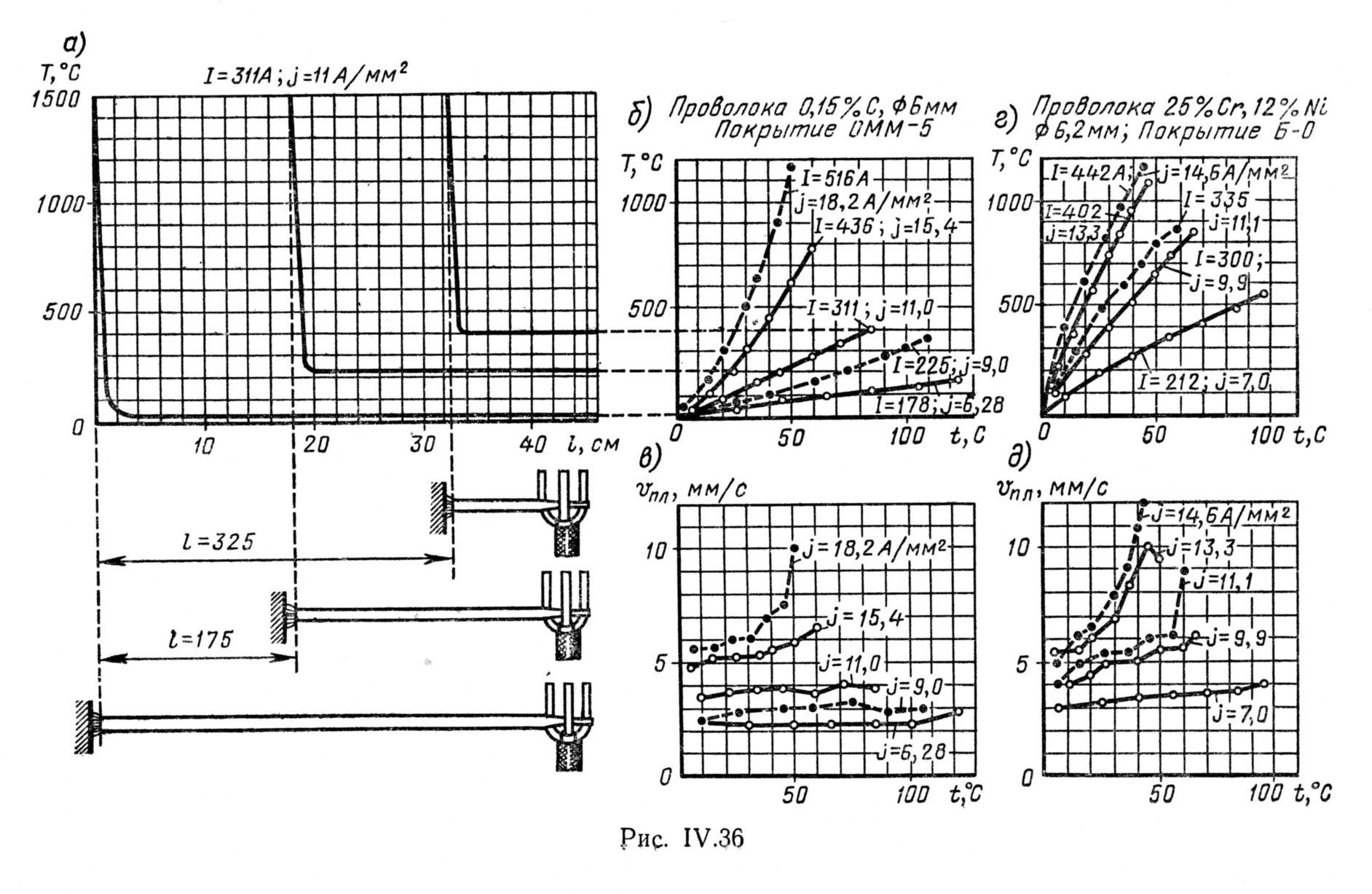
petro А в чем ущербность формата "дэжавю"? Есть прикрасный выход делать с него снимки в "джипеге"... В 27 парагафе "Расчет нагрева и плавления электродной проволоки" ТСП Петрова и Тумарева есть несколько номограмм. Может возможна замена?...
1 балл
-
Господа, сложилось такое впечатление, что все отписавшие здесь и держателя в руках никогда не держали. По сути и с определенным знанием дела говорил лишь Мыкола. Спасибо, кто отписал, разочарован. Evgen , свое имхо оставьте, будьте добры, при себе.-1 балл
-
AnaTolik, Так что же Вы спрашиваете совета у тех кто ничего не знает и не умеет? http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif особенно про песню - программируемый фрониус. "управление геометрией шва" по сути в части управления ванной мало чем отличается в ММА и МИГ/МАГ кроме как "инструментов", управляющих сварочными характеристиками.-1 балл