Активность
- Последний час
-
А если метры в минуту,то легче станет или понятнее?
- Сегодня
-
Абсоллютно согласен и поддерживаю !
-
Вот эти понятия, и Ваше цитирование этого эксперимента в будущем, и приводят к тому, что люди начинают думать что ток как -то фантастически схемно увеличивается этой крутилкой. И нужна отдельная крутилка, что бы регулировать ток без регулирования подачи. То есть ток, напряжение и подача должны регулироваться отдельными крутилками !!! И почему - то единицы понимают, что ток в данном случае - производная !!! от разных величин. Но так как мозги уже забиты, то все спорят про регулировку тока, как на ММА. И никого уже не переубедить. Даже производители пошли на такой шаг, чтобы сохранить продажи, потому как основная часть менагеров далека от физики и на вопрос, где ток тут регулируется ? Только мычит. Продажи вниз. И покупают хрень, на которой написано под крутилкой - ток ! А основная проблема в деградации образования, начиная от школы и ....
-
Дозик уже на воле? На все, что выходило из "зоны", чистое или (особенно) грязное - бумажек надо было стопочку получить (Средмаш, 1984-1991 гг).
-
Знаете, гражданин, вы сейчас ведёте себя, как запойный сварной из подрядчиков, которых нанимали в бытность мою главным сварщиком на предприятии, выпускавшем удобрения, для ремонтов (чтобы пдешевле). Приезжали такие- на шлифовальном круге болгарки вольфрам точили- потом куски в шве при просвечивании находили. Работали так долго- пинать устанешь. Расход сварочных материалов просто гигантский! Вольфрам килограммами уходил. Газы- десятками баллонов. На обед уходят- не закрывают- мол, никогда так не делалаи, не душни. Газовый клапан из аппаратов выдирали- мол в совке не было, так и нам не надо. А как стыки просветим- так хай на весь свет- переделывать надо. Вы лично пробовали сравнить, чем варить лучше? Дрючком ободранным, с дугой, которая бьёт во все стороны и куски отваливаются или правильно заточенным электродом с полированным конусом? А мне про это в 2000 году профессов рассказывал, который в СССР исследования проводил. Тогда ещё можно было беспристрастно без грантов всяких... И называл зернистость наждачного круга, которым нужно затачивать электрод. Не помню, кстати, за давностью лет. Но он пояснял, видео демонстрировал. Поэтому прошу эту дремучесть мне не толкать. Просто сегодня есть компактный инструмент, а тогда три наждака надо было. И поверьте, когда я добился, чтобы мне в ремонтный цех купили такую машинку- то сварщики говорили точно также. А потом я у них взял по одному электроду и заточил. Остальные на шлифмашинке ободранные были. Конус длиной 30- 40 мм, поверхность заточенная была вся в ямах и рытвинах, притупление- как преступление... И поверьте, на следующийй день подошли и попросили показать и объяснить. И потом не в домино рубились, а в очередь запасные электроды точили. Потому, что правильно заточенный электрод работает дольше и варить легче- не надо изворачиваться, чтобы пятно эмиссии в разделку направить. А инструмент пришлось привязать- во избежание... Возьмите книгу про источники питания сварочные и прочтите про саморегулирование процесса. Вас ждут удивительные открытия и не менее удивительные разочарования. Знаете, на производствах повидал всякого и вывел одну истину- всякий инстумент идеален, если им умеешь пользоваться и настраивать. А ещё- всякое оборудование надо обслуживать. Аппараты продувать, за соединениями следить. В ремонт отвозить... Когда добился, чтобы каждому сварщику по кемпику выдали, в карточку записали- тогда и дрюкнул каждого, кто за аппаратом не следил. Сломался аппарат- сиди в цеху. Все на ремонтах, деньги зарабатывают, премии и сверурочные- а этот с КТУ 0 ждет, пока электрик починит, клемму новую поставит. Как бабка отшептала- перед ремонтом все проверяли аппараты, чистили, блистили, подкручивали... И сопла керамические берегли и горелки на плече носили, а не в прицепе отправляли. А давайте вспомним, как на химических заводах резали газом нержавейку? Кто знает как это? А элементарно- берётся железная проволока- Св08А и подаётся в струю кислорода резака. Железо горит, плавит нержавейку, расплав выдувается из зоны реза. Виртуозы- слесалюги резаком так кромки готовили- криворуким с болгаркой на зависть! Но потом что будет со стыком? Когда кислота по трубе пойдёт? Там "Жырных полярных белых лисов"- на каждосм стыке... Или азото- водородная смесь- 400 градусов, 400 кГ. Просто если не говроить про это- то как бы и нет. А что же делать? Элементарно! Нормальные бригады устраивали себе кунг, который подключался к сети и в нём был токарный станок, на котором можно было обточить маленькую катушку, или отвезти в цех, на большой станок- кромки готовить... Но зачем, если и так сойдёт? Теперь же можно взять набор инструментов, который влазит в средних размеров чемодан. Да, стоит дорого. Но оно того стоит- просто работа ускоряется в десятки раз. И подготовка и сварка. И переделывать потом не надо! А как боролся, чтобы щётками зачищали прикромочную зону, а не дрочили болгаркой? Это песня была! Поспорил с самым упрямым слесарем на пачку сигарет, что быстрее его 325 стык зачищу. Он зачистным кругом, я- стальной щёткой. В общем, после того, как я полчаса курил, а он только половину зачистил, он подошёл и попросил показать и рассказать, как и что. После этого перестали использовать зачистные круги практически совсем. Только когда щётка не брала. Поэтому убедительно вас прошу не смотреть видео с тытупа, больше читать литературу и советоваться с профессионалами. И инструкции, кстати, тоже читать. Перестаньте держаться за прошлое- там это всё работало потому, что другого просто не было. Физически.
-
Товарищ! Не скатывайтесь в ересь про силу тока в МIG/МАG/FCAW.Сила тока в этих процессах и машинах - величина переменная,зависит от напряжения на дуге,скорости подачи сварочной проволоки и её диаметра.И более ни от чего.Изменяя напряжение и скорость подачи отдельно можно изменять либо длину дуги при неизменном токе,либо в незначительных пределах менять ток при неизменном напряжении.Одновременное поднятие/ снижение напряжения и скорости подачи проволоки меняет результирующий ток и общую тепловую мощность процесса. Это если совсем кратко,и не вдаваясь в нюансы,которые таки есть.
- Вчера
-
Еще нахлынуло - в зоне стоял аппарат чуть ли не послевоенного производства. Он представлял из себя круглое чудовище типо генератора постоянного тока с крутилкой. Ею приблизительно накручиваешь сколько тебе надо, либо балластником регулируешь. В зоне варили только им. И нечего! Нормально варили! Кста, кто помнит когда впервые взял в руки болгарку? Я таки ее впервые увидел в руках спецмонтажников у нас на здании в ...1989 годе, наверное... Наш бригадир подговорил дозика, чтобы он ее на выходе из зоны определил "грязной". Типо радиоактивной. Она пошла как бы в могильник, а на самом деле мы этой болгаркой еще лет пять по шабашкам резали все подряд. Одна проблема была- диски. Нигде не продавались. Только у тех же монтажником начальник службы добывал.
-
Люди добрые, всем горячий привет. Добил таки проблему с неравномерной подачей. Я таки не совсем молод, но ум пока пытливый. Таки долго не мог догнать почему на полуавтоматах только два параметра устанавливаются. Напряжение и подача проволоки в метрах в минуту. И где тут сила тока? И только после эксперимента я понял - увеличение подачи проволоки автоматически влечет увеличение силы тока!!! Все встало на свои места. Настроил по понятиям и никаких проблем более не испытывал. Немного начитавшись про аргонодуговую сварку на современном оборудовании перестаешь понимать как мы варили аргоном на самых древних аппаратах эту пресловутую нержавку в таких условиях, что теперь только кино снимать. Не понимаю... Неужели дошло до такого дикого задротства, что без специального инструмента вольфрам не заточить? А про всякого рода графики... Умом можно тронуться. У нас был самый современный на тот момент ( 1986 приблизительно) ТИР-300 и баластник. Все!!! Открываешь дверь камеры толщиной приблизительно 400мм, туда можешь залезть только по пояс. В изолирующем костюме типо ЛГ-1 с подачей воздуха для дыхания, с горелкой, маской (сделанной из прессшпана с резинкой от лепестка) и зеркала. На всякий случай. Ты один. Как в космосе. Тебе некому помочь хотя бы прихватить... Снаружи стоят люди чтобы тебя за ноги вытащить... Горелки аргоновые и держаки для РДС производили у нас же в институте. В опытном производстве. Супротив современных просто шедеврально просто и надежно. Сейчас окунулся в тему и чуть не утонул... Куда катится этот мир?
-
 DECEPT присоединился к сообществу
DECEPT присоединился к сообществу - Последняя неделя
-
 EchoMind присоединился к сообществу
EchoMind присоединился к сообществу -
 olimpck присоединился к сообществу
olimpck присоединился к сообществу -
 JeffreyWer присоединился к сообществу
JeffreyWer присоединился к сообществу -
 Это хороший справочный материал.Пусть пока здесь побудет эта ссылка -https://pmet.biz/catalogs/spravochnik-2021.pdf
Это хороший справочный материал.Пусть пока здесь побудет эта ссылка -https://pmet.biz/catalogs/spravochnik-2021.pdf -
В продолжение темы деформации. Вернусь к чугунному блоку,просто в качестве примера. Сколь угодно могу жестко закреплять отломанную часть относительно плоскостей.Они будут совмещены,но после сварки и снятия приспособлений я получу "уход" края "отломыша"в минус порядка 1-1,5мм. А чтобы этого не случилось надо выравнивать плоскость порядком наложения швов,проковкой и объемом наплавленного металла в нужных местах.





-
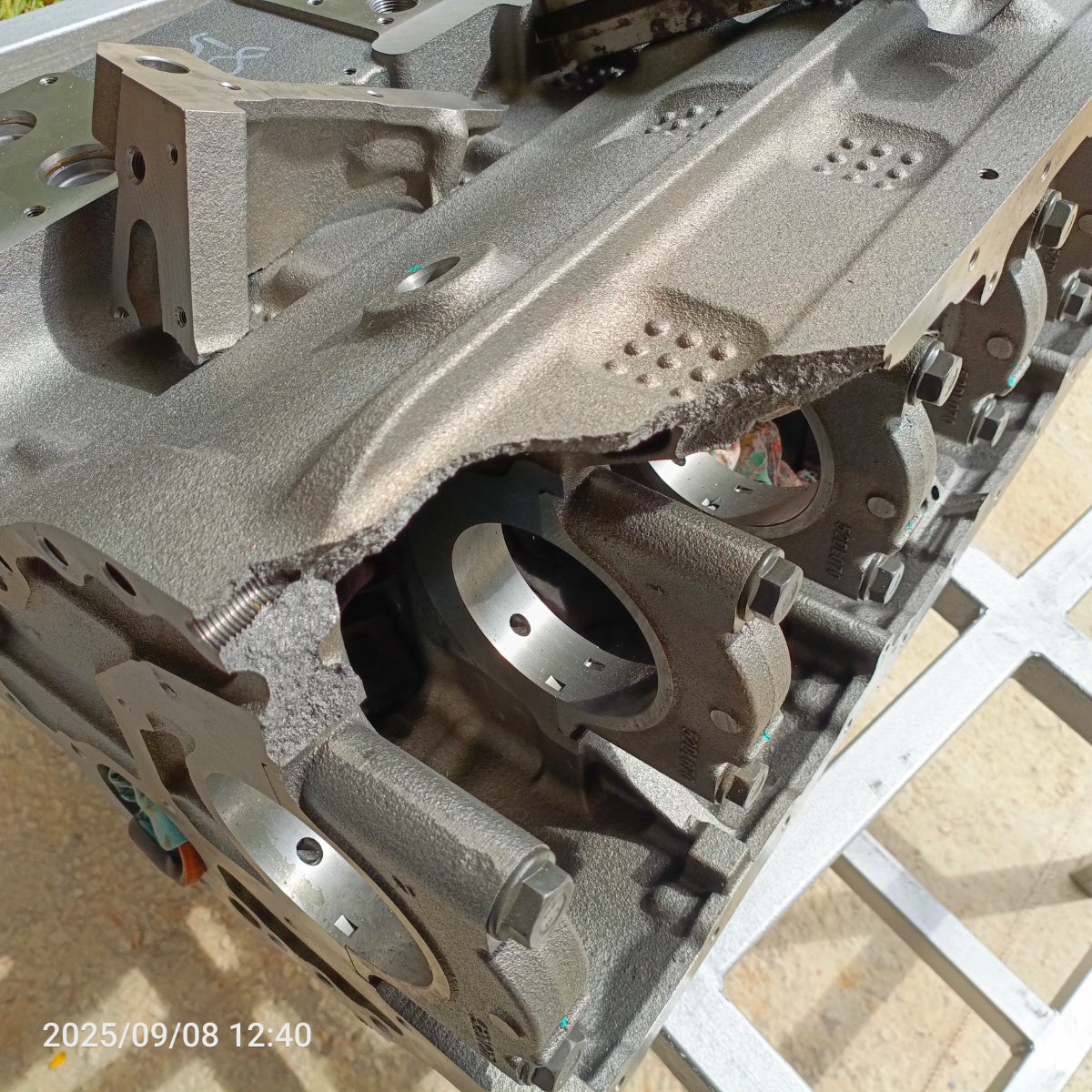
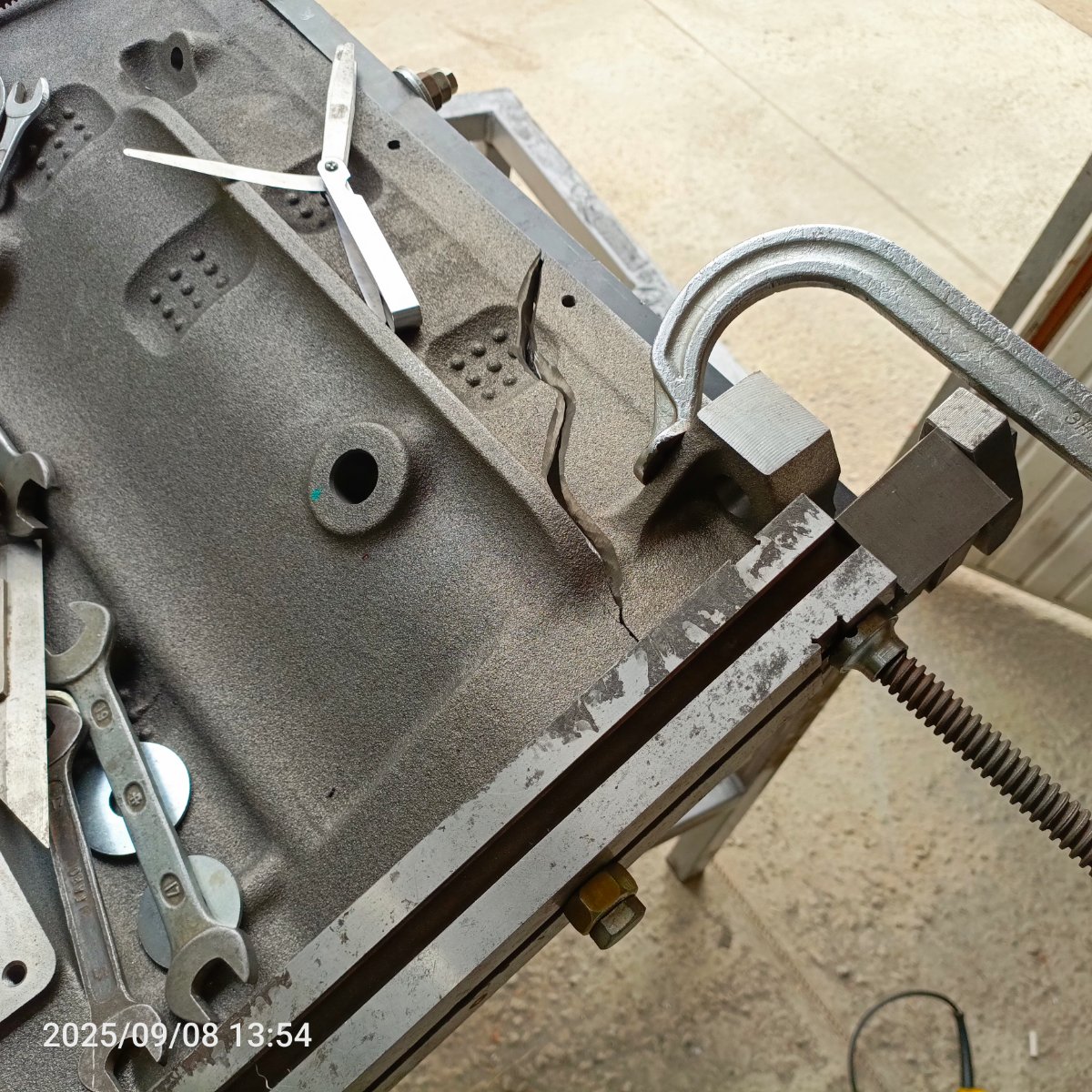
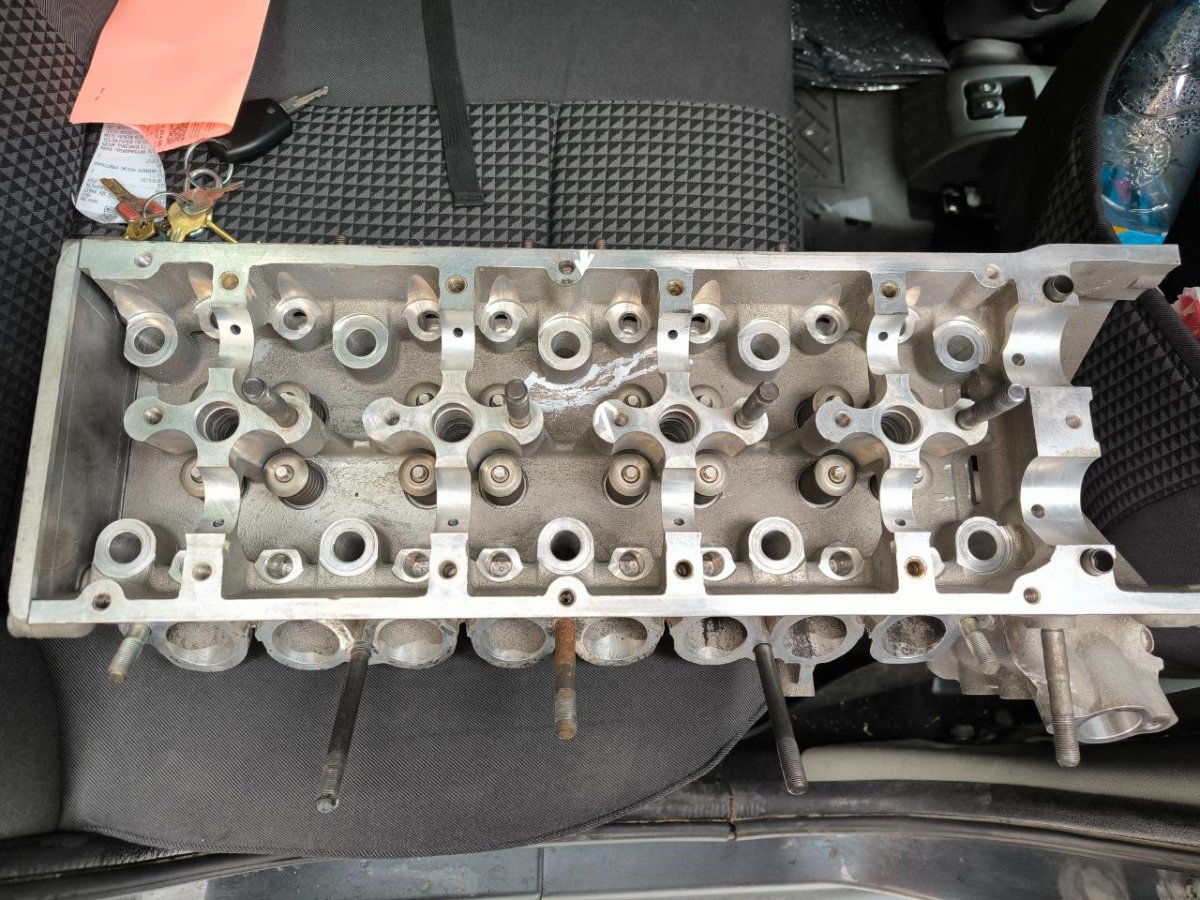
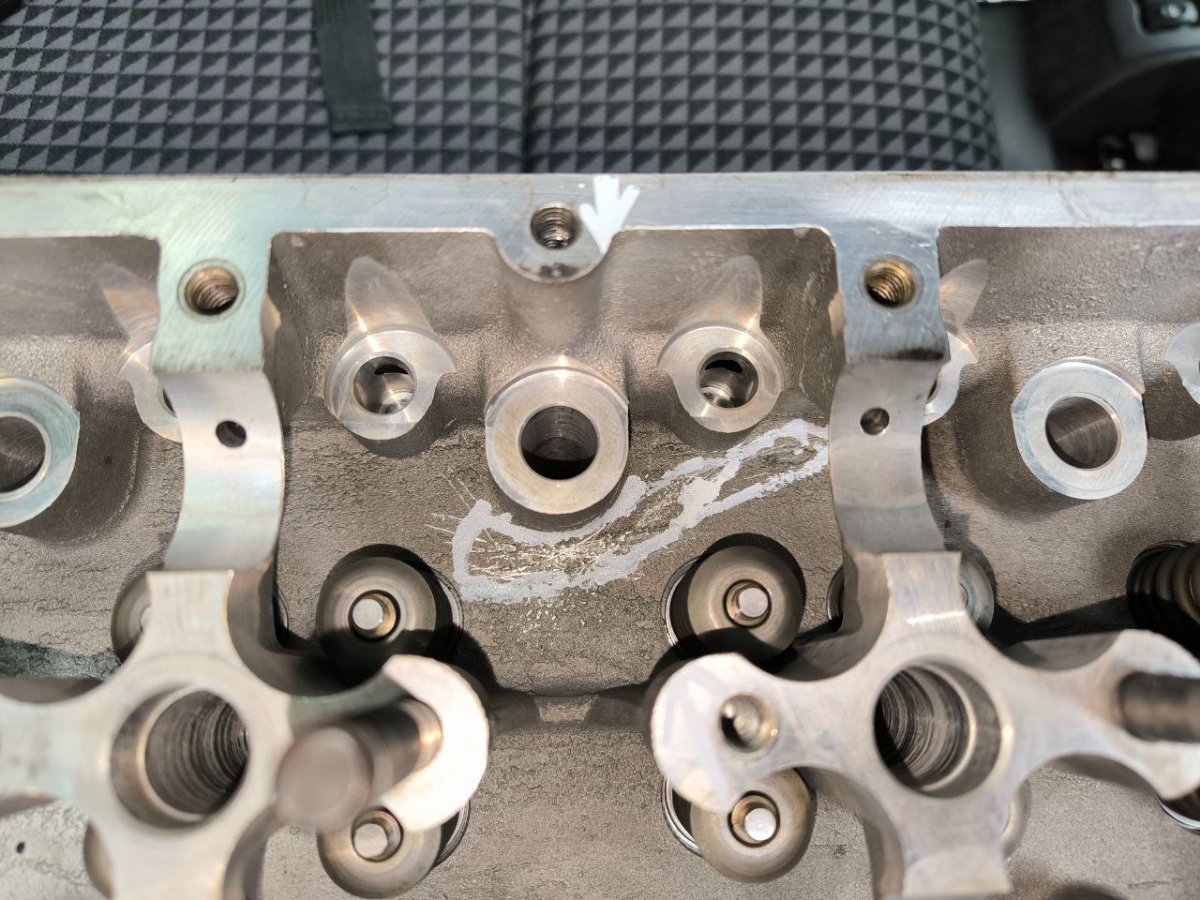
Это вторичный алюминий. Я не буду приводить характеристики этого сплав,но он довольно хрупкий.Холодные трещины образуются с характерным громким щелчком,примерно также как у чугуна.Трещина внутри жесткого контура. Ее надо разделать на всю глубину.Ширина разделки будет в среднем 8мм,о глубине не скажу.Теперь представьте,что сварка производится без подогрев,я уверен,что достаточное число сварщиков так и поступит.Заполнили разделку трещины по всему объему,допустим, в два прохода.Последовал локальный нагрев,а потом произойдет усадка металла шва.Сейчас трудно сказать,когда возникшие напряжения сделают свое дело,т.е. сразу по мере охлаждения или погодя,но это будет.Тоже самое произойдет,если подогрев будет недостаточен. При объемном подогреве градусов до 200-250Сс выдержкой в печи,сваркой,и последующем медленным охлаждением в минеральной вате,ГБЦ будет жить. А еще лучше после сварки погреть бы ее в печке при температуре 300-320С пару часов и охладить вместе с печью или в минеральной вате.Это касается не только головок,но и блоков тоже. Вообще-то,при ремонтных работах головок надо различать три составляющих,допустим,наплавку -это чаще всего -основная проблема поры,сварку межклапанных трещин и т.д.- спрошность,отсутствие включений и трещин в жестком контуре -возникающие напряжения,как в этом примере.
-
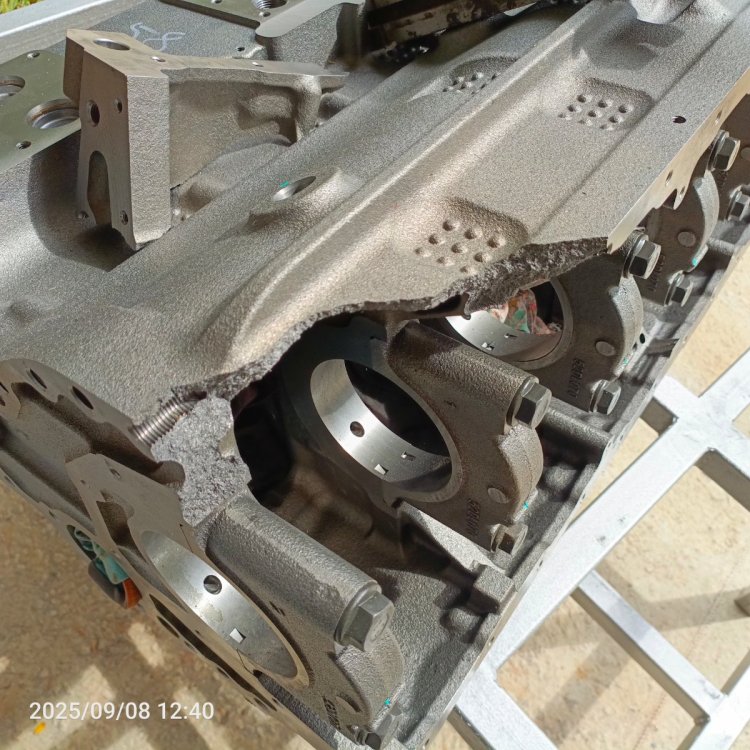
 На мой взгляд, если сплав не ковкий, термоупрочняемый- то равнопрочности достичь не удастся- из таких сплавов просто не делают прутки (как из АК9Ч). Если варить термупрочняемый сплав, то заново старение проводить надо, а это коробления... Я думаю, стоит браться только если есть запасной блок...
На мой взгляд, если сплав не ковкий, термоупрочняемый- то равнопрочности достичь не удастся- из таких сплавов просто не делают прутки (как из АК9Ч). Если варить термупрочняемый сплав, то заново старение проводить надо, а это коробления... Я думаю, стоит браться только если есть запасной блок... -
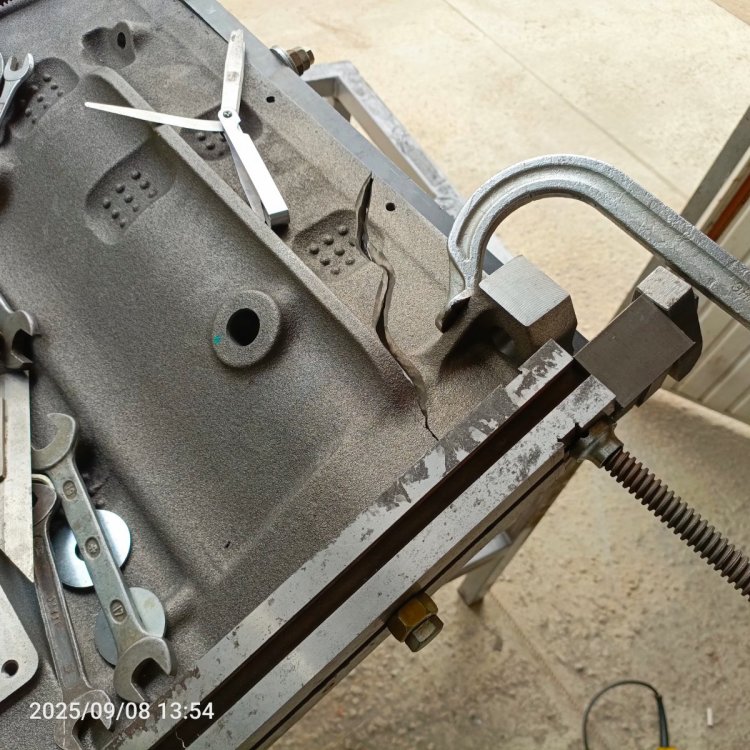
 Нет, там речь шла про алюминиевые. От дизельного ЗМЗ-51432. Например вот такую трещину реально заварить? Сплав там АК8М3.
Нет, там речь шла про алюминиевые. От дизельного ЗМЗ-51432. Например вот такую трещину реально заварить? Сплав там АК8М3.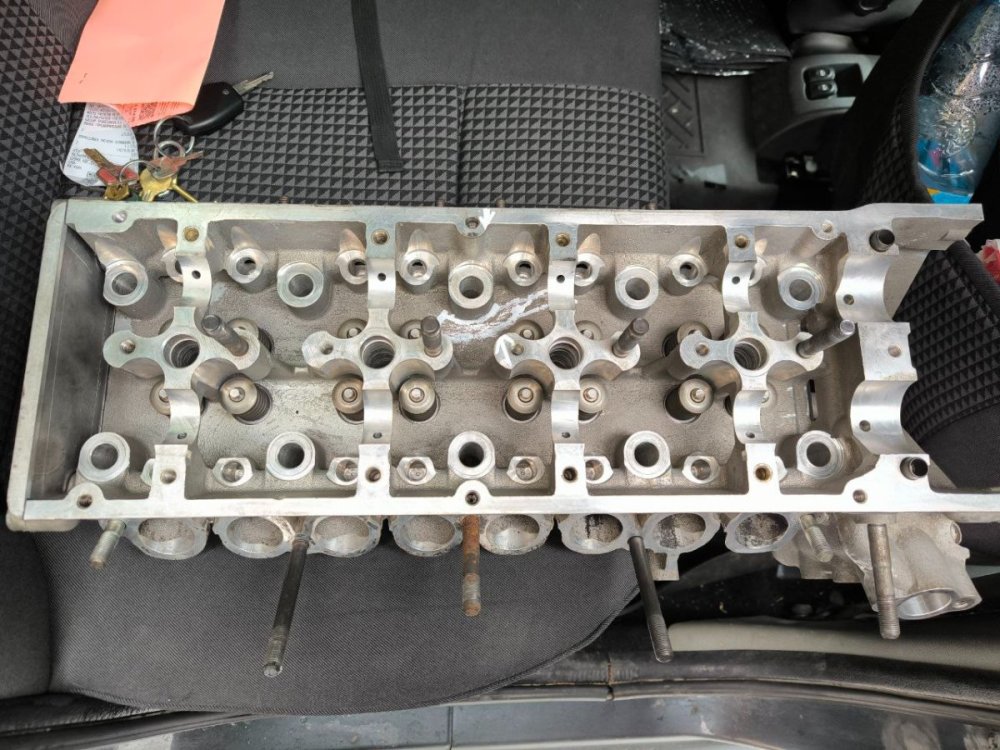

-
Это если он раствором продаётся. А если самому готовить из таблеток- то надо кипятить, а не просто тёплую воду использовать.
-
Только вчера использовал без всякого кипячения...аптечная упаковка.
-
И фурацилин должен быть кипячёным. Чтобы стерильным был.
-
Три литра мало,хотя ведро чистой воды. Пузырек фурацилина,шприц и упаковку с водой для инъекций. Кубик фурацилина,пять кубов воды,в шприц и промыть глаз/глаза. Этот состав нужно использовать,если в глаз попала стружка или песок.
-
 Бочка к счастью находилась в 2-3 метрах, я допрыгнул до нее одним прыжком, сунул голову в бочку. Я после этого всегда под рукой 3 литровая бутылка с распылителем, наполненная водой с разведенной в ней содой.
Бочка к счастью находилась в 2-3 метрах, я допрыгнул до нее одним прыжком, сунул голову в бочку. Я после этого всегда под рукой 3 литровая бутылка с распылителем, наполненная водой с разведенной в ней содой. -
У человека есть 15-20 секунда времени,чтобы смыть кислоту или щелочной электролит,до поражения тканей. Во время работы под рукой всегда должна быть емкость с чистой водой и бутылка уксуса...пригодится. Оставь в покое сварку взрывоопасных предметов-фантазеров,которые просят выручить вокруг очень много,только глаза у тебя одни не всю жизнь.Если видишь,что сварка представляет опасность,то брось этот дело-ты не отечество спасаешь,а идешь на поводу у очередного хитрожопого долбое...,который хочет купить на грош пятаков.
-
Если речь идет о чугунных ГБЦ,то,если обеспечена механическая прочность и герметичность,то можно считать,что тех.задание по сварке выполнено. Ну,а так,что касается дальнейшей эксплуатации сложных отливок,то за сваркой должен последовать отжиг.Даже при сварке никелевыми сплавами,дающими пластичный шов,проковка которого можно снять какую-то часть возникающих напряжений,нужен отжиг.
-
А разве не проще угольным электродом? Я и наплавку клейм в формочек, и сварку выполняю всегда угольными электродами, раньше из батарейки доставал угольный стержень, после того , как обзавелся строгачем, стал оставлять пару огарков для этих целей. Насчёт водорода: попросил меня друг наплавить ему на 190 аккумулятор клеймы, круглые, и я ещё молодой, лет 30 мне было, вывернул 2 пробки у клейм, остальные подумал что и так сойдёт))). Наплавил половину клеймы, хлопок, удар в лоб, все лицо в электролите, ладно что рядом была бочка с водой. Кусок оторванной крышки нашли метров за 25 в огороде, на грядках. Этот урок по ТБ я усвоил на всю жизнь))). Долго была фобия на любые действия с аккумулятором))). Берегите себя, выкручивает все пробки, и снимайте их, отложив в сторону.
-
 Новосибирск. По месту 100 тысяч зп потолок. Хотелось бы какого то развития с профессиональной стороны ну и с финансовой конечно
Новосибирск. По месту 100 тысяч зп потолок. Хотелось бы какого то развития с профессиональной стороны ну и с финансовой конечно -
 FEN58 присоединился к сообществу
FEN58 присоединился к сообществу -
308..одно к одному. Зубья шестерни полетят быстрее,чем износятся шейки.
-
 Luka_mor присоединился к сообществу
Luka_mor присоединился к сообществу -
Маэстро, а что в качестве присадочного материала?
-
 Stephenpus присоединился к сообществу
Stephenpus присоединился к сообществу -
 emdemidov присоединился к сообществу
emdemidov присоединился к сообществу -
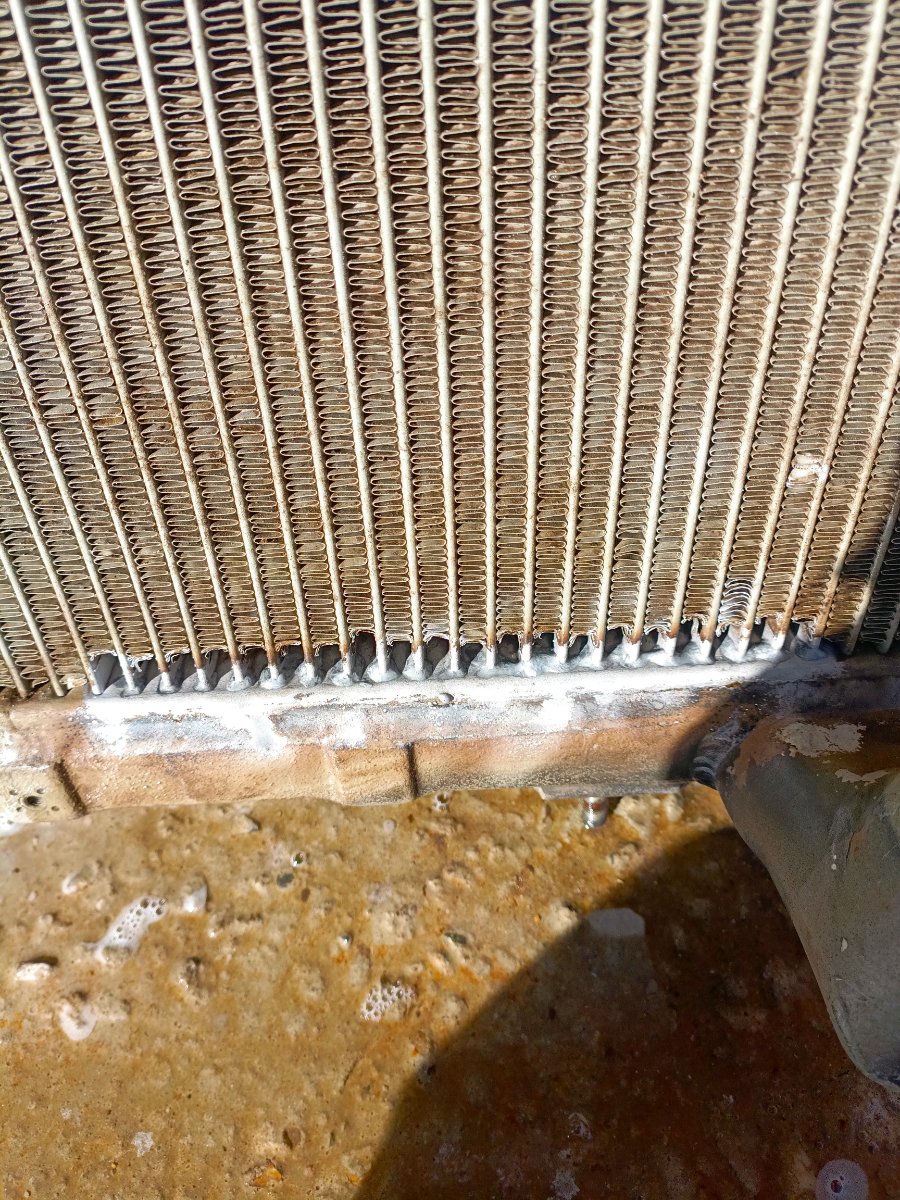
Хорошо,когда человек по имени заказчик, наблюдает за работой.Весь процесс на его глазах.Радиатор "тигра". Опрессовка-один надрыв трубки.В итоге -20 трубок.