Активность
- Последний час
-
Продано!
- Вчера
-
Было такое недавно. Я думал может в нержавейку Замак какой смогли подмешать или ещё чего, зачищал несколько раз, а оказалось всё проще... ротаметр дурака валял: отрубал сам подачу аргона.
-
Вчера Игорю было сорок дней. Настоящий Сварщик, Профи и Человек железной воли. Царствие Небесное, вечная память и вечный покой...
-
 Остап Сулейман присоединился к сообществу
Остап Сулейман присоединился к сообществу -
 все на это указывает. Только я не понимаю, как и чем они фокусируют. Второй момент, как защищают от грязи и брызг. Возможно это видео просто как .... типа рекламы своей продукции, типа сварка лазером. В то время было далеко не так популярно и доступно как сейчас. Это как в одном видео показывают молодого специалиста или специалистку, не помню, она держала паяльник за горячую часть, типа что-то там паяла. Обычному человеку, вау, а мне было смешно. Есть лазеры длинофокусные, над головой оператора висит излучатель. За счет линз подбирается то расстояние на котором будет сварка. В одном видео, робот варил дверь от авто на расстоянии в несколько метров. Лазерная резка, гравировка, по такому же принципу работает. В зависимости от линз, можно изменить высоту расположения головы. Но там резка (и все равно, чем ближе, тем эффективнее работает продув), а для сварки, нужна защитная среда. И в видео не показывают, что получается в результате сварки. У меня есть лазерная резка, для эффективности реза, в зону луча направляется поток воздуха. Поэтому длинофокусные по сути не сильно то и нужны, кроме как лечение матриц экранов, стирание гравировки на микросхемах и в целом поверхностная гравировка. Искорки это круто, на публику положительный эффект оказывает. Под видео, на вопросы, что за сварка, ни где не ответили. И это было давно. Сейчас есть довольно маленькие головы (горелки) для ручной лазерной сварки. И подлезть куда либо не проблема и подача защитного газа обеспечивается. Поэтому, не вижу смысла гнаться за таким световым шоу. P.S. возможно я где-то не прав, т.к. возможно где-то в узких кругах, есть специфичные лазеры. Но с тем, что я видел и имел дело, везде линзы, защита.
все на это указывает. Только я не понимаю, как и чем они фокусируют. Второй момент, как защищают от грязи и брызг. Возможно это видео просто как .... типа рекламы своей продукции, типа сварка лазером. В то время было далеко не так популярно и доступно как сейчас. Это как в одном видео показывают молодого специалиста или специалистку, не помню, она держала паяльник за горячую часть, типа что-то там паяла. Обычному человеку, вау, а мне было смешно. Есть лазеры длинофокусные, над головой оператора висит излучатель. За счет линз подбирается то расстояние на котором будет сварка. В одном видео, робот варил дверь от авто на расстоянии в несколько метров. Лазерная резка, гравировка, по такому же принципу работает. В зависимости от линз, можно изменить высоту расположения головы. Но там резка (и все равно, чем ближе, тем эффективнее работает продув), а для сварки, нужна защитная среда. И в видео не показывают, что получается в результате сварки. У меня есть лазерная резка, для эффективности реза, в зону луча направляется поток воздуха. Поэтому длинофокусные по сути не сильно то и нужны, кроме как лечение матриц экранов, стирание гравировки на микросхемах и в целом поверхностная гравировка. Искорки это круто, на публику положительный эффект оказывает. Под видео, на вопросы, что за сварка, ни где не ответили. И это было давно. Сейчас есть довольно маленькие головы (горелки) для ручной лазерной сварки. И подлезть куда либо не проблема и подача защитного газа обеспечивается. Поэтому, не вижу смысла гнаться за таким световым шоу. P.S. возможно я где-то не прав, т.к. возможно где-то в узких кругах, есть специфичные лазеры. Но с тем, что я видел и имел дело, везде линзы, защита.- 4 ответа
-
- 1
-

-
 Я правильно понимаю, что у сварщика из видео в руках не присадка, а оптоволокно, по которому луч лазера подается?
Я правильно понимаю, что у сварщика из видео в руках не присадка, а оптоволокно, по которому луч лазера подается? -
изделие герметичное? Такой эффект легко получается, когда расширение газа внутри приводит к ... такому вот взрыву. И в зависимости от поддува или даже если нет поддува, на перекрытии может получиться хлопок. И конечно, если вначале деталь холодная, то к концу уже знатно нагретая, поэтому как вариант нужно уменьшать ток в конце на завершении.
-
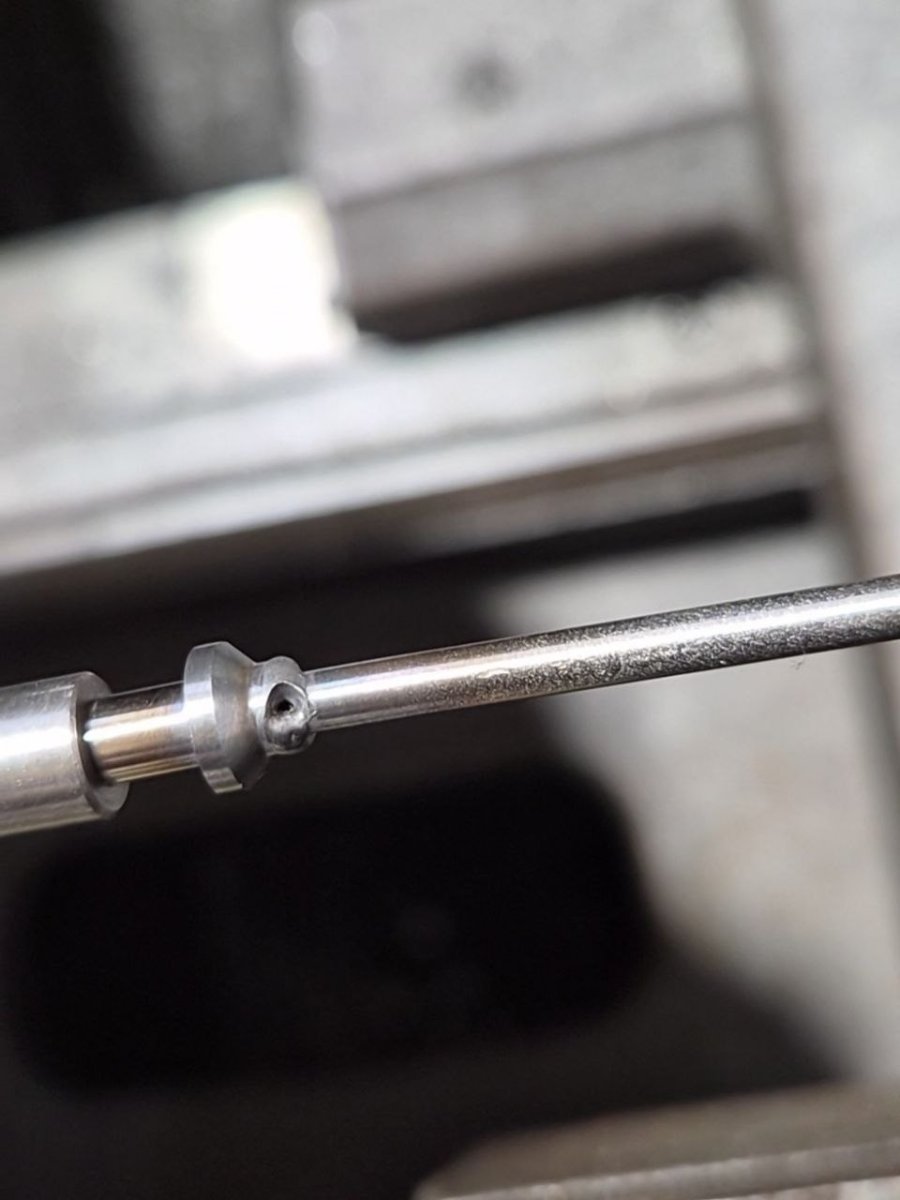
Парни, привет. Что делать? варю трубки со стенками 1 мм, (какая то нерж, думаю 304) в муфту с посадочным отверстием такой же толщины стенок, варится хорошо - и вдруг хаос, шипение, фильтр слепит и такие дырки если не погасишь дугу сразу. Вряд ли грязь - детали чищены нерж щетками, и отмокали в ультразвуке с ацетоном. сборка в перчатках. присадку тоже протираю ацетоном. Или как еще почистить? газ 8 л, (может много?) поддув 5 л. ток 18А.(глючит аппарат на малых токах? обычно не было таких проблем) горелка 6, красный китайский вольфрам 1,6мм , присадка 304, 0,5 мм. аппарат фрониус тт1600. Дырки ремонтируются хорошо, ванна на дырке стабильная, нет кипения и пор. Заранее благодарен!

- Последняя неделя
-
 AlexJ присоединился к сообществу
AlexJ присоединился к сообществу -
 Spektrpr присоединился к сообществу
Spektrpr присоединился к сообществу -
 Дык, это не только у австрияков есть
Дык, это не только у австрияков есть -
Трансстилл 2200 это однофазный источник питания. У вас, я так понимаю 3 фазы. У фрониуса нет однофазных аппаратов с функцией импульсного режима, по крайней мере из современной линейки.
-
 Pups присоединился к сообществу
Pups присоединился к сообществу -
он то есть, но ... если нет возможности плотно прижать, да и это не всегда помогает, получается это место мутное, т.е. как бы не изгалялся, трещину, хоть и герметичную, но будет видно. Поэтому и пока остановил свой выбор именно на клее, который жидкий и хорошо может затечь, заполнить промежуток и после полимеризации остается полностью прозрачным. В любом случае, спасибо. Буду дальше думать и изучать. Больше информации не меньше.
-
Я сплоховал, конечно же обозначение оргстекла не РА, а РММА. В твоем случае фонарь сборный из оргстекла и поликарбоната. И надо смотреть какая часть какая. Поликарбонат клеить не приходилось, но наверняка есть какой-то растворитель, надо изучать. П.С. Хотя вот читаю первое попавшееся. Пишут: "Идеальными растворителями являются этиленхлорид, хлороформ, тетрахлорэтан, мета-крезол и пиридин".
-
а если PC? сейчас изучаю надписи и вижу: opticlens PC, lens PMMA
-
Если они из PA, а не из PC, то в дихлорэтане растворяется стружка PA по цвету фонаря. Эта технология хороша для кусочно-мозаичного ремонта, главное, чтобы все фрагменты были. Если трещины, то результат буде зависеть от того, насколько трещина загрязнена и возможности ее заполнить. Но в любом случае, при замазывание трещины раствором, с "усилением шва", последующая шлифовка и полировка дает на "блик" монолитную поверхность.
-
вот тут можно подробнее? Я понимаю не совсем по теме... точнее совсем не по теме. но лежат задние фонари. Предварительно один разобрал. Есть несколько трещин, думал клей использовать прозрачный с УФ полимеризацией. После будет наждачка и покрываться лаком. Но хотелось бы сохранить прозрачность максимальную и спрятать трещины с глаз . Первый опыт показал, что как и с лобовым стеклом, клей протекает в трещину, полимеризуется и трещины не видно. Но что будет после, в период эксплуатации?! Все же это пластик, а клей как и стекло, не имеет эластичности.
-
Ясен перец! Он у меня с 2003 года... Только замок менял и краска снаружи поцарапана А мы назовём "Glue weld"!
-
Лопата прыгала внутри и нарыгала на три тысячи. Эта проблема, тоже не проблема. Вот Hummer со стеклопластиковым капотом. Не смогли между двумя деревьями проехать (колея-то по ширине была под нормальные машины). Первый раз я им угол капота приклеил, так-как сломали, но не оторвали. Второй раз, они его оторвали на хрен (вместе с колесом) и даже оторванный кусок не привезли, в болоте бросили. Пришлось оторванный кусок моделировать (пластилиновая модель; матрица). На фото - это первый заход. Клеить - это не наш метод (у нас же websvarka). Я клею только оптический PA, на автомобильных фонарях. А к ABS у меня двоякое чувство. С одной стороны, превосходно вариться (присадочный пруток приваривается к основному материалу без особого давления и очень надежно, в отличие, например, от PP). С другой стороны, материал быстро ведет от нагрева и надо манипулировать стремительно (хуже, наверное, только PS). И главный недостаток - растрескивание мелкими трещинами, которые выявляются, зачастую, уже при сварочном нагреве (характерное растрескивание на фото с другого ремонта). Пруток в наличие только белый (пруток фирмы Leister, из Швейцарии, мать её). Хотя, сейчас пытаюсь заказать - в наличии только черный. Я, в основном, варю автомобильный/мотоциклетный экстерьер, а он, как правило крашенный. Так что цвет, зачастую, не имеет значения. И к тому же, контрастным материалом комфортнее работа, при постобработке. И при сварке происходят неизбежные деформации, которые потов исправляются шпатлевкой. Я конечно максимально выравниваю нагревом, но такой способ имеет ограничения по конечному результату. Иногда заказывают нищебродский ремонт - без окраски. В этом случае приходиться варить с внутренней, не видовой стороны (с неизбежной потерей прочности, в сравнение с ремонтом на лицевой стороне). Такой вариант тоже не критичен к цвету присадки.
-
Не соглашусь! Постоянно делаю всякие коробки из АБС, растворяю стружку в ацетоне и склеиваю детали, предварительно размягченные ацетоном - получается монолит. Главный недостаток - сам ацетон)))
-
в целом так, но такое лечение как сварка, дает более прочный результат. Конечно пруток надо было черный использовать. Но тут дело вкуса кому это сделано. Если ради результата прочности, то ... так будет крепче ИМХО. Либо надо накладки делать, как пластырь. Но это надо тогда еще где-то донора накопать и феном подгонять.
-
Протерся? У меня аэробокс - выклеен из стеклоткани (была в ННовгороде фирма), его не сваришь.... А ABS отлично клеится ацетоном.
-
находим прокат профтруб,на Авито есть с выездом и дело в шляпе. ваш метод геморроен и непредсказуем в результате,не занимайтесь самобичеванием с расчетами-всё проще
-
Багажный бокс. ABS - 2,5 мм. Сварочная температура 530 С.
-
если правильно понял, это не моя тема, но на сколько знаю и понимаю, зависит от хим состава. Даже если он в рамках ГОСТ, то результат все равно сильно отличается и требуется корректировка для данной партии метала. Поэтому тут расчет может кому-то и нужен и поможет, но проще пара образцов и будет стабильный конечный результат на партии. на сколько знаю, тут нужно понимание, чтобы не продавить с одной стороны и с другой стороны, минимальный радиус. Поэтому у производителей всегда несколько комплектов роликов. И если радиус изгиба нужен не маленький, то ролики максимального диаметра, чтобы увеличить площадь распределяемую по поверхности. Ну и еще, тем самым, меньше шанса получить гармошку или расплющивание детали. Ну и размер самой заготовки то же не на последнем месте. Т.е. это комплексная задача.
-
Делал такую, размеры брал примерно из фотографий оригинальной телеги и из инструкции-спецификации по этой телеге. Верхняя и нижняя площадка из листа 2мм ст-08ПС. Средняя площадка-лоток из листа стали 1мм ст-08пс. Диаметр передих и хадних колес взял из спецификации к телеге. Баллон на зад не предусматривался, потому шо тяжелый,75 кило. По технике безопасности - балон у стены пристегнут цепью. Первое фото - после фосфатирования в растворе. Потом из пулика эпоксиднгой грунтовкой и сверху автомобильной черной акриловой 2к эмалью. Кстати догадался почему лучше черный цвет - на черном все пылинки сразу видно.
-
Гнутье прокаткой на 3 роликах.При таком радиусе изгиба 2800 мм для трубы ст-3пс или ст-2пс 60х60х4мм это должно легко получится. Ролики выточить из сталь-45 на токарном станке. Я вот неделю назад полдня просидел все перечитывал 5 советских книжек по трубогибам написанные хозарами. 2 книжки Гальперина, 2 книжки Мошнина и 1 учебное пособие хозарина с характерной фамилией Каган. Сплошная путаница и запутывание, так я и не смог рассчитать остаточный угол пружинения для гнутья труб намоткой по шаблону. Кто их выпустил в печать такие фальшивые книги? А в книжке Никитина изданной уже в 2011 году ничего про расчет пружинения при гибке не было. Так шо будем точить ролик под круглую трубу на древнем универсале 1А62 и расчитывать диаметр ролика методом "научного тыка".
-
контактная сварка там, на днях такую же прихватывал