Активность
- Последний час
-
Меня такая мысль посетила, в смысле что это первый совет начинающим аргонщикам, на второй день занятий. Не надо заниматься ерундой, не отбирайте работу у специалистов, каждый должен заниматься своим делом, или иди учись в учебное заведение на дневное и полноценно осваивай профессию и работай. Нет никаких метаний, но почему то интересно. Человек такая ск.... что все время что то хочется, то самогон, то пиво варить, то ковка, то ещё что то. Со сваркой был вообще ни как, как то посмотрел одно видео где америкос рассказывает про РДС, увидел сварочную ванну, потом пошёл попробовал, и помню этот вид расплавленного металла, да ещё и контролируемый, меня ну просто заворожил, и как то поехало. С начала инвертор РДС, мало, потом полуавтомат, почти сразу мало, потом тиг. Всё что то куда то тянет, что то охота, что то надо, и конца и края этому не видно.
-
Аргон не дешев. Поддув пока тока в мечтах. Пока это просто тренировки. А вот флюс паста это пожалуй стоит поизучать. За подкладка, думаю смысла нет, мож заблуждаюсь, но во многих местах их просто не возможно будет использовать. Поддув всё равно рулит, но это позже, и то, если... вобщем там видно будет, сначала хотелось бы хоть как то с тиг подружиться.
- Сегодня
-
Цвета побежалости это интерференция света в прозрачной окисной пленке. Цвет напрямую зависит от толщины этой пленки, которая в свою очередь зависит (косвенно) от температуры. Следовательно способность металла окисляться и будет влиять на то, при какой температуре какой цвет будет. Для справки: все сплавы окисляются по разному.
-
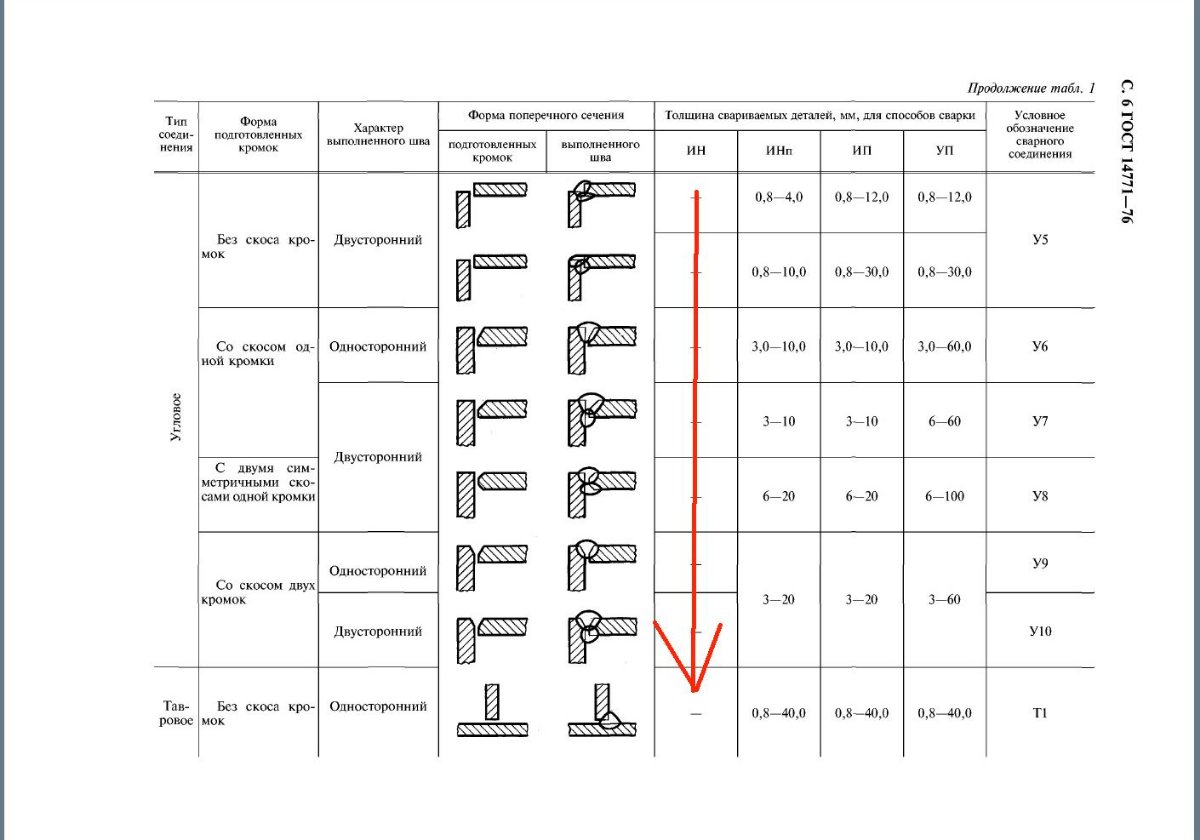
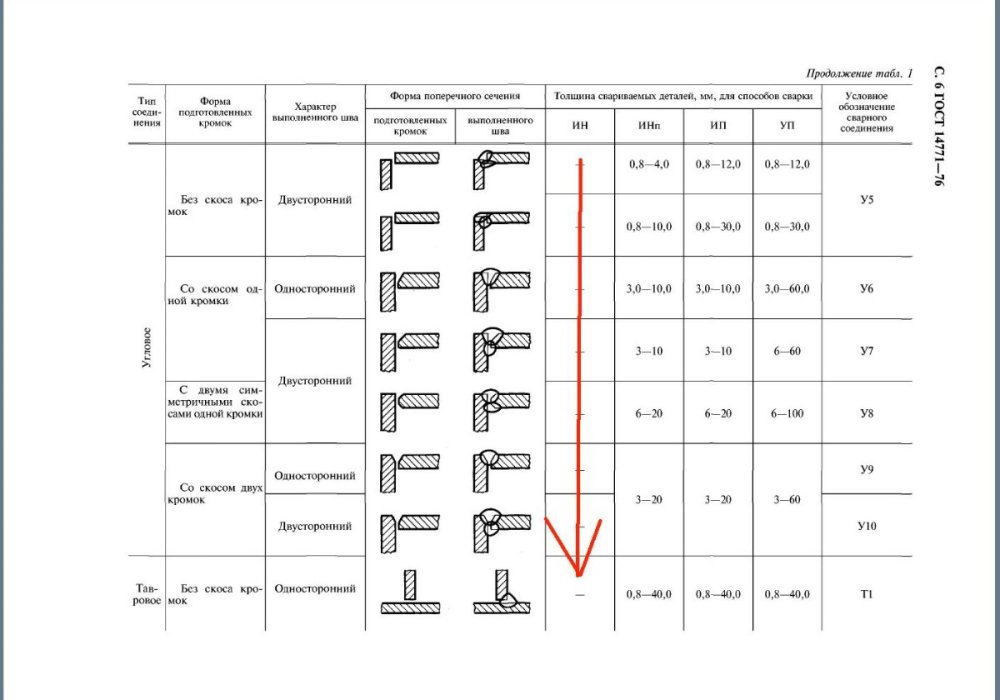
Вот что гласит ГОСТ 14771 про сварное соединение Т1 без присадки (ИН).
-
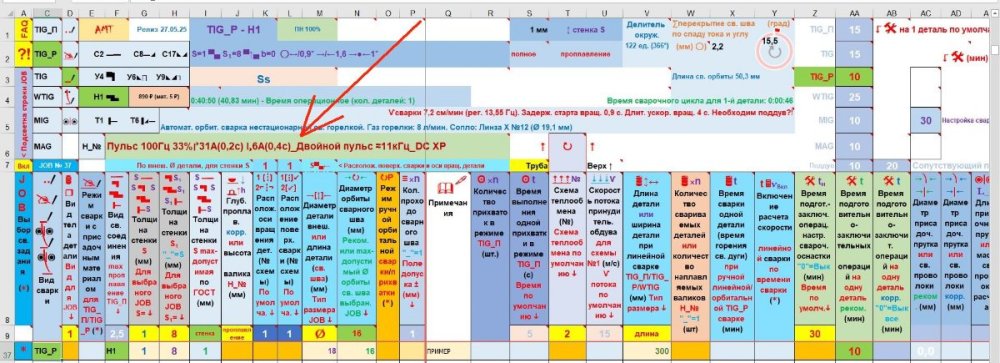
Сугубо мое мнение: импульсная сварка (наверное я про автоматическую сварку), если не серия из 10-ка, 100-ни штук - это дрочево (извините меня за мой французский). Пока настроишься, пока добьешься приемлемых результатов - глядишь и обед (или ужин). А красота (да и тепловложение), она вроде и так на приемлемом уровне. И самое главное - характеристики сварного шва гарантированы. И какая металлургия получается при переходных процессах на импульсной сварке, еще может потребовать и контроля.









-
У меня на 180-й Чеборе можно такой огород нагородить. Второй высокочастотный импульс сжимает дугу. Применительно на тонком.
-
Видел маску с АСФ, где перед АСФ вместо линзы стоит стекло, как в очках для лазерной сварки. По факту и затемнение на уровне 4-5 din и защита от излучения. Со слов сварщика глаза устают куда меньше, чем при работе только в очках.
-
В первую очередь!
-
Сварочная проволока СВ10х16н25ам6 Сварочная проволока СВ10х16н25ам6 используется для наплавки и для изготовления электродов. Проволока изготавливается с неомедненной поверхностью диам. 0,8-6,0 мм из низкоуглеродистых марок стали: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10Г2, Св-10ГА; диам. 0,8-2,0 мм из легированной марки стали Св-08г2с; с омедненной поверхностью диам. 0,8-1,6 мм из легированной марки стали Св-08г2с. ГОСТ 2246-70 Несколько раз перечитал и не понял, это для поржать или заплакать?Взято вот отсюда-https://www.ventsvar.ru/catalog/provoloka-sv-10kh16n25am6.html?ysclid=mceiv4fhf853855633#desc
-
Подкладки тоже никто не отменял
-
Так, по лазерам–стоп токинг, марш в другую тему
-
Для таких случаев или поддув с обратной стороны (если много дешевого аргона в наличии) или флюс-паста - дешево и сердито.
-
Относительно недавно доказывал в группе вебсварки в ВК одному индивидууму (а он работал на лазере в маске хамелеон, причем ему так сказал, что так можно, сам инженер поставщика лазерной установки осуществляющего пусконаладку) что он таким образом себе зрение испортит, а мне этот человек утверждал, что хамелеоны отсеивают излучение лазера, и что очки для лазеров - это ни что иное как заговор жадных барыг. Пытался переубедить человека из соображений заботы и донести инфу о возможном вреде здоровью и что это не шутки, но тот чел перешёл на личности, ну я и забил. И вот в процессе спора я задумался, а пропускают ли волновые излучения очки под лазер в местах, где возникли царапины или зацарапанные очки все равно будут защищать? Интересно ваше мнение, теряют ли защитные свойства поцарапанные очки или нет. Ни один поставщик мне когда-то не смог ответить, сказали, что и не думали об этом))
-
Жизнь-борьба и боль...просто столько сил положишь на это дело, а там -опа! и ничего уже не актуально....
-
У топикстартера и так творческие метания, и тут ты еще смуту вносишь!
-
Ну,нет проблем...совет начинающему аргонщеку–Забей на TIG! Купи лазер и зарабатывай деньги!Ну, или проблемы, тут как пойдёт
-
Сергей Николаевич! Тема называется "Советы начинающему аргонщику", а на "Лазер? Это очень просто!"
-
Проще в разы.Для юзера, конечно.Дави на кнопку, получишь результат.Есть ,конечно, нюансы,но освоить лазерную сварку с нуля гораздо проще , в разы проще, чем TIG.
-
Лазер нам даже в страшном сне не снится, тут тиг как космический корабль.
-
Вот подобная толщина уже больше для процессов ручной плазменно-дуговой и лазерной сварки.Это если надо гарантированную повторяемость результата.Для TIG уже это действо больше похоже на танцы с бубном, чем на ремесло.А с бубном–тут уже эзотерика, шаманизм и опыт,сын ошибок трудных.Короче, мне лень подобной хнёй мучаться, дайте мне лазер....
-
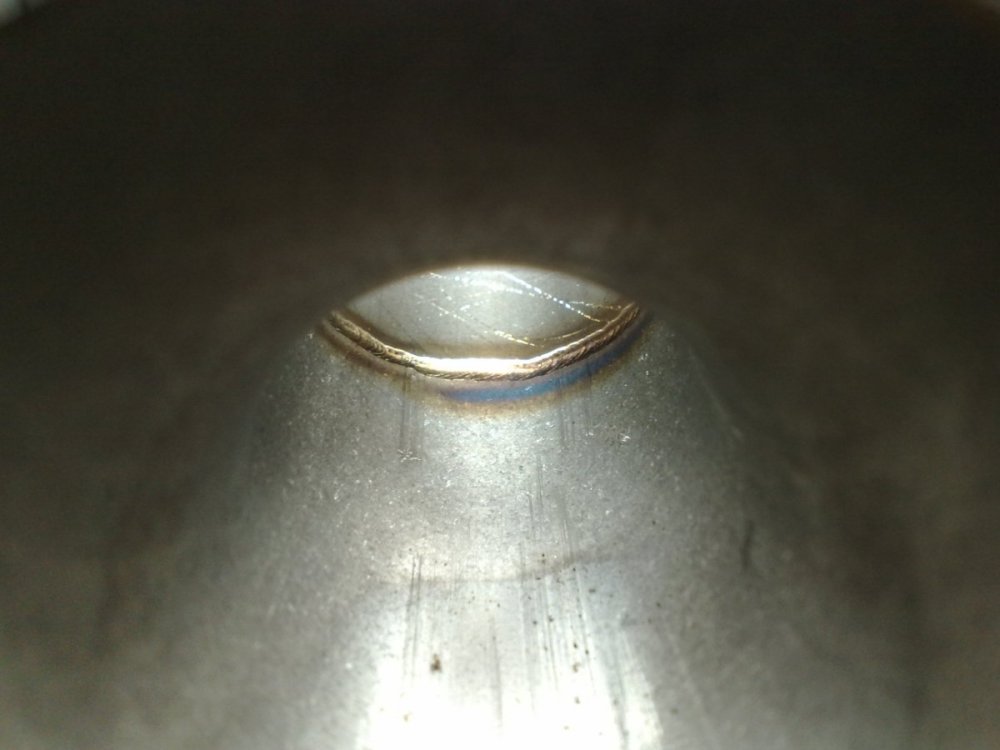
нет там выпуклостей, всё впукло. Там или прожег или вогнутый. С обратной стороны ужас.
-
Метода норм,но надо идеальную подгонку и раскрой.Твёрдую руку( а лучше робот/автомат) и высокую скорость прохода.Ну и защиту, само собой.
-
А я про что?!
-
На мой взгляд - не годится эта "метода" для толщины 0.5 (ну, я не сварщик, старшие товарищи поправят). Что будет с размерами той пластины (пластин), с которой берется "мясо"?
-
Если при сварке 142 процессом у Вас образуется "выпуклость" —значит на обратной стороне Луны-стопудовая "впуклость", плюс подрезы...